- Hur man gör en snigelrörbockare?
- Nödvändiga material och verktyg
- Monteringsprocessen för snigelrörbockaren
- Typer av rullformningsmaskiner och deras anordningar
- Drivtyp
- Enligt sättet att böja
- Beroende på placeringen av den rörliga axeln
- Med nyprulle
- Du må gilla
- VK kommenterar:
- Typer av maskiner
- Hur är en rörbockare anordnad?
- Hydraulisk rörbockare
- Varför är det värt det
- Grundläggande strukturella element
- Rörelsetillverkningsprocess
- Tillverkningsnyanser
- Anmärkning till hantverkare
Hur man gör en snigelrörbockare?
Att själv tillverka en snigelrörbockare kan tyckas svårt. Faktum är att denna enhet inte är svårare att montera än en rullrörsbockare. Processen skiljer sig endast i de delar som används och monteringstid.
Snigelrörbockaren gör att du kan böja profilen längs hela längden på en gång, och inte bara på ett ställe. För denna fastighet blev han populär bland installatörer.
Nödvändiga material och verktyg
Eftersom den beskrivna rullrörsbockaren inte har en specifik arbetsdiameter och kan tillverkas av alla tillgängliga material, kommer de föreslagna materialen inte att innehålla specifika storlekar på delar. Tjockleken på alla metallkonstruktionselement bör vara 4, och helst 5 mm.
För tillverkning av en rörbockare kommer att behöva:
- Kanal - 1 meter.
- Plåt.
- Tre axlar.
- Två stjärnor.
- Metallkedja.
- Sex kullager.
- Metall 0,5-tumsrör för tillverkning av grindar - 2 meter.
- Hylsa med invändig gänga.
- Klämskruv.
Särskild uppmärksamhet ägnas åt dimensionerna på kedjehjul, axlar och lager, som måste matcha varandra. Asterisker kan tas från gamla cyklar, men de måste vara exakt lika stora
Stålplattor och profiler för tillverkning av en rörbockare bör inte vara med djup rost, eftersom de kommer att ha höga belastningar under drift
Innan du väljer och köper allt material måste du rita en ritning med en schematisk representation av alla strukturella element för att inte köpa in dem tillverkningsprocessen för rörbockare.
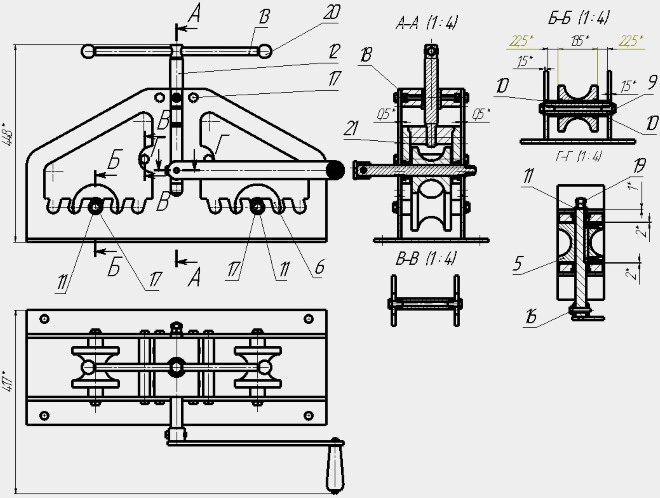
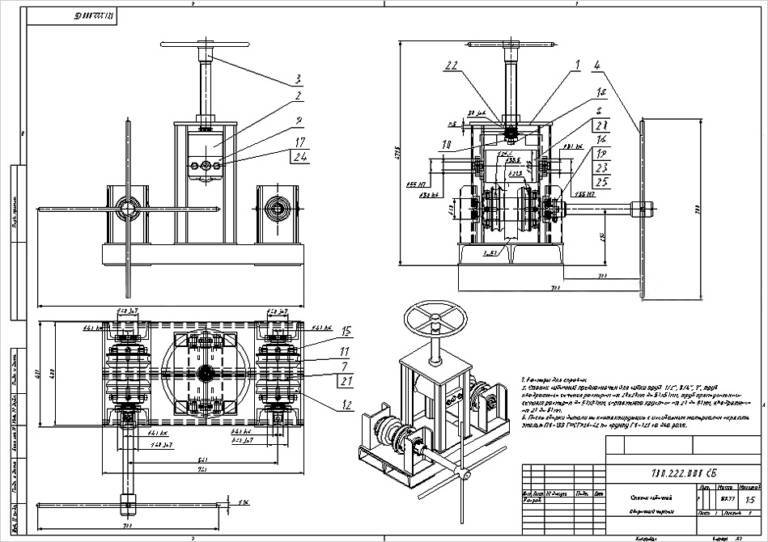
Monteringsprocessen för snigelrörbockaren
Monteringen av valfri utrustning börjar med att ett ritningsdiagram upprättas.
Efter det kan du fortsätta till huvudarbetsflödena, som visas i fotoinstruktionerna:
- Svetsa verktygets bas från två parallella kanaler. Om så önskas kan du bara använda en metallplatta 5 mm tjock eller en bred kanal.
- Sätt lager på axlarna och svetsa två sådana strukturer till basen. Det är önskvärt att begränsa axlarna med metallremsor eller placera dem i kanalernas inre hålighet.
- Sätt på kedjehjulen och svetsa dem, efter att ha sträckt ut kedjan mellan dem.
- Skär och svetsa fast klämmekanismens sidostyrningar vid basen.
- Sätt lager på tryckaxeln och montera pressstrukturen med sidostopp från lister eller kanaler.
- Gör en bas för bussningen och svetsa fast den på plattan. Skruva i klämskruven.
- Svetsa fast i klämskruvens överkant och till rörportens drivaxel.
- Smörj lagren med motorolja.
Några användbara tips:
Efter att ha monterat ihop rörbockaren och testat den kan man måla strukturen med rostskyddsfärg för att bättre bevara svetsarna. För att öka bekvämligheten med arbetet är en fjäder dessutom fäst vid styrningarna för att återföra pressen till det övre läget.
Typer av rullformningsmaskiner och deras anordningar
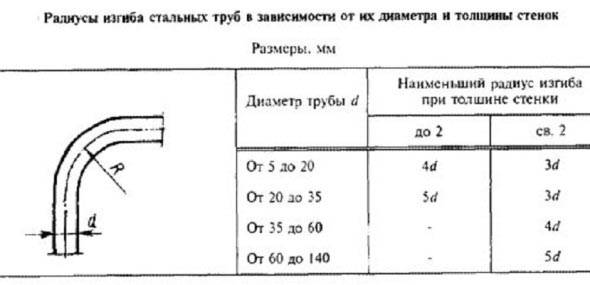
Profilrör har olika väggtjocklekar och diametrar, så olika rörbockare krävs. Mekanismer för bockning av professionella rör har strukturella skillnader från standardrörbockare för runda rör. När allt kommer omkring är profiler mycket motståndskraftiga mot böjning, och deras böjningsradie är vanligtvis större.
