
- Så vilken maskin är lämplig för rörsvetsning?
- HAMER MULTIARC-250 Evolution
- Nödvändig utrustning och verktyg
- 4 Regelverk för stumsvetsning
- Tillverkare av manuella elektrosvetsmaskiner
- Vilken utrustning finns?
- Mekanisk svetsenhet
- Manuell svetsmaskin (järn)
- Egenheter
- Typer
- Kriterier för val av svetsverktyg
- 5 ELITECH SPT 800
- Tillverkare av svetsmaskiner för polypropenrör, en kort översikt över modeller.
- Stumsvetsmetod
- Apparattyper
- Manuell
- Mekanisk
- hydraulisk
- Elektrofusionsutrustning
- Hur väljer man rätt enhet?
- Manuell apparat
- Mekanisk
- Slutsatser och användbar video om ämnet
Så vilken maskin är lämplig för rörsvetsning?
Sammanfattningsvis, här är en lista över krav för rörsvetsutrustning:
- Svetslägen: MIG/MAG; MMA TIG
- Svetsström: i intervallet från 20 till 250 A (MMA); 20 till 250 A (MIG); 20 till 200 (TIG);
- Tråddiameter: 0,6 till 1,2 mm;
- Elektroddiameter: upp till 1,5 till 5 mm;
- Spänning: 220V/380V;
- Verkningsgrad: 70-90%;
- Vikt: 15-20 kg.
Dessa krav uppfylls fullt ut av svetsmaskinen HAMER MULTIARC-250 Evolution
HAMER MULTIARC-250 Evolution
-
- Svetsström 20-250 A (MMA); 15-60 A (CUT); 20-200 A (TIG);
- Typ av svetsning MMA/CUT/TIG;
- Spänning 220 V/ 50 Hz;
- Lastlängd för MMA-läge 250 A / 35 %; 118,5 A/100%;
- Lastlängd för CUT-läge 60 A/35%; 29,6A/100%;
- Lastlängd för TIG-läge 200 A/35 %; 118,5 A/100%;
- Verkningsgrad 85%;
- Vikt 15 kg;
- Lämplig för drift med instabil nätspänning (garage, gårdar, landsbygd, etc.)
HAMER MULTIARC-250 Evolution är en multifunktionell svetsmaskin som arbetar i MMA, TIG, CUT-lägen. Kombinationen av flera lägen utökar listan över svetsprocesser avsevärt, så att du kan arbeta med olika typer av metaller. Detta gör HAMER MULTIARC-250 Evolution till en oumbärlig assistent i produktionen, i synnerhet för svetsreparationer, förberedelser för installation och installation av rör.
Få 90 rubel i present!

Nödvändig utrustning och verktyg
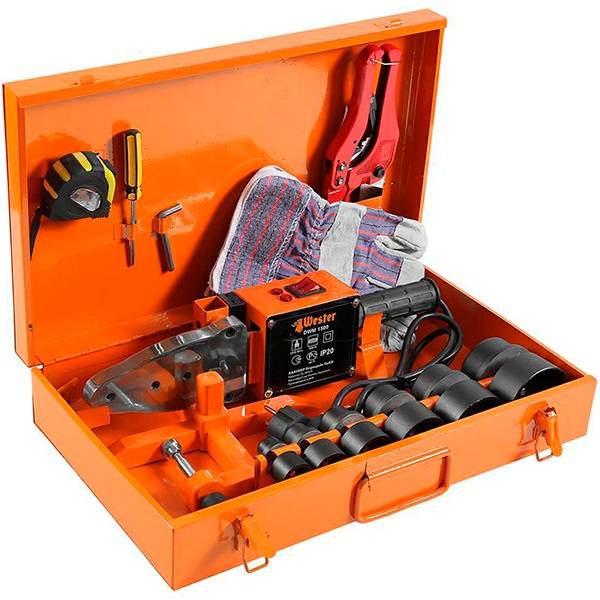
För svetsning av plaströr är det bekvämt att använda svärdformade lödkolvar med avtagbara munstycken. Värmeelementet för rörsvetsning är en platt plattform som kallas strykjärn, den har hål för att fästa värmemunstycken.
Svetsmaskinen för svetsning av plaströr måste ha en temperaturregulator, en värmeindikatorlampa. Förutom svetsutrustning behövs verktyg för att skära ämnen och ta bort folielagret. Skär rullade plastprodukter på något bekvämt sätt:
- rörskärare, liknande trådskärare;
- saxar för metall;
- bågfil med ett smalt blad.
Finskurna filar eller sandpapper används för att rengöra skärsår, ta bort häng. För att skära rörledningselement före svetsning måste du förbereda en linjal, fyrkant, tuschpenna eller markör.
4 Regelverk för stumsvetsning
Som framgår av, tills nyligen, fanns det i Ryssland stor förvirring med stumsvetsteknik, eftersom flera aktuella regulatoriska dokument gav sin egen tolkning, och därför föredrog de flesta svetsare att lita på den smala tyska DVS-tekniken. Och kraven för stumsvetsutrustning i Ryssland definierades inte av någon standard alls.
