- Funktioner och tekniska egenskaper för vatten- och gasrör
- Standarder och dimensioner för stålrör
- Parametrar för raksvetsning
- Bestämmelser för elsvetsade spiralsömsrör
- Krav på sömlösa varmformade produkter
- Standarder för kallformade sömlösa rör
- Funktioner och egenskaper hos vatten- och gasprodukter
- System av segjärnsrör
- Specifikationer
- Varför välja metall för värmesystem
- Typer av rör efter tillverkningsmetod
- Sömlösa varmformade stålrör GOST 8732
- Rör stål sömlösa kalldeformerade i enlighet med GOST 8734
- Elektriskt svetsade stålrör enligt GOST 10704
- För- och nackdelar med metallrör
- Vilka är GOSTs för stålrör
- Tillverkning av stålrör: grundläggande metoder
- Hur tillverkas elektriskt svetsade raksömsprodukter?
- Tillverkning av elektriska svetsade spiralsömstyper
- Tillverkning av varmformade sömlösa produkter
- Funktioner för produktion av kallformade rör
- Översikt över produkter från ledande tillverkare
- Tillverkare #1 - HOBAS varumärke
- Tillverkare # 2 - Glass Composite Company
- Tillverkare #3 - varumärke Amiantit
- Tillverkare #4 - Poliek företag
- Rektangulärt rör
Funktioner och tekniska egenskaper för vatten- och gasrör
VGP-rör är produkter som har en svetsad söm.Deras produktion är mycket billigare än produktionen av solidvalsade rör. Styva standarder gör det möjligt att tillverka svetsade rör som inte är sämre i styrka än solidvalsade rör. För skydd appliceras en zinkbeläggning både inuti röret och på dess utsida.

Galvaniserade VGP-rörledningar kännetecknas av:
- motstånd mot korrosion;
- lång problemfri drift;
- mångsidig användning;
- relativt lågt pris.
Elsvetsade rör skiljer mellan svarta (utan rostskyddsbeläggning) VGP-rör och galvaniserade rör. De officiella kraven för dessa material anges i GOST 3262-75. Runda VGP-rör från tillverkning tillverkas släta, med en gänga eller en koppling. Gängan skiljer sig i placering (extern eller intern) och i appliceringsmetoden (räfflad, skuren).
Rullgängan får inte minska rörets innerdiameter med mer än 10 %. Det finns inga strikta krav på trådens storlek - den kan vara antingen lång eller kort.
Gemensamt för formade och svetsade runda stålrör är deras användning i urban infrastruktur som inte är relaterad till transportkommunikation. Detta är designen av skyltar, förbättringen av urbana gatuutrymmen, angränsande territorier, byggandet av lekplatser. "Icke-kärna" användning av galvaniserade rör når en betydande skala.
Vi rekommenderar att du läser: Vilken uppvärmning är bättre och hur man installerar den i ett privat hus
En betydande egenskap hos VGP av rörmaterial är väggtjockleken. De längsta livslängderna är tjockväggiga galvaniserade rör.