 Profilrörsbockningsmaskin
Profilrörsbockningsmaskin
Huvudtyperna av rörbockare för en profilprodukt:
- efter typ av enhet;
- genom böjningsmetoden;
- vid platsen för den rörliga rullen.
Drivtyp
Valet av en bockningsmaskin beror på böjningsvinkeln, såväl som materialet i det korrugerade röret och den erforderliga noggrannheten, som är:
- Hydraulisk - designad för att böja tre-tums element. De har en hög nivå av prestanda, noggrannhet och hastighet. Det finns manuella och automatiska typer. Detta är den mest kraftfulla profilbockaren som kan böja vilket rör som helst. Den innehåller - en kanal (breda och smala sektioner, tre av varje typ), ett öglelås, rullar - 3 st. (placerad på lagerenheter), transmissionshandtag med bussning, maskindomkraft.
- Elektrisk - rekommenderas för bockning av profilrör med stor diameter. De används oftare för huvudledningar. Enheten består av:
- ramar från kanaler;
- rullande axlar av metall - 2 st;
- tre växlar;
- metallkedja;
- reducering, elmotor med mekanisk drivning.
- Manuell - de fungerar på grund av den fysiska styrkan hos en person. Designad för profiler med liten diameter. Verktyget fungerar som en rullmaskin. Huvuddelarna är mestadels metall:
- bandrulle;
- rullar;
- chassielement;
- justeringsskruv;
- matningshandtag.
Enligt sättet att böja
En och samma del kan böjas på olika sätt med hjälp av rörbockare av olika typer:
- segmentell - deras popularitet är att delen kan dras igenom för att få flera vändande fragment;
- armborst - kärnan i arbetet är att sträcka metallen och böja den på ett ställe;
- fjäder - designad för plastprodukter.
Beroende på placeringen av den rörliga axeln
Den rörliga rullen kan placeras i mitten eller på sidorna (höger eller vänster):
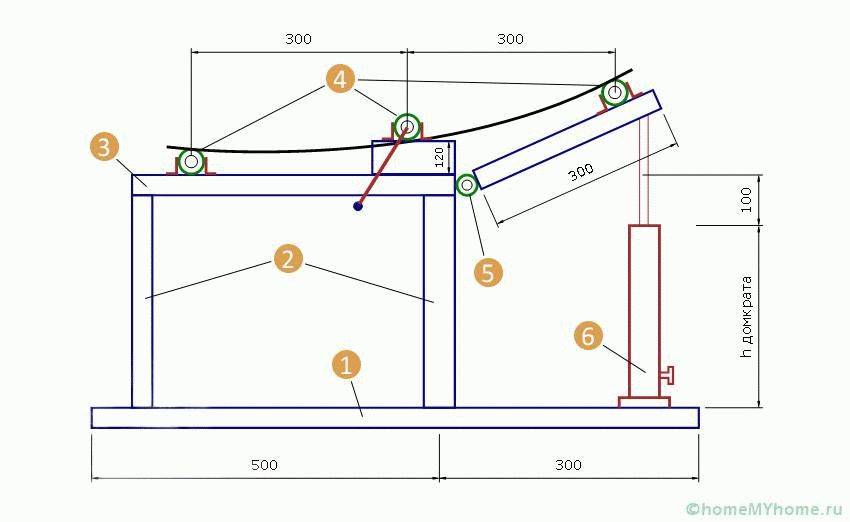
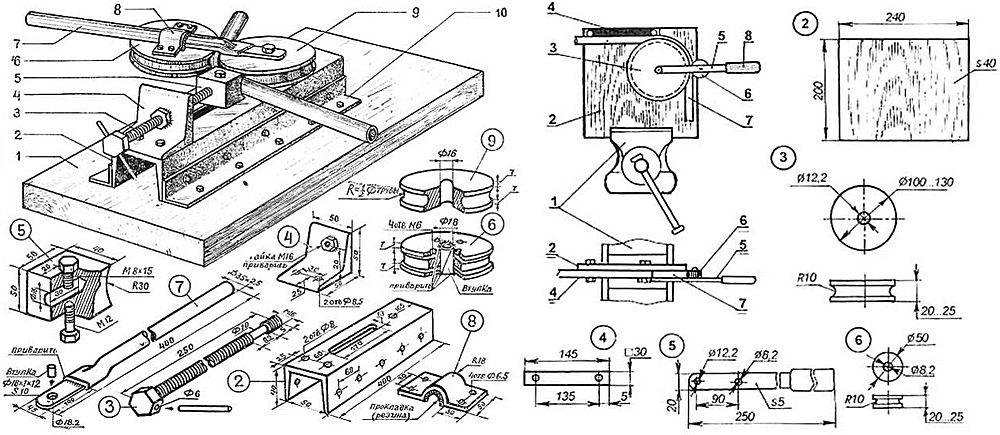
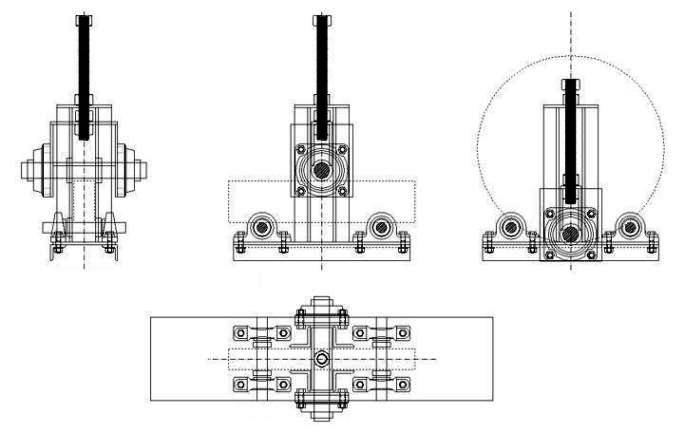
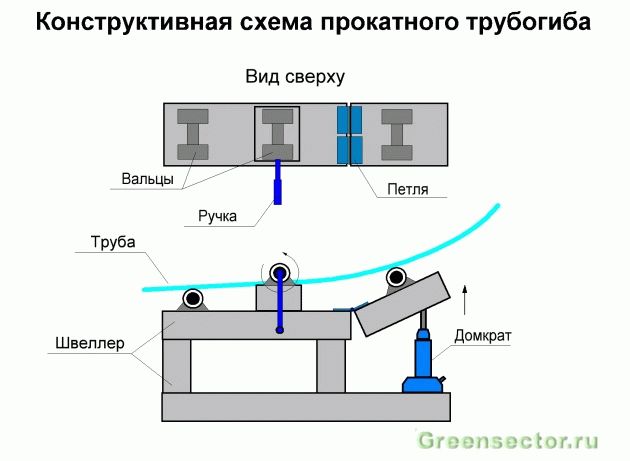
- En design där den rörliga rullen är i mitten och de yttre rullarna är fixerade vid dess kropp. De är något upphöjda över basen. Den mellersta rullen är installerad på en speciellt monterad U-formad piedestal, i mitten av vilken en stor klämskruv är fastsatt. Från underkanten svetsas en tryckrulle fast på skruven. Under rotationen av denna skruv sänks eller höjs profilen, vilket leder till dess böjning. Ett handtag ska svetsas fast på en fast rulle, med dess hjälp rör sig profilen runt maskinen. För att underlätta rullningsprocessen är de fasta axlarna förbundna med en kedja.