Sedan början av 2013 har två regleringsdokument trätt i kraft i Ryska federationen samtidigt:
- GOST R 55276 - för tekniken för stumsvetsning av PE-rör under installationen av vatten- och gasledningar, baserat på översättningen av den internationella standarden ISO 21307;
- GOST R ISO 12176-1 - för stumsvetsutrustning, baserad på översättningen av den internationella standarden ISO 12176-1.
Antagandet av GOST för utrustning var verkligen användbart. Tyvärr betyder det inte att den mest lågkvalitativa importerade utrustningen omedelbart rensades bort. Men i alla fall tvingas nu några ryska utrustningstillverkare att arbeta med kvalitet, och konsumenten har fått ett tips om att bedöma kvaliteten på den köpta utrustningen.
GOST på tekniken för stumsvetsning gav relativ ordning. I alla fall ledde det till enhetligheten i tekniken för stumsvetsning av PE-rör på Ryska federationens territorium. Men problemen kvarstod.
VIKTIG! GOST R 55276, tillsammans med det traditionella lågtryckssvetsläget (liknande DVS 2207-1 och gamla ryska standarder), legaliserade högtryckssvetsläget för polyetenrör, som tidigare endast användes i USA. Detta läge ställer ökade krav på utrustningen, men det kan avsevärt minska svetscykeltiden.
VIKTIG! GOST R 55276 är knappast lämplig för direkt användning på en byggarbetsplats, eftersom den inte är fokuserad på en svetsare, utan på en utvecklare av ett tekniskt diagram för svetsning av polyetenrör. VIKTIG! GOST R 55276 löste inte problemet med begränsningar som de gamla ryska standarderna led av och till denna dag lider alla utländska standarder
För det första är det tillåtna lufttemperaturintervallet från +5 till +45 °C, medan en stor del av Ryska federationens territorium tvingas börja svetsa när träsken fryser. För det andra är den maximala väggtjockleken på rören 70 mm, medan väggtjockleken på faktiskt tillverkade rör för länge sedan har överstigit 90 mm. Och för det tredje är rörmaterialet endast traditionell lågtryckspolyeten (HDPE) med en smältflödeshastighet på minst 0,2 g/10 min (vid 190/5), medan icke-flytande kvaliteter av polyeten länge har använts för tillverkningen av rör med stor diameter medeltryck med MFI under 0,1 g/10 min (vid 190/5). För förhållanden utanför de beprövade gränserna för lufttemperatur och väggtjocklekar har vissa tillverkare beräknat tekniken för svetsning av polyetenrör genom att extrapolera gällande bestämmelser, men denna teoretiska teknik har ännu inte verifierats genom långtidstester. För icke-flytande kvaliteter av polyeten finns det ingen teknik för rörsvetsning, inte ens i teorin. Som ett resultat utförs cirka 80% av all svetsning i Ryssland under förhållanden som går utöver begränsningarna för beprövad teknik!
VIKTIG! GOST R 55276 löste inte problemet med begränsningar som de gamla ryska standarderna led av och till denna dag lider alla utländska standarder.För det första är det tillåtna lufttemperaturintervallet från +5 till +45 ° С, medan en stor del av Ryska federationens territorium tvingas börja svetsa när träsken fryser
För det andra är den maximala väggtjockleken på rören 70 mm, medan väggtjockleken på faktiskt tillverkade rör för länge sedan har överstigit 90 mm. Och för det tredje är rörmaterialet endast traditionell lågtryckspolyeten (HDPE) med en smältflödeshastighet på minst 0,2 g/10 min (vid 190/5), medan icke-flytande kvaliteter av polyeten länge har använts för tillverkningen av rör med stor diameter medeltryck med MFI under 0,1 g/10 min (vid 190/5). För förhållanden utanför de beprövade gränserna för lufttemperatur och väggtjocklekar har vissa tillverkare beräknat tekniken för svetsning av polyetenrör genom att extrapolera gällande bestämmelser, men denna teoretiska teknik har ännu inte verifierats genom långtidstester. För icke-flytande kvaliteter av polyeten finns det ingen teknik för rörsvetsning, inte ens i teorin. Som ett resultat utförs cirka 80% av all svetsning i Ryssland under förhållanden som går utöver begränsningarna för beprövad teknik!









Tidigare
2
Spår.
Tillverkare av manuella elektrosvetsmaskiner
på svetsmarknaden lödmaskiner HDPE-rör är mest efterfrågade produkter från följande tillverkare:
- Rothenberger. Detta företag grundades i Tyskland 1949. Under de senaste åren har företaget kunnat nå mycket stora framgångar och blivit en av de ledande tillverkarna av svetsmaskiner. Produkter tillverkade under varumärket Rothenberger kännetecknas av högsta möjliga kvalitet och högsta grad av tillförlitlighet.
- Ritmo. Det italienska företaget Ritmo grundades 1979.Idag tillhör den kategorin ledande företag som är engagerade i bearbetning av polymerer och polymerprodukter. I sin verksamhet följer Ritmo ständigt de mest moderna och strikta standarder. Företagets verksamhet ligger på en mycket hög nivå, och detsamma kan sägas om produkterna - Ritmo-produkterna utmärker sig genom variation, mångsidighet och högsta kvalitet.