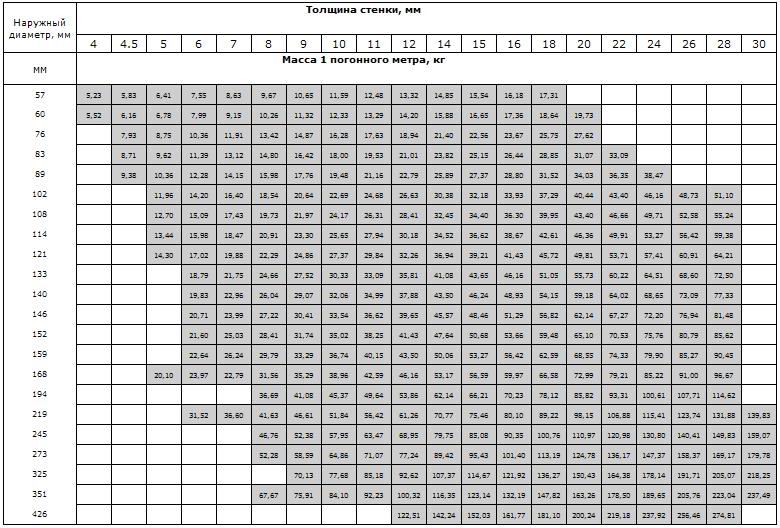
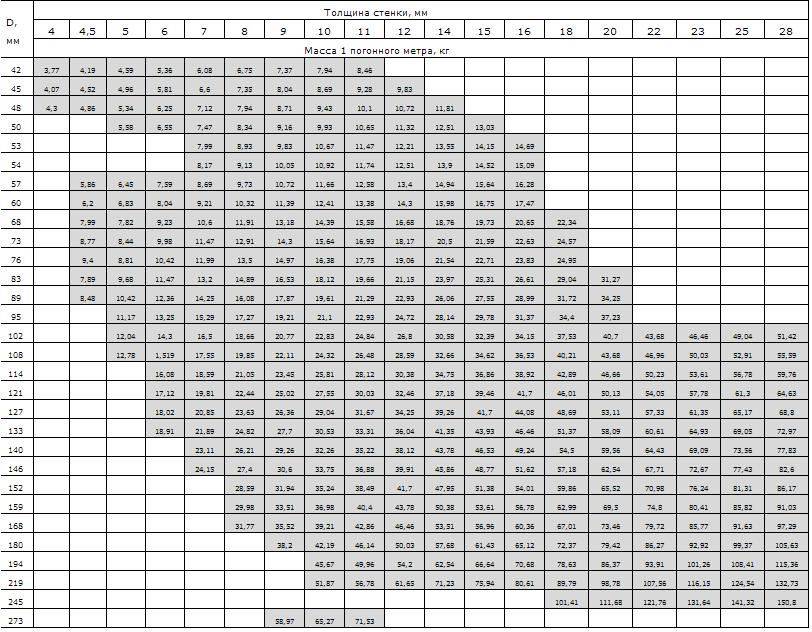
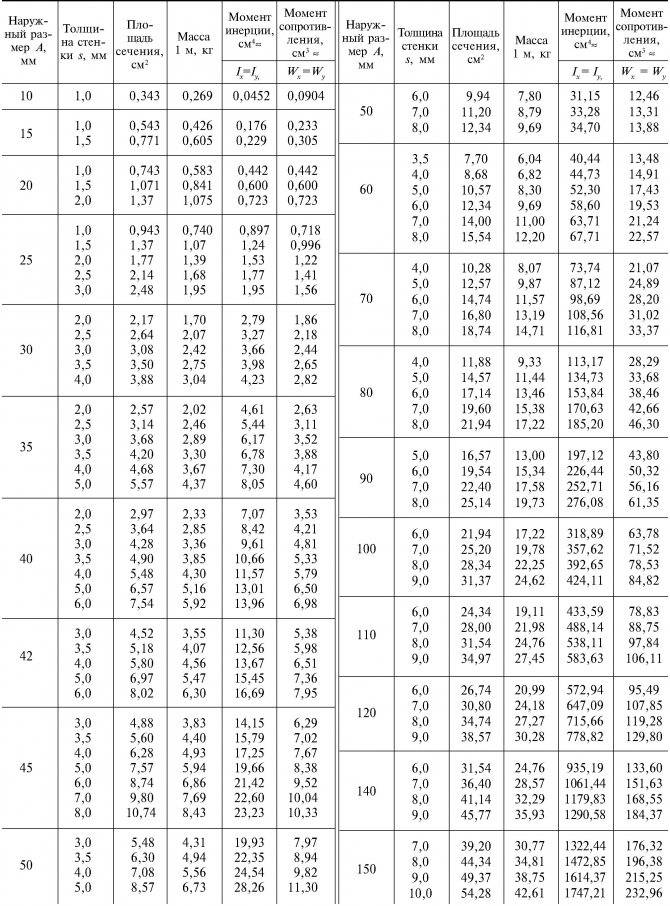
Man bör komma ihåg att tjockleken på rörväggen påverkar dess diameter och vikt. Yttermåttet på VGP-röret i galvaniserat stål förblir oförändrat, oavsett väggtjocklek.Således kommer den bästa genomströmningen, ceteris paribus, att demonstreras av ett tunnväggigt rör. Rör tillverkas enligt de mått och vikt som anges i tabellen, måtten anges i mm.