- Med ett rörligt skaft på kanten - det är placerat till höger eller vänster. Den roterar tillsammans med en del av basen, som är ansluten till sängen med metallöglor.Vinkeln på böjen påverkas av nivån på bordet, vars höjd ändras av domkraften. Designen roterar på grund av den centrala rullen, till vilken handtaget är svetsat. För att minska de applicerade krafterna kan enheten utrustas med en kedja.
Sammanfattningsvis, låt oss säga att den mest lämpliga typen av rörbockare, för att ge önskad böjning till ett profilrör, när du installerar ett växthus eller någon struktur i ett hus angränsande område, är med en manuell drivning. Trots allt är storleken på profilämnet och mängden arbete små.






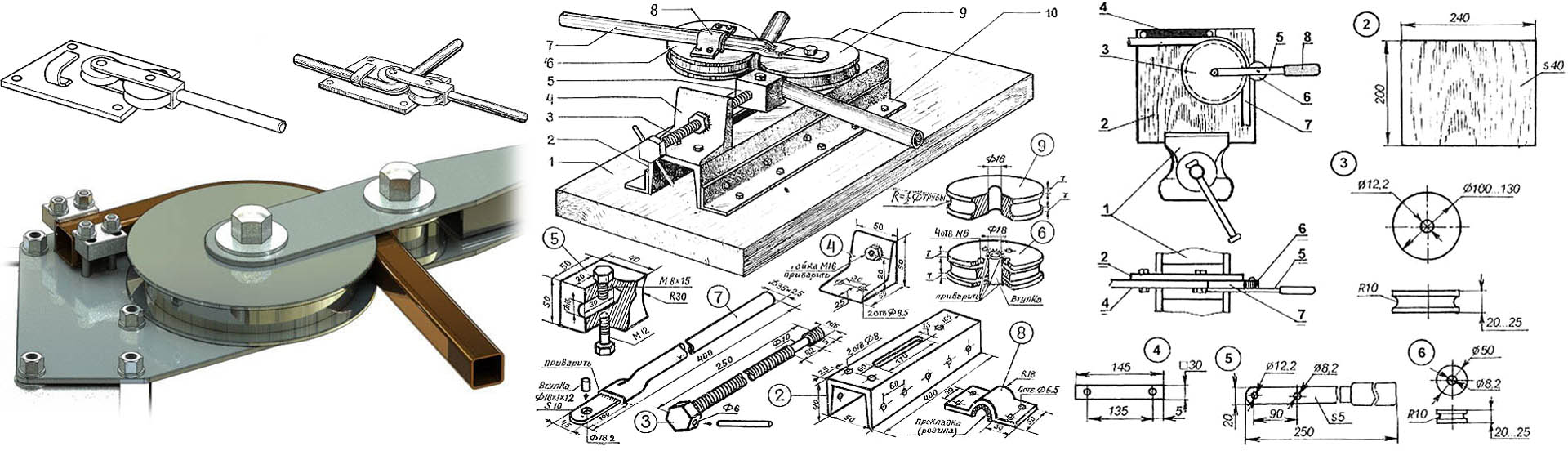
Med nyprulle
Denna typ av rörbockare kommer att vara mer strukturellt komplex, men du kan också arbeta med den med tjockare väggar.

Huvudelementen i en sådan rörbockare är rullarna mellan vilka böjning sker. Den första är fäst på skrivbordet och ett professionellt rör böjer sig runt det. Den andra är rörlig, den pressar röret mot den första, för böjning.
Rullarna för en sådan maskin är gjorda av metall eller trä. Metallrullar används för att böja stålrör. Trärullar används för att böja rör av koppar eller aluminium för att undvika deformation.
För självmontering av en sådan maskin behöver du:
- solid bas - trä eller plywood;
- två rullar - metall eller trä;
- U-formad hållare för rullar;
- pålitligt handtag.
Hållaren måste vara gjord av metall, eftersom den kommer att utsättas för stora belastningar. Rullarna är fästa i hållaren på båda sidor. Vidare är hela denna struktur fäst vid basen, genom mitten av den första rullen
Det är viktigt att se till att hållaren roterar runt den första rullen. Ett handtag är fäst på andra sidan av hållaren. Handtagets längd och tjocklek väljs utifrån vilka rör som ska böjas
Hon kan vara under stor press.
Handtagets längd och tjocklek väljs utifrån vilka rör som ska böjas. Hon kan vara överbelastad.
Du må gilla
VK kommenterar:
Namn *
Kommentar
Typer av maskiner
Enligt driftkraven finns det fasta (stationära) och manuella maskiner. Stationära strukturer används i större utsträckning i fabriker. En handgjord handhållen enhet är mer lämpad för att arbeta hemma.
Beroende på frekvensomriktaren finns det flera typer av rörbockningsanordningar:
- Hydraulisk (med en hydraulisk domkraft). De är stationära och manuella. Böjer rör upp till 3 tum i diameter. Sådana maskiner används i speciella industrier och kan utföra en imponerande mängd arbete.
- Mekanisk. Trycket genereras manuellt med hjälp av huvudskruven eller spaken.
- Elektrisk. Böjning uppstår på grund av elmotorn), lämplig för att böja alla rör - både med tunna och tjocka väggar. Tack vare elektroniken görs noggranna beräkningar av böjningsvinkeln. Sådana rör har inga deformationer.
- Elektrohydraulisk. Hydraulcylindern drivs av en elmotor.
Det är möjligt att böja röret på olika sätt.