- DYTRON. Mot bakgrund av äldre analoger verkar produkterna från det tjeckiska företaget DYTRON, grundat 1992, inte vara av otillräcklig kvalitet - allt är i sin ordning med det. Produktsortimentet är ovanligt brett - företaget tillverkar både manuell och automatisk utrustning som gör att du kan ansluta HDPE-rör. Dessutom utökas och kompletteras modellutbuden ständigt, så att hitta bra utrustning i montrarna av detta märke kommer inte att vara ett problem. Det är också värt att notera att de släppta enheterna uppfyller de modernaste kraven.
Slutsats
När du väljer en enhet för lödning av HDPE-rör är det nödvändigt att bygga på kraven på grund av en viss situation. Korrekt val av utrustning gör att du kan skapa en pålitlig och tät anslutning som kan hålla lika länge som solida rör.
Vilken utrustning finns?
Enligt dess design är svetsmaskinen en anordning där rörsektioner värms upp, vilket gör det möjligt att erhålla en permanent anslutning. Det finns ingen anledning att förklara att utrustningen som används för att svetsa plaströr kommer att ha en annan design än maskinen för svetsning av metallrör.
Hittills, på Det finns två typer av enheter tillgängliga på marknaden som används för att svetsa polypropenrör:
- mekaniska apparater för svetsning;
- manuell svetsmaskin.
Det är värt att tänka på att använda den första i fall där det är nödvändigt att kombinera lederna, anstränga sig mycket för detta, eller uppgiften att installera rör som har en ganska stor diameter har uppstått.
En manuell svetsmaskin för plaströr kommer att vara det bästa valet när det är planerat att montera rörledningen på egen hand och det är planerat att använda rör som skiljer sig i diameter för arbete.
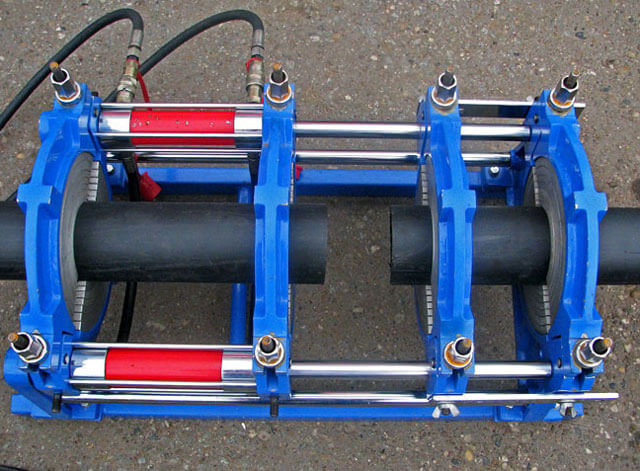
Mekanisk svetsenhet
 När det gäller design är en mekanisk apparat för svetsning av rör av polypropen gjord i form av en stödram, på vilken det finns en instrumentenhet och en hydraulisk enhet. På vänster och höger sida finns grepp som vart och ett har ett par halvringar. Handtagen är åtskilda av insatser för att balansera tryck och centrering. När det gäller deras innerdiameter skiljer de sig inte från de rör som de ska arbeta med.
När det gäller design är en mekanisk apparat för svetsning av rör av polypropen gjord i form av en stödram, på vilken det finns en instrumentenhet och en hydraulisk enhet. På vänster och höger sida finns grepp som vart och ett har ett par halvringar. Handtagen är åtskilda av insatser för att balansera tryck och centrering. När det gäller deras innerdiameter skiljer de sig inte från de rör som de ska arbeta med.
I utformningen av enheten finns en elektrisk trimmer, vars huvudsakliga syfte är att rikta in ändarna på rören. Denna enhet är en roterande skiva utrustad med dubbelsidiga knivar, som också har en låsmekanism som säkerställer säker drift. Det huvudsakliga arbetsvärmeelementet är en stålskiva med en non-stick-beläggning som innehåller värmeelement inuti. Utformningen av många modeller av sådana enheter innehåller ofta temperaturregulatorer och temperaturkontrollsensorer.
Manuell svetsmaskin (järn)
Med tanke på att den vanliga konsumenten sannolikt inte har till uppgift att installera långa nätverk, bör han inte köpa en skrymmande svetsanordning.
De flesta konsumenter använder vanligtvis en anordning som ett svetsjärn för att montera rör. Om vi utvärderar den utifrån dess design och funktioner i drift, så skiljer den sig i detta avseende lite från en traditionell hushållsapparat. Av dess funktioner kan endast en annan design urskiljas.
Huvudelementen i dess design är en värmeplatta, en termostat och ett ergonomiskt handtag. Om du tittar noga kan du hitta två hål i värmeplattan, som är nödvändiga för att fästa parade svetselement som skiljer sig i diameter. De utmärker sig först och främst av närvaron av en teflonbeläggning, tack vare vilken plasten inte fastnar på en het yta.
Egenheter
När du väljer en maskin för svetsning av rör från PE måste du tydligt förstå vilken typ av arbete som kommer att göras med den. Funktionerna hos den önskade utrustningen kommer till stor del att bero på den svetsmetod som du planerar att använda oftast.
Det finns fyra huvudsakliga metoder för lödning av polyetenprodukter.