Med arbetstryck omvänt förhållande. Ett tunnväggigt rör tål upp till 25 atm., Tjockväggigt - upp till 35 atm.
Rör med en genomsnittlig väggtjocklek kallas vanliga. Köp av rörprodukter av denna typ sker efter vikt, det vill säga att konsumenten inte betalar per linjär meter, utan priset är bundet till produktens vikt.
Standarder och dimensioner för stålrör
För rör tillverkade av valsat stål finns särskilda standarder och GOSTs. Dessa parametrar beskriver metoden för tillverkning av produkten, dess grundläggande dimensioner, tvärsnitt och väggtjocklek. Med fokus på denna information bestäms användningsområdet för en viss del.
Parametrar för raksvetsning
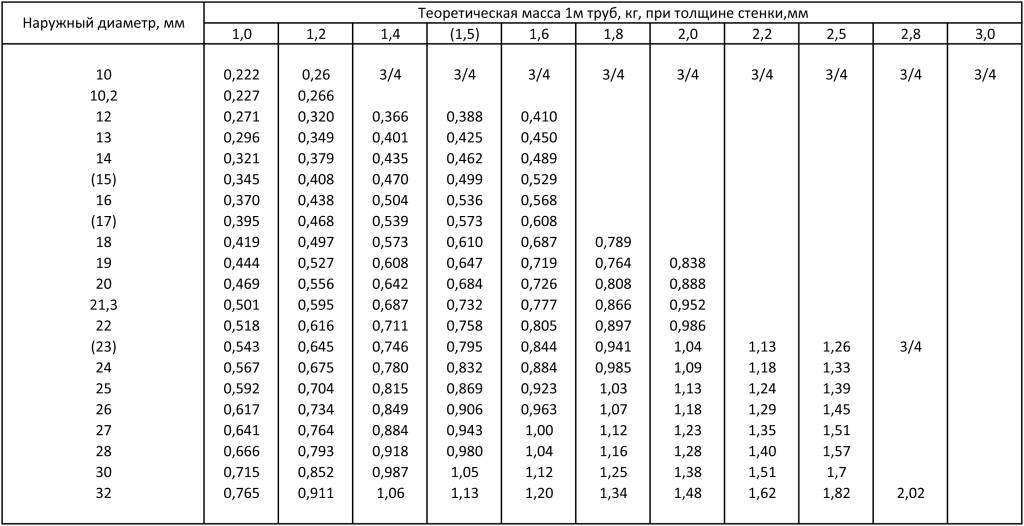
Produktionen av elektriskt svetsade rör med rak söm regleras av GOST 10704-91. Enligt honom är produktens ytterdiameter 10-1420 millimeter, och väggtjockleken varierar från 1 till 32 millimeter.
Armering, som inte överstiger 426 millimeter i diameter, har en uppmätt och omättad längd. I speciella fall är rör gjorda med en starkare, förstärkt söm, men för dem finns det en separat speciell standard - GOST 10706.

Elsvetsade stålrör med rak söm är ett mångsidigt material med ett brett användningsområde. Anständig kvalitet och lågt pris gör användningen relevant både i storskaliga anläggningar och i vardagen.
Rör av denna typ används oftast för att lägga tekniska kommunikationssystem med måttligt tryck och skapa praktiska, bekväma och lätta metallstrukturer för olika ändamål.
Bestämmelser för elsvetsade spiralsömsrör
Produktionen av elektriskt svetsade rör med en spiralsöm utförs i enlighet med GOST 8696-74. Den yttre diametern på sådana produkter är 159-2520 millimeter, väggtjockleken varierar från 3,5 till 25 millimeter och längden är 10-12 meter.

Elektriskt svetsade rör med en spiralsöm är dyrare än sina längsgående motsvarigheter. Kostnaderna är dock väl motiverade, särskilt om systemet kräver en felfri exakt, perfekt anslutning.