I detta avseende är rörbockare indelade i:
- Segmentet. De är utrustade med en speciell anordning som samtidigt drar och böjer arbetsstycket i önskad vinkel runt segmentet.
- Armborstmaskin. Den är utrustad med en speciell mekanism som består av en böjningskomponent.

- Fjäderanordningar. Levereras med fjädrar. På sådana maskiner är det möjligt att bearbeta metall-plastdelar.
- Soddy.Den består av en styrning, som placeras inuti röret innan arbetet påbörjas. Ett sådant element med en dorn skyddar delen från deformation och tillplattning. Denna maskin används vid tillverkning av bilrör och för bockning av aluminiumrör.
- Luddfri. Böjning utförs genom att linda delen på en bockningsrulle.
Från längden på arbetsstycket som ska böjas används två typer av enheter:
- spakmaskiner;
- hyra enheter.
Enheter av spaktyp anses vara de vanligaste i användning. Det finns även gräs- och armborströrbockare i industriproduktion. Funktionsprincipen för sådana maskiner består av två styrrullar och en tryckmall (dorn). En sådan mekanism gör det möjligt att utföra kall bearbetning av runda metallrör i små områden. På grund av sina små dimensioner anses armborströrbockaren vara en vanligare enhet bland professionella installatörer av teknisk kommunikation. Enheten fick sitt namn på grund av att designen liknar ett armborst.


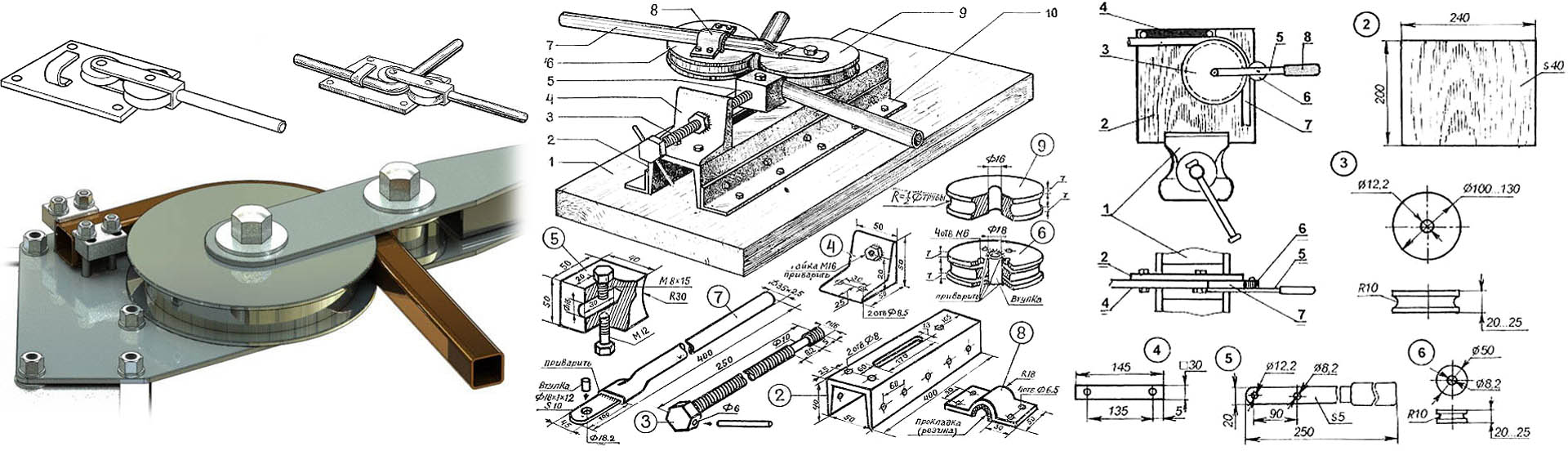



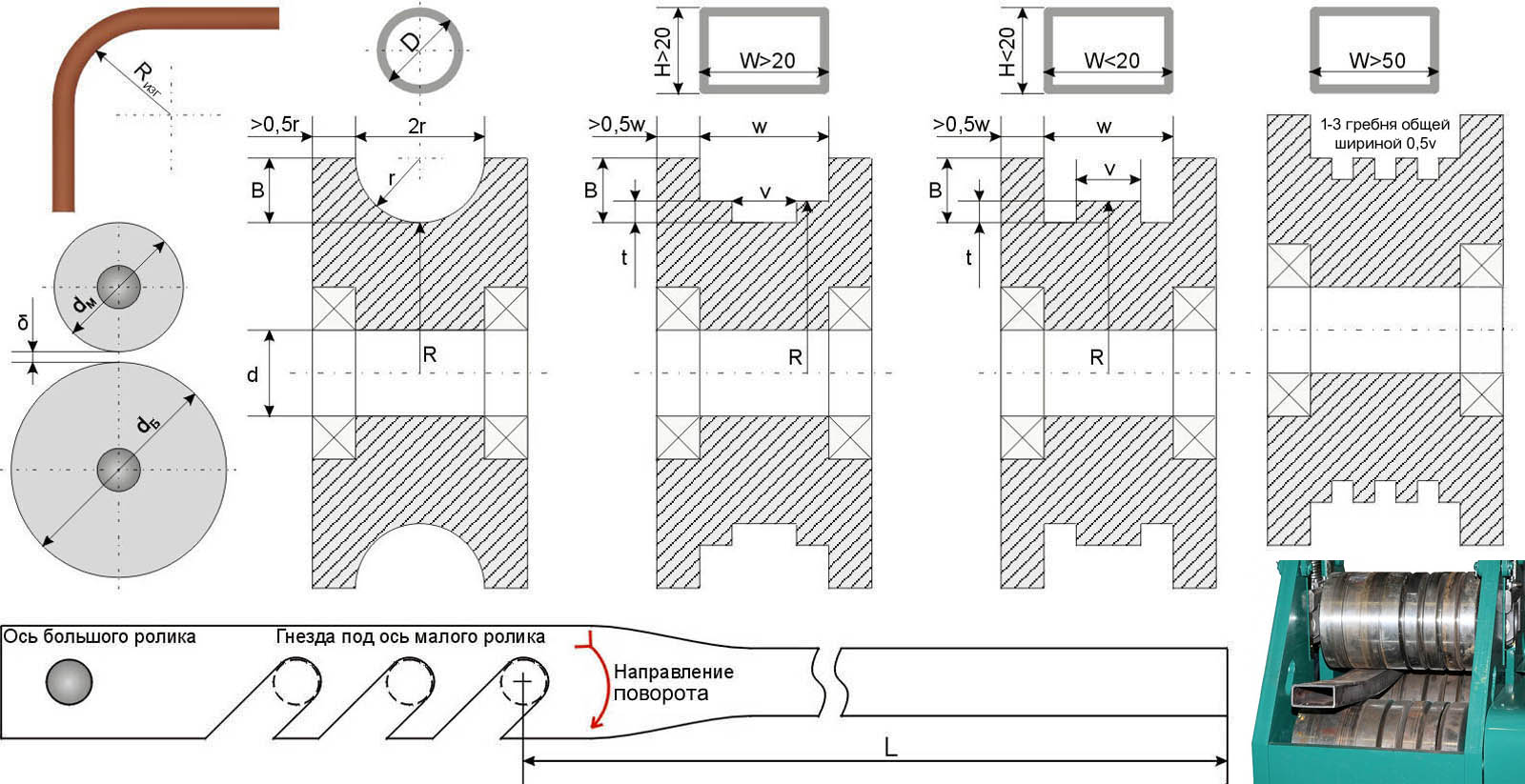
För tillverkning av ett betydande antal monotypdelar med en liten böjningsradie är det möjligt att använda en snigelrörbockare. Denna enhet består av två remskivor (hjul) med olika diametrar, fixerade på axlarna. Efter att ha fixerat ena änden av röret på hjulet, utövar rullen med den minsta diametern (huvudhjulet) tryck på arbetsstycket, samtidigt som rullen rullar över arbetsstyckets område. På grund av detta böjer röret sig längs ytan på den stora remskivan och får sin form. Den enda nackdelen med denna metod är omöjligheten att extrahera avrundningar med en större radie.