- Stumsvetsning - denna metod är den vanligaste, och den är baserad på anslutningen av uppvärmda rörändar till varandra eller till beslag med hjälp av en speciell svetsspegel. Stumfogning gör att du kan få en ganska högkvalitativ fog till ett överkomligt pris av utrustning, men metoden är inte lämplig för att foga produkter med en väggtjocklek på mindre än 4,5 mm.Användningen av stumsvetsning kräver noggrann rengöring av ytorna som ska sammanfogas, maximal precision i trimningsprodukter och anbringande av rätt tryck på rören under deras anslutning.
- Att docka rör i en sockel (eller kopplingsmetod) är en pålitlig, men mindre vanlig och dyrare metod baserad på att koppla ihop produkter genom en speciell koppling. Det finns också alternativ för att ansluta två rör med olika diametrar direkt till varandra. Denna metod används inte för att lägga rörledningar utomhus.
- Elektrofusion (eller termistor) svetsning av rör - denna metod liknar sammanfogning i en sockel, men kopplingen som används i den innehåller ett metallvärmeelement, vilket bidrar till mer enhetlig uppvärmning av de anslutna produkterna och den elektriska kopplingen. Varje elektrisk koppling har en speciell streckkod som kodar de elektriska strömparametrarna som är nödvändiga för denna koppling, så enheter av denna typ är ofta utrustade med en streckkodsläsare. Termistormetoden är ännu mer tillförlitlig (och dyrare) än kopplingsmetoden, därför används den främst i fall där det är nödvändigt att tillhandahålla en mycket stabil anslutning (till exempel när man lägger rörledningar i områden med frekventa jordbävningar). Denna metod används för att ansluta rör med en diameter på 20 mm eller mer med valfri väggtjocklek, och kraven på noggrannheten för att hålla tekniska parametrar i den är mycket lägre än med stumlödning.
- Extruderingssvetsning är en metod som liknar elektrisk svetsning, där uppvärmd polyeten matas in i svetsområdet genom en speciell extruder och bildar en förbindelse mellan rören.Styrkan hos den resulterande anslutningen överstiger vanligtvis inte 80% av polyetens hållfasthet, så extruderingsmetoden används vanligtvis främst för att ansluta rör med andra plastprodukter och installera rör med en diameter på 630 mm eller mer på platser som inte är sannolika att utsättas för höga belastningar.


Typer
Alla svetsanordningar av polyeten består av fyra huvudmoduler - en generator (vanligtvis fungerar enligt principen om en växelriktare med en transformator eller en strömförsörjning), en effektkontrollmodul, en temperaturkontrollmodul och en teknisk enhet där själva anslutningsprocessen äger rum. Var och en av de fyra svetsmetoderna som diskuterats ovan utförs med lämpligt verktyg.











De befintliga maskinerna för vart och ett av de 4 sätten kan ytterligare delas in i 3 kategorier beroende på graden av automatisering.

Halvautomatiska enheter är uppdelade i mekaniska och hydrauliska beroende på vilken typ av drivning som används. I enheter med en mekanisk drivning skapas den kraft som krävs för att centrera och hålla rören under svetsprocessen med hjälp av operatören, därför används de endast när man arbetar med rör med en diameter på mindre än 160 mm. Den hydrauliska drivningen kräver ingen kraft från operatören och används för att svetsa produkter av valfri diameter, inklusive de som är större än 160 mm.


En annan viktig egenskap hos svetsmaskinen är diametern på de rör som den kan ansluta, eftersom standardstorlekarna på PE-rör ligger i intervallet från 16 till 1600 mm. Till exempel, för VVS i lägenheter, används vanligtvis rör med en diameter på 20 till 32 mm, men för installation av huvudrörledningar kan en anordning som kan löda rör med en diameter på 90/315 mm eller mer redan behövas.
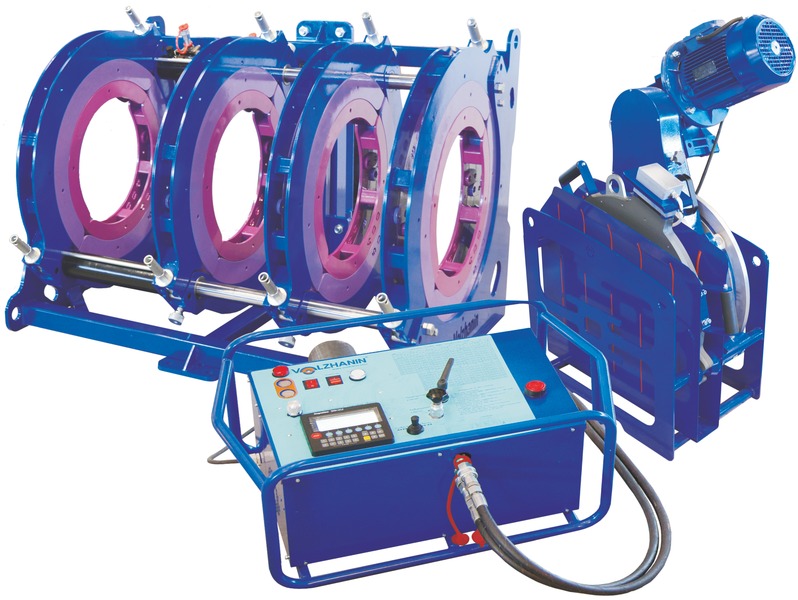
För närvarande är de mest populära enheterna Georg Fischer (Schweiz), Rothenberger (Tyskland), Advance Welding (Storbritannien), Eurostandard, Technodue och Ritmo (Italien), Dytron (Tjeckien), KamiTech och Nowatech (Polen). Det finns också ryska tillverkare av polyetensvetsanordningar, till exempel Volzhanin-anläggningen, som producerar utrustning för stumlödningsprodukter med en diameter på 40 till 1600 mm och elektrosvetsanordningar som kan ansluta rör med en diameter på upp till 1200 mm.