Rör gjorda på detta sätt är mer hållbara och har förmågan att stå emot högt tryck. Standarden gör att de kan användas både för hushålls- och industriändamål, för att skapa pålitliga, förseglade och driftstabila kommunikationssystem.
Krav på sömlösa varmformade produkter
Standarder för sömlösa varmformade rör beskrivs i GOST 8732-78. Tjockleken på deras väggar är 2,5-75 millimeter, och diametern varierar från 20 till 550 millimeter. I längd, både uppmätt och omätt, sträcker sig storleken från 4 till 12,5 meter.





Sömlösa rör gjorda av varm deformation används praktiskt taget inte i vardagen. Oftast används de för industriella system med ökade krav på tillförlitlighet och täthet.
Rör av denna typ används för att transportera mycket giftiga ämnen för kemisk industri. Frånvaron av en söm garanterar omöjligheten av läckage och inträngning av skadliga ämnen i marken eller atmosfären.
Förmågan att enkelt stå emot konstant högt tryck gör sömlösa rör relevanta för olje- och gasindustrin.
Standarder för kallformade sömlösa rör
Kallvalsade stålrör tillverkas i enlighet med GOST 8734-75. Ytterdiametern på armeringen varierar från 5 till 250 millimeter, och väggtjockleken är 0,3-24 millimeter. Produkterna tillverkas i slumpmässiga längder från 1,5 till 11,5 meter och uppmätta längder från 4,5 till 9 meter.

Tjockväggiga sömlösa kallvalsade stålrör används på samma sätt som varmbearbetade rör. Och tunna väggar används oftast där en kombination av oklanderlig styrka och låg vikt behövs (flygindustrin, varvsindustrin, etc.)
Sömlösa stålrör tillverkade genom kallformning visar hög hållfasthet, driftsstabilitet och tillförlitlighet under hela användningsperioden.
Funktioner och egenskaper hos vatten- och gasprodukter
Gas- och vattenrör produceras enligt bestämmelserna i GOST 3262-75. I en separat standard särskiljs denna typ av valsad metall endast på grund av en snävare omfattning.
Produktens ytterdiameter är 10,2-165 millimeter, och väggtjockleken varierar från 1,8-5,5 millimeter. Storleksintervallet för slumpmässiga och uppmätta längder är detsamma - från 4 till 12 meter.

Vatten- och gasrör används huvudsakligen för deras avsedda ändamål: för organisation av vattenförsörjning och gaskommunikationssystem. Ibland används de för att skapa lätta strukturer eller används i möbelindustrin för att göra snygga inredningsartiklar.
Standarden tillhandahåller produktion av inte bara konventionella utan även galvaniserade vatten- och gasrör.
System av segjärnsrör
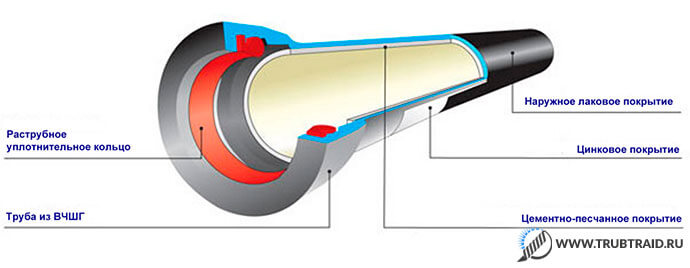 Visuell ritning av höghållfasta gjutjärnsrör med en sfärisk karaff
Visuell ritning av höghållfasta gjutjärnsrör med en sfärisk karaff
Som det blir tydligt består designen av några externa och interna element:
- Tätningsring: detta skyddande lager behövs för att förbättra strukturens styrka. Den fungerar också som en säkring om röret går sönder eller deformeras.
- Zinkbeläggning: nödvändigt för att avsevärt minska effekten av korrosion på strukturens yttre yta.
- Cement-sandbeläggning: fungerar som en slags jordning mot effekten av elektricitet på rörets yta. I händelse av en olycka med elektrisk ström är det detta skyddande lager som kommer att ta det mesta av slaget.
- VChShG: faktiskt det huvudsakliga materialet som strukturen är gjord av.