Gör-det-själv rullande (böjnings)maskiner anses vara praktiska och mångsidiga i arbete, där det är möjligt att justera deformationsvinkeln för ett metallrör. Det enklaste rullmaskinsystemet består av en bas och en drivaxel fixerad på den, placerad på ett visst avstånd från varandra. Trycket på röret utövas av en rörlig rulle, och dess dragning utförs på grund av rotationen av huvudaxlarna. När du skapar böjningar med små radier måste du göra 50-100 körningar. För att undvika deformation bör produkten rullas med samma hastighet. Montera rullmekanismen själv hemma blir det svårt, eftersom svarvnings- och svetsarbete kommer att krävas.


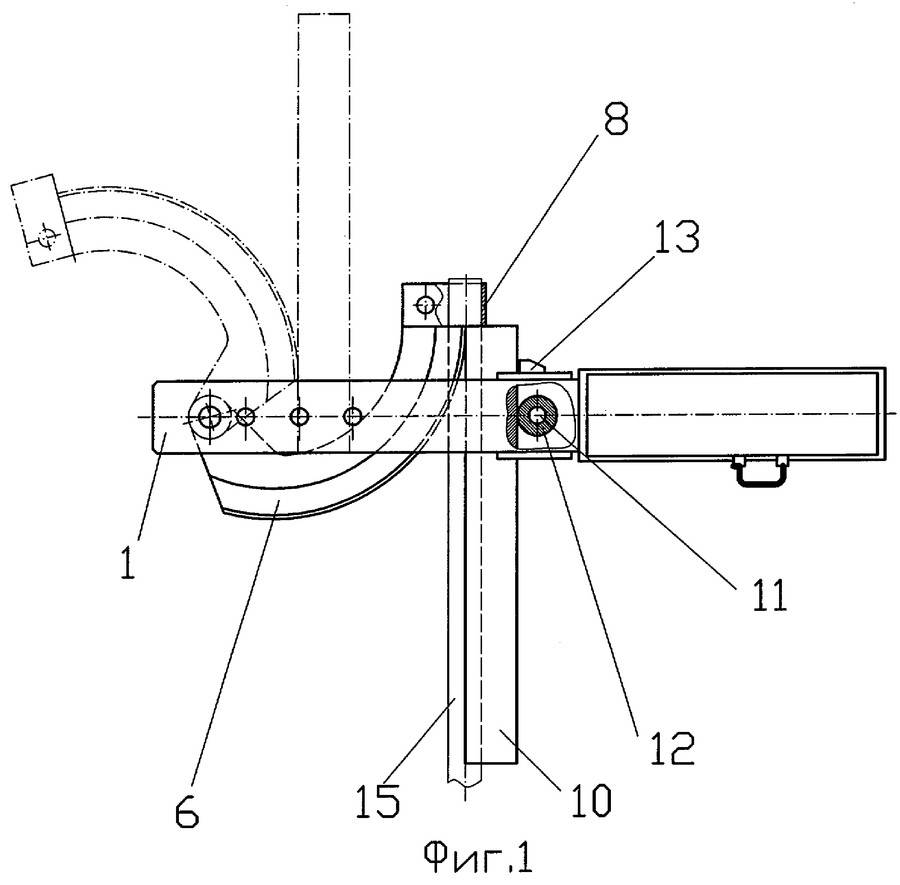
Hur är en rörbockare anordnad?
Den specifika utformningen av enheten beror först och främst på dess syfte, men utan att misslyckas inkluderar rörbockaren:
- ram;
- ett par rörstoppare;
- hydraulcylinder;
- remmar (övre/nedre).
Observera också att ramen kan vara antingen öppen eller stängd. När det gäller hydraulcylindern är det huvuddelen av enheten som utför kraftfunktionen.
Också i gör-det-själv-rörbockningskretsen finns en injektionsanordning, som är placerad på baksidan av höljet; på samma ställe sitter bypass-ventilskruven, handtaget. Men på toppen av cylindern finns en plugg genom vilken olja hälls inuti och dess nivå kontrolleras. Enhetsstången som är placerad i botten skruvas på gängan som är placerad framför huset och pressas sedan med en speciell fästmutter. Dessutom är stången fäst med ett lås och ett par skruvar.

För manuell förstärkning används en infällbar stång som går tillbaka tack vare en fjäder placerad i cylindern. Rörbockstängerna är gjorda som en svetsad struktur. På de tvärgående plattorna finns hål genom vilka stopp är installerade. I den nedre delen av kroppen finns även gängade hål för montering av bultar, justerbara i höjdled.
Med tanke på en gör-det-själv-rörbockare kan man inte undgå att notera det faktum att tunnväggiga profilrör har blivit allt mer populära de senaste åren, dessutom gör de det möjligt att skapa hållbara och attraktiva strukturer, samt spara på konstruktionen arbete. Det är av sådana rör som idag tillverkas växthus och olika bodar. Vad är skillnaden mellan ett profilrör och ett vanligt? Först och främst tvärsnittet, som i detta fall inte är runt, utan ovalt, rektangulärt eller kvadratiskt. Detta är precis vad som förklarar rörbockarens designegenskaper för denna typ av rör - rullarna måste ha samma tvärsnitt som de produkter som böjs, annars kan tvärsnittet av det senare deformeras.