Kriterier för val av svetsverktyg
När du bestämmer problemet med den föredragna klassen av svetsutrustning är det först och främst nödvändigt att uppmärksamma omfattningen av det planerade arbetet. Här är följande parametrar av stor relevans:
- Utbudet av rördiametrar att arbeta med.
- Energiförbrukning.
- Enhetspris.
Det är anmärkningsvärt att det finns ett tydligt samband mellan dessa parametrar. Så med en ökning av rörets yttre diameter är det nödvändigt att överväga modeller med högre effekt. Det är allmänt accepterat att effektindikatorn, vars enhet är watt, bör vara 10 gånger diametern, beräknat i millimeter. Med andra ord, om det är tänkt att svetsa rör med en ytterdiameter på 30 mm, kan du begränsa dig till en modell vars effekt är 300 watt. Det är värt att notera att de angivna siffrorna inte är slutgiltiga och korrekta, och därför tillåts fel inom 30 % här.
Därför, om modellen av svetsutrustning har en stor strömförbrukning, tillåter detta ägaren att svetsa rör med en större diameter.Förvärvet av sådan utrustning kommer dock att kräva stora utgifter.
5 ELITECH SPT 800

Rik utrustning Land: Ryssland (tillverkat i Kina) Genomsnittspris: 1 638 rubel. Betyg (2019): 4,5









Denna budgetlödkolv för polypropenrör kan ses inte bara i händerna på nybörjare, utan även proffs. Modellen kan arbeta med 6 rörstorlekar, från 20 till 63 mm. Experter noterar högkvalitativa munstycken belagda med teflon. Med en värmeeffekt på 800 W kan enheten snabbt värma upp till 300°C. Värmaren svalnar också ganska snabbt. Tillverkaren har kompletterat sin produkt med 6 munstycken, ett stativ, ett pålitligt metallhölje och en uppsättning verktyg (skruvmejsel, insexnyckel).
Genom att analysera konsumentrecensioner finns det flera fördelar och nackdelar med enheten. Å ena sidan förtjänar modellen beröm för sin kraft, snabba uppvärmning och kylning, släta sömmar, överkomligt pris. Klagomål kommer till det obekväma stativet, tunt fodral, teflonbeläggning av dålig kvalitet.
Tillverkare av svetsmaskiner för polypropenrör, en kort översikt över modeller.
När du väljer utrustning är ett av de avgörande kriterierna tillverkarens rykte. Och även om maskiner för manuell svetsning av polypropenrör inte kan kallas för komplexa och högteknologiska enheter, finns det också vissa myndigheter inom detta område.
Så "trendsättare" i produktionen av sådan utrustning anses vara "Rothenberger", "Valfex", "Dytron", "BRIMA", "Gerat", "KERN". Elitech, Sturm, Caliber, Enkor, PATRIOT, Energomash, DeFort-enheter är inte mindre pålitliga och efterfrågade.Huvudsaken är att den köpta utrustningen verkligen är original, inte en falsk, och åtföljs av tillverkarens fabriksgaranti.
Sammanfattningsvis, traditionellt, en liten genomgång av populära modeller och den genomsnittliga prisnivån för dem.
| Modellnamn, illustration | Kort beskrivning av modellen | Genomsnittlig prisnivå, gnugga. (april 2016) |
|---|---|---|
"BRIMA TG-171", Tyskland - Kina  | Effekt 750 W, svetsdiameter - upp till 63 mm, elektromekanisk termostat, värmetemperatur - upp till 300 °C. Uppvärmningstid - inte mer än 15 minuter. Setet innehåller sex par munstycken från 20 till 63 mm. | 3900 |