- Det sista lagret: det innehåller minst föroreningar och legeringar, eftersom det har minst belastning.
Detta schema presenterar fysiska och matematiska kvantiteter, på grundval av vilka beräkningar utförs och dimensionerna på strukturer ställs in.
Beskrivning:
- Bell, D: en fysisk storhet som kännetecknar den grundläggande parametern i början av produktionen - nollcykeln. Det är grunden för konstruktionen av rörkonstruktioner.
- Nominell passage, DN: nominellt värde som kännetecknar transportämnets framkomlighet genom rörets inre kanaler.
- Average Diameter, DE: En villkorlig parameter som används för att beräkna utrymmet mellan inner-, ytter- och mittdiametern.
- Rörväggsarea, S: grundläggande parameter vid beräkning av rörets huvuddelar.
- L och L1: längden på enskilda sektioner av strukturen.
Specifikationer
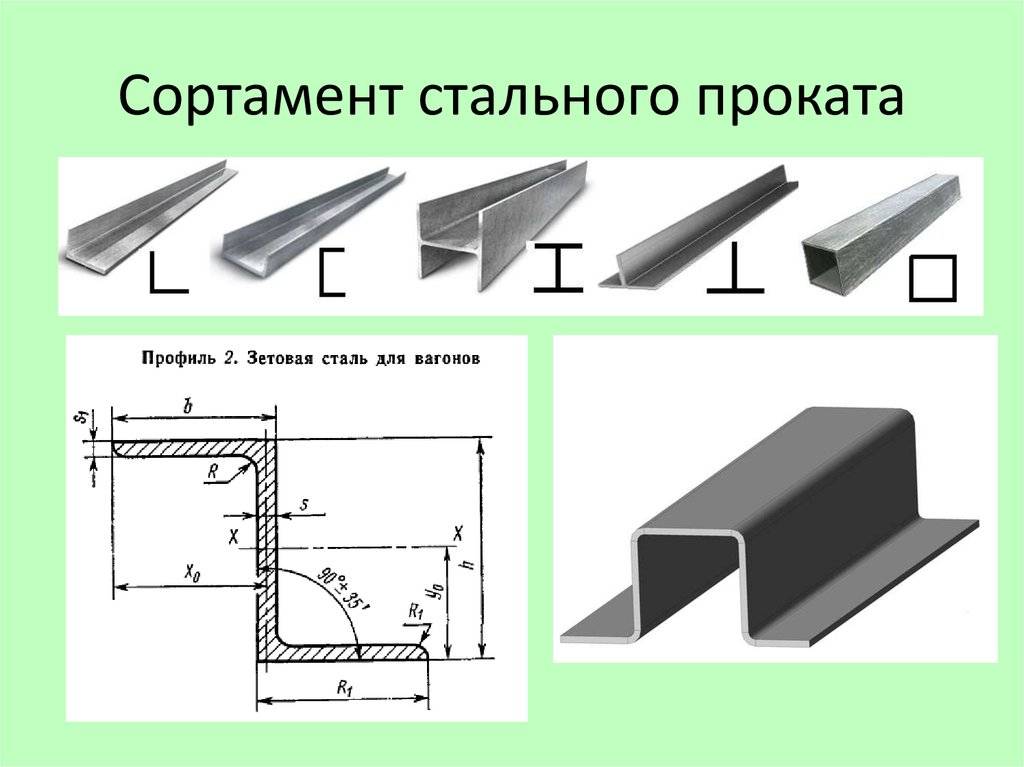
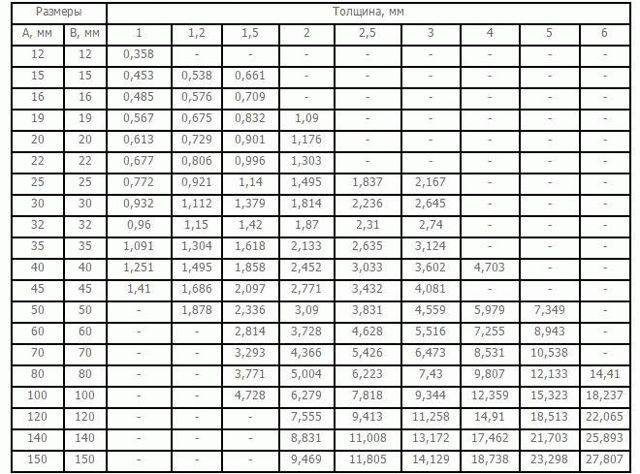
Tänk på de viktigaste tekniska egenskaperna hos ett profilstålrör:
- Profilvy. Dess huvudtyper är kvadratiska, rektangulära och ovala.Detta kriterium bestämmer indelningen av rörprofilen i det allmänna sortimentet.