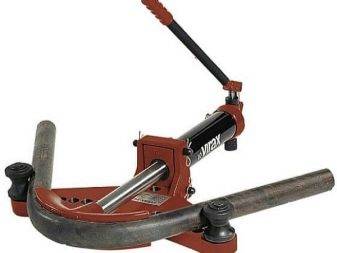
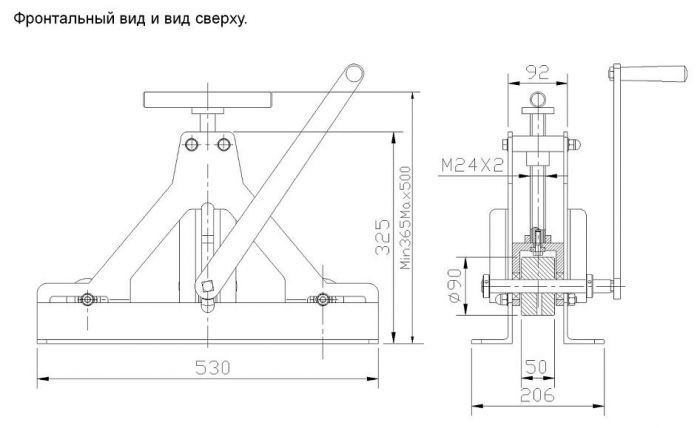
Hydraulisk rörbockare
När du gör en rörbockningsmaskin med dina egna händer bör du bestämma vilken typ av drivning som ska vara. I de flesta fall har hemmagjorda versioner en manuell drivning, eftersom den är enkel att tillverka och är billig. En sådan design kan dock inte fungera med arbetsstycken som är gjorda av hårdmetaller. Den hydrauliska rörbockaren låter dig arbeta med arbetsstycken med stor diameter och med en betydande väggtjocklek, men designen är ganska komplex i utförande och har många funktioner.







Manuell hydraulisk rörbockningsanordning
När du gör en maskin för ett runt rör med en hydraulisk drivning, bör följande punkter beaktas:
- Kraftöverföringen sker genom arbetsvätskan, som är olja eller vatten. Alla ledningar måste ha en hög grad av täthet, och även vara konstruerade för ett visst tryck.
- En kompressor kan användas för att skapa tryck.
- Trycket överförs till arbetskroppen genom en hydraulcylinder.
En rörbockare för metall-plaströr med hydraulisk drivning kan ha en helt annan design. Ett viktigt element i det här fallet är enheten, som gör att du kan automatisera böjningsprocessen och öka enhetens omfattning.
Varför är det värt det
Alla tre sätten att göra en enkel gör-det-själv-rörbockare är effektiva och tillgängliga för alla som har låssmedskunskaper, vet hur man arbetar med elektrisk svetsning och läser tekniska ritningar. I förhållandena för en liten låssmedsverkstad eller en metallbearbetningsverkstad är det desto lättare att bygga en hemmagjord rörbockare - om det finns specialister med olika profiler kan du göra ett verktyg på en dag.
Varför en hemmagjord rörbockare är relevant för industriföretag kommer alla att förstå när de ser priserna för fabrikstillverkade maskiner. Med självmontering av en rörbockningsmaskin, även om du måste köpa alla delar på marknaden eller i butik, kommer det att kosta flera gånger billigare än vid köp. Dessutom kan en gör-det-själv-rörbockare anpassas till dina behov så mycket som möjligt genom att göra ändringar i de grundläggande ritningarna, enligt specifikationerna för dess framtida användning.
Grundläggande strukturella element
Funktionsprincip
För tillverkning av en viss maskindesign bör du titta på flera diagram för att bestämma uppsättningen av delar. Faktum är att vid behov kan alla komponenter i noderna köpas för pengar, men du kan också använda materialet som finns på din gård och inte betala något för det. I de flesta fall stannar hemhantverkare vid frontkonstruktioner, och för detta bör du ha tillgängliga:
- tre metallrullar (rullar);
- Drivkedja;
- rotationsaxlar;
- drivmekanism;
- metallprofiler (kanaler) för ramen.
Ibland, i avsaknad av metallrullar, ersätts de med trä- eller polyuretanrullar, men ... En sådan rullmekanism kommer inte att motstå en lång belastning, det vill säga maskinen kommer att tjäna sitt syfte, men inte länge. Är det någon mening med att slösa bort din arbetskraft för en kortsiktig förmån om du, med ansträngning eller till och med betala en viss summa, kan hitta stålvältar?