"ENCOR ASP-800", Ryssland - Kina  | Effekt 800 W, svetsdiameter - upp till 63 mm, elektromekanisk termostat, värmetemperatur - upp till 300 °C. Stabilt plattformsställ. Satsen innehåller sex par munstycken från 20 till 63 mm med teflonbeläggning. | 2200 |
Elitech SPT 1000, Ryssland - Kina  | Apparat med ett cylindriskt värmeelement. Effekt - 1000 watt. Svetsdiameter - från 16 till 32 mm. Ett set munstycken (4 diametrar) med teflonbeläggning ingår i leveransen. Ergonomisk form på kroppen och handtaget, så att du kan arbeta på svåråtkomliga ställen. Elektromekanisk termostat. | 2700 |
"Sturm TW7219", Tyskland - Kina  | Högeffektsmodell - 1900 W, med möjlighet att slå på full och halv effekt (ett eller två värmeelement). Sex par teflonbelagda spetsar. Den maximala svetsdiametern är 62 mm. Uppvärmningstid - ca 12 minuter. Utökat leveranspaket som inte kräver köp av extra tillbehör. | 3300 |
Dytron Polys P-1a, Tjeckien  | Högkvalitativ professionell utrustning. Effekt - 650 watt. Cylindrisk värmare med kapillärtermostat med hög precision.Svetsdiameter - upp till 32 mm. Patenterade skospetsar med 3 diameter, belagda med högkvalitativ blå teflon. Sex temperaturinställningar. Automatiskt överhettningsskydd. Vikt - endast 1,3 kg, vilket underlättar arbete på svåråtkomliga ställen. | 11200 i minimikonfigurationen - en enhet, ett stativ och tre munstycken. |
Rothenberger ROWELD P 40T, Tyskland  | Effekt - 650 watt. Den maximala svetsdiametern är 40 mm. Svärdformad värmare med möjlighet att installera två par hylsdorn. Satsen innehåller 4 par munstycken från 20 till 40 mm, högkvalitativ teflonbeläggning. Funktioner hos denna enhet - den inbyggda termostaten är designad specifikt för polypropenrör och är programmerad för högprecisionsupprätthållande av en stabil temperatur på 260 ° C. Enhetens massa är 2,8 kg. | 14500 |
KERN Svetsare R63E, Tyskland  | Professionell modell. Relativt låg effekt, 800 W, och samtidigt - möjligheten att svetsa rör med en diameter på upp till 63 mm. Sex par teflonbelagda spetsar ingår. Elektronisk högprecisionsinstallation av inställd temperatur med mikroprocessorstyrenheten, digital display. | 13500 |
Sammanfattningsvis - en video om en annan svetsmaskin för polypropenrör
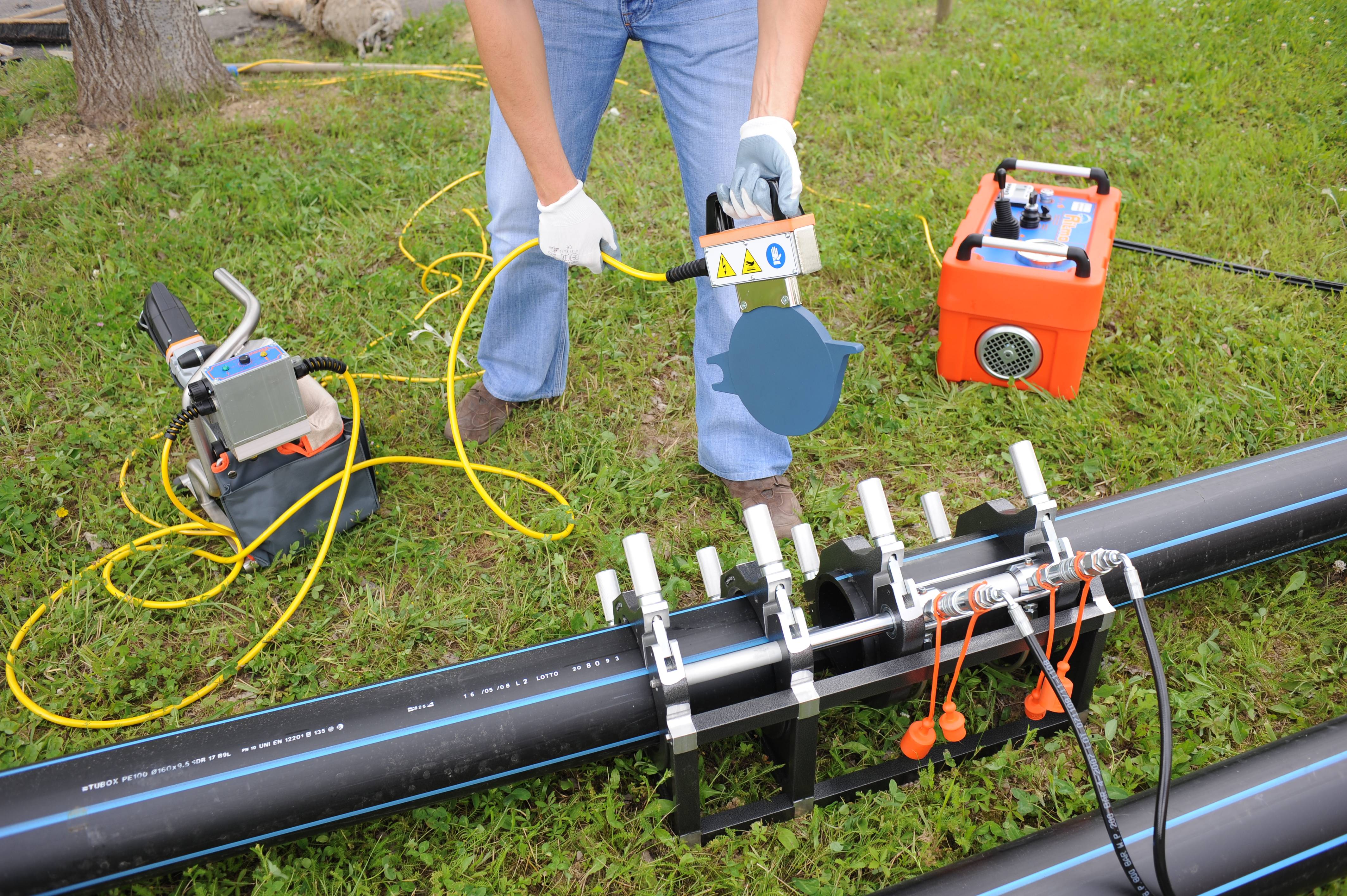
Stumsvetsmetod
Denna metod låter dig ansluta polyetenrör med en svets med hjälp av specialutrustning för stumsvetsning. Svetsen (eller "skarven") är lika i draghållfasthet som själva polyetenröret. Genom att svetsa med ett uppvärmt verktyg ansluts PE-rör med diametrar från 50 mm till 1600 mm. Tekniska standardsvetslägen är designade för drift vid lufttemperaturer från -10°C till +30°C.Om lufttemperaturen på gatan går utöver standardtemperaturintervallen, måste svetsning av polyetenrör utföras i ett skydd för att uppfylla tekniska parametrar. Stumsvetsning av tryck-HDPE-rör är uppdelad i två huvudsteg: förberedande arbete och själva svetsningen. Det förberedande skedet inkluderar:
- kontroll av prestanda och förberedelser för drift av svetsutrustning,
- förberedelse av en plats för placering av svetsutrustning,
- val av nödvändiga parametrar för svetsning,
- fixering av PE-rör och centrering i svetsmaskinens klämmor,
- mekanisk bearbetning av ändarna på de svetsade ytorna på rör eller delar.