- geometriska dimensioner. För rektangulära vyer är dessa bredd och höjd. Samt längden på varje segment.
- Vägg tjocklek. En ganska betydande detalj, eftersom det är den som avgör omfattningen av vidare användning.
- Vikt. En lika betydelsefull bedömning som avgör varornas kvalitetsnivå. Genom vikt och geometriska dimensioner kan du ta reda på väggtjockleken. Detta blir mycket användbart i situationer där möjligheten att komma åt mätningar inte är tillgänglig.
För att beskriva professionella stålrör bör det noteras att deras intervall bestäms av GOST 8639-82. I detta dokument särskiljs tre huvudtyper av profiler:
- Kallformad.
- Varmvalsad.
- Elförsedd.
 De två första är sömlösa och den tredje är tillverkad av plåtmaterial med hjälp av svetsad teknik.
De två första är sömlösa och den tredje är tillverkad av plåtmaterial med hjälp av svetsad teknik.
Det bör noteras att varje egenskap hos ett rör är beroende av ett antal av dess andra indikatorer. Av dessa skäl kan vi dra slutsatsen att närvaron av en tabell med motsvarande beräknade värden av GOST gör det enkelt att ta reda på hur hög kvalitetsnivån är från en eller annan tillverkare.
Varför välja metall för värmesystem
I mer än tjugo år fanns det praktiskt taget inget alternativ till stålrör - kol (vardagligt svart metall), galvaniserat, rostfritt stål. På den tiden hörde de inte talas om användningen av koppar för uppvärmning, plaströr nämndes inte ens i progressiva vetenskapliga tidskrifter. Nu har situationen förändrats radikalt: flera typer av billiga högteknologiska plaster har kraftigt tryckt ut metall ur värmesystemen.

Ändå är metallrör fortfarande oumbärliga i många situationer: när system arbetar med mycket höga driftstryck, i varma butiker, när hög hållfasthet krävs från rörledningar.
Typer av rör efter tillverkningsmetod
Det finns följande metoder för produktion av rörledningar: varmformad, kallformad, elektrisk svetsad. Mått och maximala avvikelser på produkter, tillverkningsmaterial regleras av sortiment för runda stålrör, olika sortiment för varje produktionsmetod:
Sömlösa varmformade stålrör GOST 8732
Tillverkningen av rör sker i tre steg. I början, i en rund billet uppvärmd till 900-1200 grader, genomborras ett hål på speciella maskiner, som ett resultat erhålls en hylsa. Därefter rullas hylsan till ett dragrör, och det sista steget är dimensionering, rullning med slutliga dimensioner vad gäller tjocklek och diameter.





Måtten på produkterna som erhålls med denna produktionsmetod kan vara: ytterdiameter 16-630 mm, väggtjocklek 1,5-50 mm. Produkternas ämnen är indelade i flera grupper, beroende på vilket material som används för tillverkning:
- A - produktens mekaniska egenskaper är normaliserade.
- B - den kemiska sammansättningen regleras under tillverkningen.
- B - mekaniska egenskaper och kemisk sammansättning regleras samtidigt;
- D - den kemiska sammansättningen är normaliserad och de mekaniska egenskaperna kontrolleras på prototyper;
- D - värdet på testtrycket under verifiering regleras.