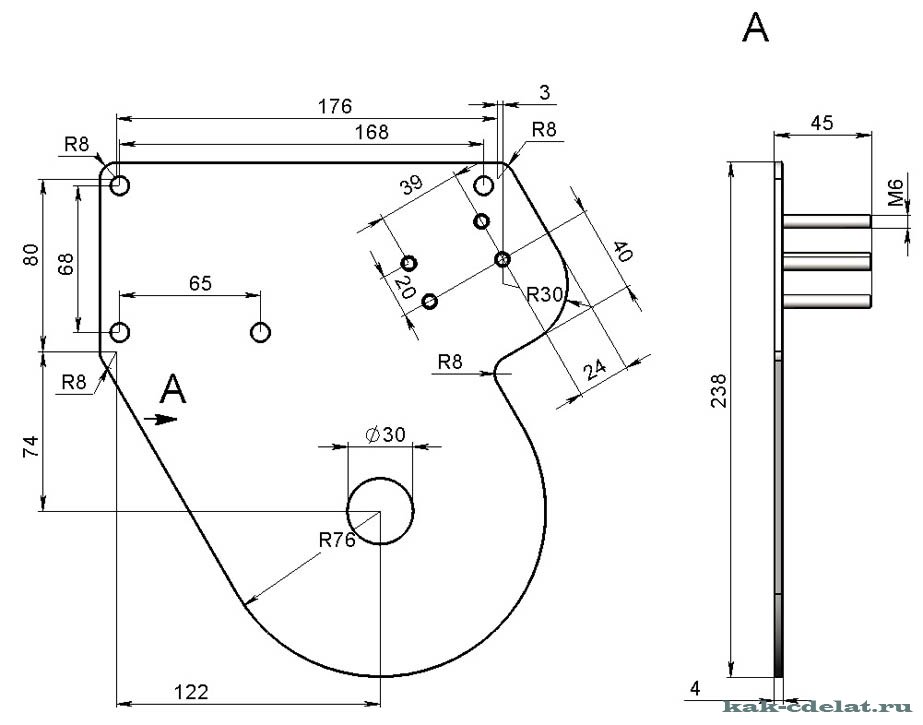
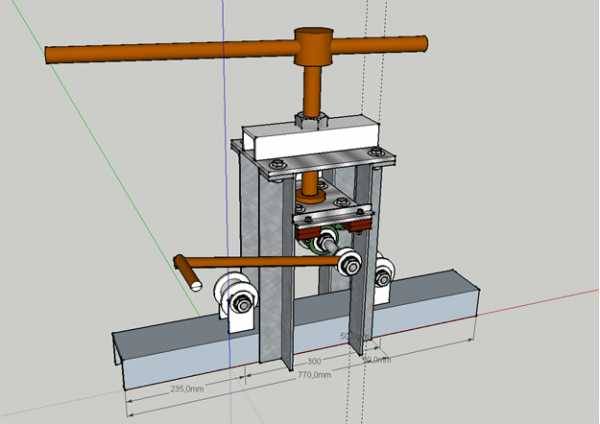
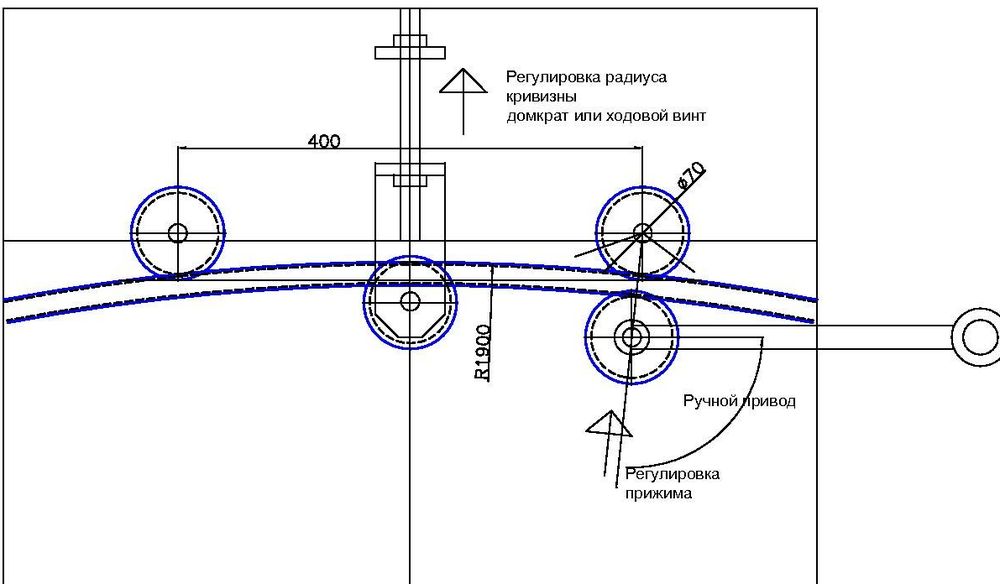
Schema av en enkel rörbockare med mått i mm
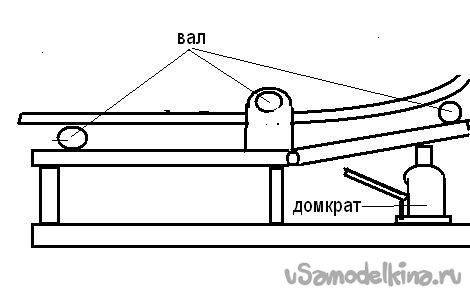
Som du förstår sker profildeformationsprocessen med hjälp av rullning, det vill säga röret rullas över rullar (rullar), vilket eliminerar brott och sprickbildning. För rullning (böjning) förs profilen in i rullningslinjen (mellan rullarna) och pressas uppifrån med en skruv eller domkraft till önskad böjradie. Sedan, när matningsratten vrids, rör sig röret och kröken löper längs hela dess längd. Det visar sig att detta är en manuell drivning, som sätts i rörelse av muskelstyrka, men hemma är en sådan mekanism väldigt bekväm.
Profilen spänns fast med en domkraft
För att montera en enkel gör-det-själv-rörbockare i fråga behöver du:
- domkraft (helst racktyp);
- metallprofiler med en hylla för en horisontell och vertikal ram;
- fjädrar av legerat stål (de kännetecknas av hög hållfasthet);
- tre stålaxlar med lager;
- kedja för drivning (kan vara från en cykel eller moped);
- växlar (ledande och drivna);
- tjocka beslag för axlar och drivhandtag.




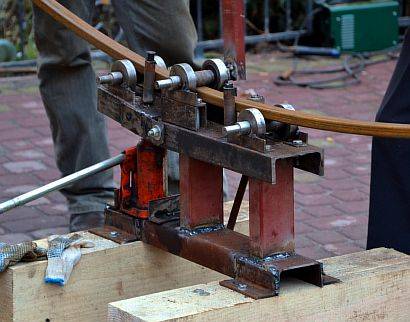
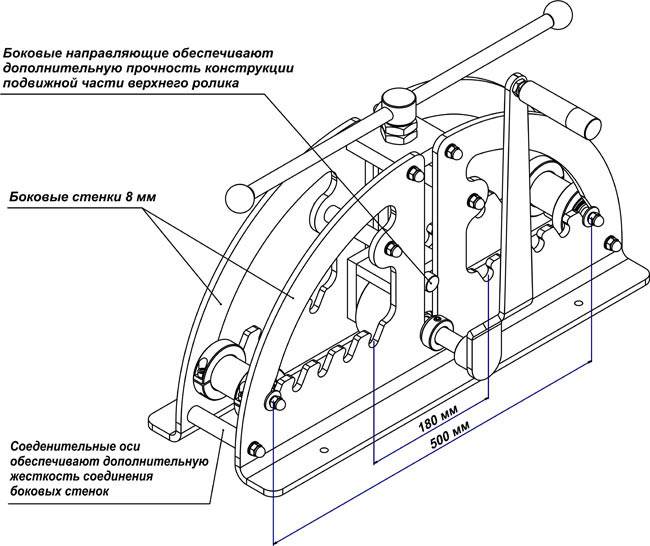
Video: rörböjningsprocess
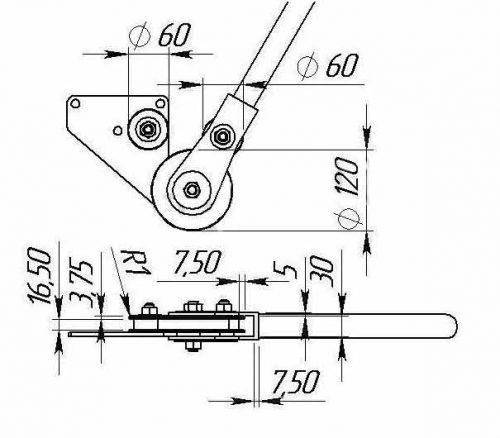
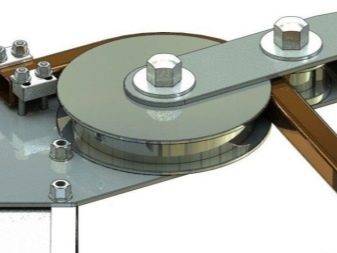
Som du kan se är det lättare att göra en profilbockare med dina egna händer enligt de tillgängliga ritningarna, och foto- och videomaterial hjälper bara till med detta. Profilbockaren som visas på bilden drivs av ett handtag som roterar en axel med ett drivhjul. Med hjälp av en kedja överförs rotation till axeln med det drivna kugghjulet, och den tredje axeln pressar profilen ovanifrån till den erforderliga böjningsvinkeln. Allt är väldigt enkelt.