Vid förberedelse av utrustningen väljs liners och klämmor som motsvarar diametern på röret som ska svetsas. Värmarens arbetsytor och verktyget för bearbetning av PE-rör måste rengöras från smuts och damm. Utrustningens funktionsduglighet kontrolleras under en visuell inspektion av svetsmaskinens enheter och komponenter, såväl som under kontrollinkluderingen. Vid svetsmaskinen kontrolleras den smidiga driften av den rörliga klämman på centralisatorn och funktionen av facern. Placering av svetsutrustning utförs på en förberedd och rensad plats eller rörledningsväg efter att PE-rör har lagrats på den. Vid behov skyddas svetsplatsen med markiser för att skydda den mot nederbörd, sand och damm. I vått väder rekommenderas det att installera svetsutrustning på träsköldar. Och det rekommenderas att stänga den fria änden av polyetenröret med inventeringspluggar för att förhindra drag inuti röret under svetsning.
Monteringen av svetsade HDPE-tryckrör och delar, inklusive installation, centrering och fixering av ändarna som ska svetsas, utförs i klämmorna på svetsmaskinens centraliserare. Svetsmaskinens klämmor för PE-rör är åtdragna för att förhindra att rören glider och i möjligaste mån eliminera ovalitet i ändarna. Vid stumsvetsning av PE-rör med stor diameter, eftersom de har en tillräckligt stor egenvikt, placeras stöd under de fria ändarna för att rikta in röret och förhindra att den svetsade änden av röret rör sig. Sekvensen av svetsprocessen:
- mät först kraften som krävs för att flytta den rörliga klämman med ett fast rör,
- en värmare är installerad mellan ändarna på rören, uppvärmd till önskad temperatur,
- utför återflödesprocessen genom att trycka ändarna av PE-rören till värmaren, skapa det nödvändiga trycket,
- ändarna kläms ihop under en tid (enligt svetstekniken för detta polyetenrör) tills utseendet av en primär grader med en höjd av 0,5 till 2,0 mm,
- efter uppkomsten av den primära graden, reduceras trycket och bibehålls under den tid som krävs för att värma upp ändarna på rören,
- efter slutet av uppvärmningsprocessen dras den rörliga klämman på centralisatorn tillbaka 5-6 cm och värmaren tas bort från svetszonen,
- efter att du tagit bort värmaren, bringa ändarna av polyetenrören i kontakt, skapa det tryck som krävs för nederbörd,
- nederbördstrycket bibehålls under den tid som krävs för att fogen ska svalna, och sedan utförs en visuell inspektion av den resulterande svetsen när det gäller storleken och konfigurationen av den yttre graderna,
- markera sedan den resulterande svetsen.
Apparattyper
Enligt principen om att ansluta delar är svetsenheter indelade i 2 typer:
- för elektrofusionsanslutning;
- för hylsa och rumpa.
Enligt funktionsprincipen är alla typer av utrustning uppdelade i manuell och mekanisk. All svetsutrustning, oavsett typ, har 4 huvudenheter: en generator, en temperaturregulator, en kraftmodul och en teknisk enhet där delar är anslutna. Den senare har en annan struktur (beroende på typ av svetsning).
Manuell
Manuella små svetsmaskiner har formen av en platta med spetsar för att fixera ändarna på HDPE-delar. För att ansluta de förberedda ytorna krävs mänsklig ansträngning, så rördiametern bör inte överstiga 125 mm. En handhållen enhet är vald för hemmabruk, den är lättast att bemästra, den har ett lågt pris.
Mekanisk
Dessa enheter är designade för proffs. De inkluderar följande:
- centraliserare med spetsar för att klämma fast delar;
- ändskärare med vässade knivar för rörbearbetning;
- värmeelement (svetsspegel);
- kompressionsanordning.