Tillverkning av varmformade rör
Rör stål sömlösa kalldeformerade i enlighet med GOST 8734
För valsning används runda stålämnen.Arbetsstycket värms upp i speciella ugnar till temperaturen för början av kristallisationen för att erhålla den nödvändiga plasticiteten. Sedan sys den och går in i valsverket, där produktens grova dimensioner formas med hjälp av rullar. Den sista operationen är dimensionering och skärning till en viss längd.
Till skillnad från ett varmformat rör får ett kallformat rör ytterligare värmebehandling under kalibreringen, vilket gör sådana produkter stabila och hållbara.
Kallformade produkter är indelade i följande kategorier, där huvudkriteriet är förhållandet mellan diametern D och väggstorleken S:
- Särskilt tunnväggig, med ett D/S-förhållande större än 40. Om dimensionen D = 20 mm eller mindre är dimensionen S = 0,5 mm eller mindre.
- Tunnväggiga, med ett D / S-förhållande på 12,5 och mindre än 40. Dessutom rör med D \u003d 20 mm. och mindre, vid S=1,5 mm och mindre.
- Tjockväggig, med ett D/S-förhållande på 6 till 12,5.
- Särskilt tjockväggig med ett D/S-förhållande på mindre än 6.
Tunnväggiga och extra tunnväggiga rör används i olika hydraulsystem, bilmotorer, industriella kylsystem samt inom medicin- och livsmedelsindustrin. Den huvudsakliga tillämpningen av tjockväggiga rör är inom olje- och gasindustrin.
Tunnväggiga kallvalsade produkter
Elektriskt svetsade stålrör enligt GOST 10704
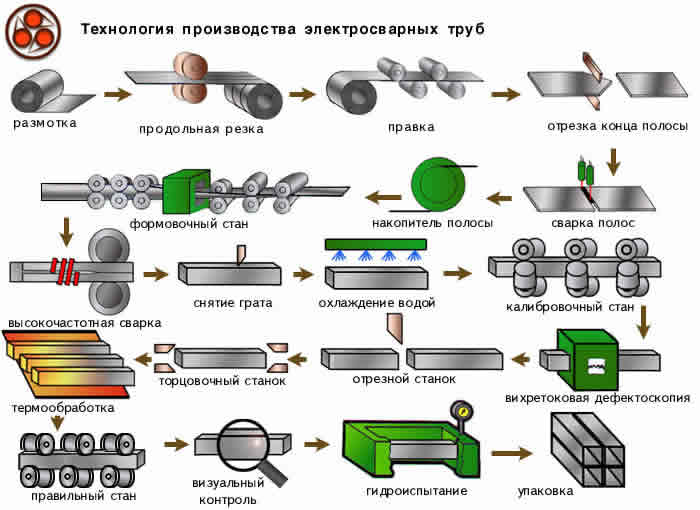
Tillverkningstekniken omfattar flera steg, som kombineras till en kontinuerlig process:
- Plåtskärning. Det utförs på högprecisionsmaskiner och låter dig få ämnen av samma storlek.
- För att erhålla en ändlös tejp svetsas remsorna samman, tidigare passerade genom ett system av rullar för att eliminera ytdefekter.
- Det resulterande arbetsstycket passeras genom ett system av horisontella och vertikala rullar, med vilka produkten formas.
- Kantsvetsning utförs med högfrekvent svetsning. Arbetsstyckets kanter värms upp av en induktor till smälttemperaturen och pressas sedan av pressvalsar. Ett annat sätt, när kanterna värms upp med en högfrekvensgenerator, appliceras ström på kanterna med hjälp av kontakter.
- Kalibrering och gradning. Arbetsstycket kyls och passeras sedan genom dimensioneringsvalsar för att eliminera ovalitet och säkerställa de erforderliga dimensionerna.
- Produktskärning. Ämnena skärs till önskad storlek.
- Kvalitetskontroll av tillverkade produkter utförs på tre sätt: svetsinspektion, högvattentrycksprovning och tillplattning. För att kontrollera svetsen används främst ultraljudsmetoden. Feldetektorn är placerad direkt på linjen efter svetsningen. 100 % av produkterna är föremål för kontroll. 15 % av produkterna från satsen utsätts för hydrotestning. Och två produkter från satsen klarar tillplattningstestet.