Rörelsetillverkningsprocess
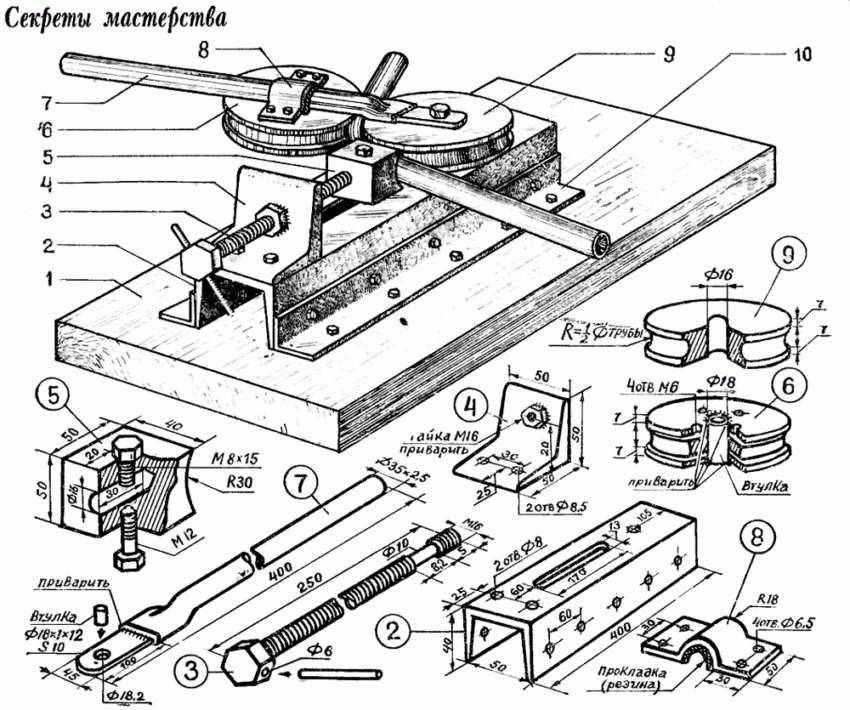
Böjningsanordningsritningar
Om du är intresserad av hur man gör en profilbockare, måste du utföra en rad åtgärder som säkerställer denna tillförlitlighet hos mekanismen, och detta:
- produktion av en kraftfull ram monterad genom svetsning och bultband;
- enligt villkoren i ritningen (tekniskt uppdrag), gör och installera rotationsaxeln för rullarna. Det finns tre av dem - två rullande och en klämmande;
- för rotation av de rullande rullarna är det nödvändigt att tillhandahålla en kedjeöverföring, det vill säga att svetsa (exakt) de drivande och drivna kugghjulen;
- svetsa ett handtag på drivhjulet för rotation.
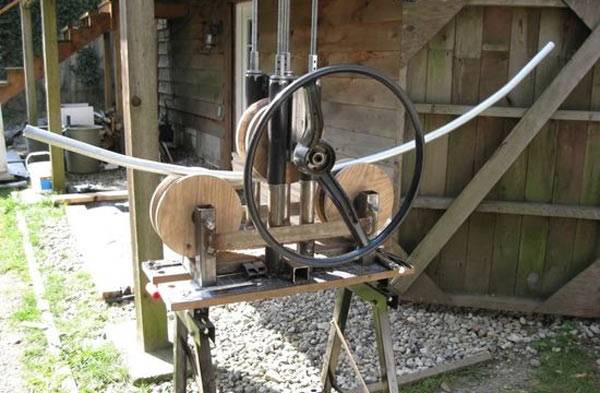
Tillverkningsnyanser
Färdig rörbockare
Om du har alla nödvändiga delar tillgängliga, är det inte svårt att göra en mekanism för profilböjning.Först och främst måste du ta hänsyn till att alla rullar måste rotera på lager - rotationsnoggrannheten säkerställer korrekt rullning, utan fel och kinks. De drivande och drivna växlarna måste vara korrekt centrerade - ett fel från mitten med minst 0,5 mm kommer att leda till felaktig deformation (böjen kommer att visa sig vara ojämn).
Tryckrullen måste också centreras - noggrannheten i böjningsvinkeln beror på detta. Bäst av allt, när dimensionerna på alla tre axlarna är desamma - den valsade produkten är tydligast. Noggrannheten i rullningen beror också på klämmans styvhet, så axeln måste vara väl fixerad.
Anmärkning till hantverkare
Användbar råd från mästarna är alltid populära och efterfrågade. Baserat på mästarens erfarenhet kan du undvika olika misstag när du utför det relevanta arbetet:
- I manuella enheter är det inte alls nödvändigt att tillgripa att installera en kedjetransmission, eftersom designen kommer att fungera när bara en axel rör sig.
- För att förhindra att röret glider av mallen, enligt vilken det är böjt, är det nödvändigt att använda lämpliga metallkrokar.
- Om du behöver få en rörböj med stor radie, används tre rullar.
- Vid konstruktion av en manuell maskin bör man vara försiktig i förväg för att kunna justera böjradien.
Videon visar en annan version av tillverkningen av en manuell rörbockare med två stjärnor. En användbar sak som inte kräver stort ekonomiskt och fysiskt avfall.
Om du har en rörbockare till ditt förfogande kan du till och med tjäna pengar på den. Med dess hjälp kan du faktiskt inte bara böja ett profilrör, utan också förstärkning och få de nödvändiga mönstren.Böjda beslag används för tillverkning av dekorativa element för ingångsportar, visir, markiser etc.