Kompressionen av de anslutna rören tillhandahålls av mekanikern, så deras diameter är obegränsad. Svetsning med en mekaniskt driven anordning är en mer avancerad metod: det underlättar operatörens arbete och gör fogen mer tillförlitlig.
hydraulisk
I hydraulisk utrustning utförs komprimeringen av produkter av en hydraulisk drivning. Sådana enheter är designade för stumsvetsning och det finns 3 typer:
- Manuell. Alla operationer utförs manuellt. Används för svetsning av rörledningar med ett genomsnittligt och lågt tryck.
- Halvautomatisk. Manuellt arbete innebär endast att lägga rör. Anslutningen sker automatiskt.
- Automatisk.Rörelserna för alla enheter i enheten från början till slutet av processen styrs av en dator, operatören anger bara de nödvändiga parametrarna.
Moderna maskiner arbetar med hög noggrannhet. De kan läsa den nödvändiga informationen från streckkoden tryckt på HDPE eller på de elektriska kopplingarna, i slutet av processen utfärdar de ett rapporteringsprotokoll, indikerar fel.
Elektrofusionsutrustning
 Tekniken för elektrofusionssvetsning är som följer. I produktionsskedet läggs ett värmeelement in i varje koppling från innerytan med två ledningar till dess yttre yta.
Tekniken för elektrofusionssvetsning är som följer. I produktionsskedet läggs ett värmeelement in i varje koppling från innerytan med två ledningar till dess yttre yta.
Rören som ska anslutas förs in i kopplingen. Med en speciell kabel ansluts utgångarna på kopplingen och svetsmaskinen. Därefter värms elementet inuti kopplingen.










På grund av detta smälter sektionen av polypropenröret och kopplingen i värmeelementets område. När enheten är avstängd sker den omvända polymeriseringen av de anslutna delarna av produkten. Resultatet är en monolitisk koppling.
kan arbeta med produkter av nästan vilken diameter som helst. De kan svetsa polypropenrör, såväl som lågtryckspolyeten (HDPE) produkter.
Huvudelementet är en mikroprocessor enhet med reglerad strömförsörjning. Den sparar svetsprotokollet för övervakning av driften och genererar den nödvändiga strömmen för att erhålla den erforderliga uppvärmningstemperaturen.
Vid en given tidpunkt, beroende på produktens diameter och andra förhållanden, stänger den av enheten. Enheten kan arbeta utomhus i temperaturområdet -20...+60 °C.
Till exempel, Rothenberger ROWELD ROFUSE PRINT-apparaten, med sin låga vikt och dimensioner (en liten låda som väger ca 20 kg), låter dig ansluta HDPE- och polypropenrör med en diameter på upp till 1200 mm.
Data om dem kan matas in manuellt eller läsas från en streckkod som installerats på röret av tillverkaren. Enheten är lätt att använda och kommer med detaljerade instruktioner.
Hur väljer man rätt enhet?
Apparater för att svetsa plast fungerar som en lödkolv och är konventionellt indelade i 2 typer - manuell och mekanisk.
Manuell apparat
Representerar en värmeplatta med spetsar för ändarna på rör och handtaget. Enligt funktionsprincipen liknar det ett strykjärn och ett elektriskt lödkolv.

Kräver mänsklig ansträngning för att komprimera produkterna som ska sammanfogas. Lämplig för PE-rör med en diameter på högst 12,5 cm. Följaktligen är det inte lämpligt för stora volymer arbete, och det är värt att välja det för hemmabruk.
Mekanisk
Den mekaniska lödapparaten är en stödram med skivor för fixering av rör och ett instrumentblock. Värmeelementet med värmeelement inuti värmer ändarna på de anslutna rören, och mekaniken ger en stark komprimering av dessa platser.
Den används för svetsning av produkter som utsätts för hög driftsbelastning. Diametern på produkterna är obegränsad.
Proffs bör välja detta alternativ.
Användbara tips för att göra rätt val:
Var uppmärksam på paketet
Enheten med nyckel för munstycken är lämplig för arbete med en, max två diametrar. Om arbetsomfattningen är större, välj utrustning med munstycken med olika diametrar;
Enhetseffekt
Proffsen har en hemlighet.Utrustningens minsta effekt beräknas med en enkel formel - den största rördiametern som du måste arbeta med multipliceras med 10.







Till exempel, om du ska laga rör med en diameter på 50 mm hemma, då är enhetens minsta effekt = 50 × 10 = 500W;
Vilken tillverkare ska man välja?
Det högsta betyget är för produkter från tjeckiska företag (till exempel TM "Daitron"). Men priset på produkter - biter. Därför - som ett alternativ - turkiska tillverkare. Det finns bra modeller för inhemsk produktion.
Slutsatser och användbar video om ämnet
Jämförelse och användbara tips för att välja svetsmaskiner:
Den här videon demonstrerar steg-för-steg-processen för att montera en svetsare för pp-rör med dina egna händer:
Att välja en lämplig svetsmaskin för polyetenrör är inte så svårt. Det är bättre att föredra produkter från välkända tillverkare i en acceptabel priskategori. Med strikt efterlevnad av svetsteknik kan en pålitlig anslutning erhållas.
Berätta för oss om hur du valde en svetsmaskin för att montera en polymerrörledning hemma eller i landet. Dela skälen bakom ditt val. Vänligen lämna i blocket nedan, lägg upp ett foto om ämnet för artikeln, ställ frågor.