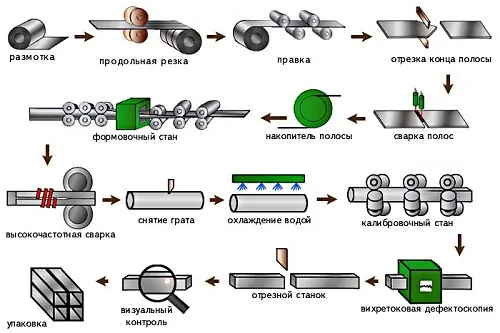 Schema för tillverkning av elektriskt svetsade rör
Schema för tillverkning av elektriskt svetsade rör
Elektrosvetsade rörledningar används i stor utsträckning vid läggning av tekniska nätverk som kan motstå tunga belastningar och tryck. Produkter med en diameter på 1200 mm. används vid installation av nästan alla huvudgasledningar och oljeledningar.
För- och nackdelar med metallrör
Fördelar med metallprodukter:
- styrka. Stål, koppar och gjutjärn klarar mycket mer tryck än plast och är mycket mer motståndskraftiga mot vattenslag;
- styrka som en garanti för icke-förstörelse av rör vid arbete i butiker - ofta i produktionsförhållanden finns det en möjlighet att skada dem under driften av lyftmekanismer, utrustning, nödsituationer i heta butiker. När uppvärmning läggs öppen mellan byggnader krävs också tillräcklig strukturell styrka - metallen ändrar sin geometri mindre vid uppvärmning, metallen är mer motståndskraftig mot vandalism;
- brandmotstånd;
- motstånd mot temperaturfluktuationer;
- ofarlighet för människor;
- motstånd mot ultraviolett strålning;
- ett svetsat system är i alla fall mer lufttätt än prefabricerade konstruktioner, och vid installation av gassystem kan detta vara avgörande;
- låg termisk expansion - metallen sjunker inte och ändrar inte sin konfiguration när den värms upp, som plast;
- lång livslängd.
- värmeledningsförmåga. Metallvärmesystemet fungerar som en extra värmekälla i rummet; när du lägger rör runt byggnadens omkrets kan du värma upp hörnen av rummen lite, öka luftrörelsen i dem och skydda dem från förekomsten av fukt, svamp och mögel.
Allmänna nackdelar med metallrör:
- för stål och gjutjärn - en tendens till korrosion;
- stor vikt;
- för stål och gjutjärn - överväxt med kalcium- och magnesiumsalter på den inre ytan;
- komplex installation genom svetsning eller gängade beslag.
Vilka är GOSTs för stålrör
Listan över tekniska indikatorer för alla typer av stålrör beror direkt på vilken tillverkningsmetod som användes.Allt detta bestäms med hjälp av GOSTs, vars kunskap åtminstone gör det möjligt att ta hänsyn till rekommendationer för driften av en viss typ av rör.
För närvarande används oftast följande regleringsdokument för tillverkning av stålrör:
GOST 30732-2006. Det antogs 2006: dess bestämmelser avser rör och rördelar gjorda av stål belagda med ett värmeisolerande skikt.
Stålprodukter, där termisk isolering av polyuretanskum och en polyetenmantel används, eller en skyddande stålbeläggning, används i de fall där det är nödvändigt att lägga underjordiska värmenät. Kylvätsketemperaturen bör inte överstiga 140 grader (ökning till 150 grader är endast tillåten under en kort tid). I detta fall bör trycket i systemet inte överstiga 1,6 MPa. GOST 2591-2006 (88).
GOST, designad för varmvalsat stål, antogs 2006, även om vissa källor tillåter användningen av den gamla GOST - 2591-81. Dokumentet innehåller information om fyrkantiga stålprodukter, för vars tillverkning den "heta" metoden användes. Denna GOST gäller alla produkter med sidostorlekar från 6 till 200 mm.
Större fyrkantsrör produceras om tillverkaren och kunden upprättar ett separat kontrakt.GOST 9567-75. Det föreskriver precisionsrör gjorda av stål, för vilka högprecisionstillverkning. Man skiljer på kallformade och varmvalsade galvaniserade eller förkromade precisionsrör.
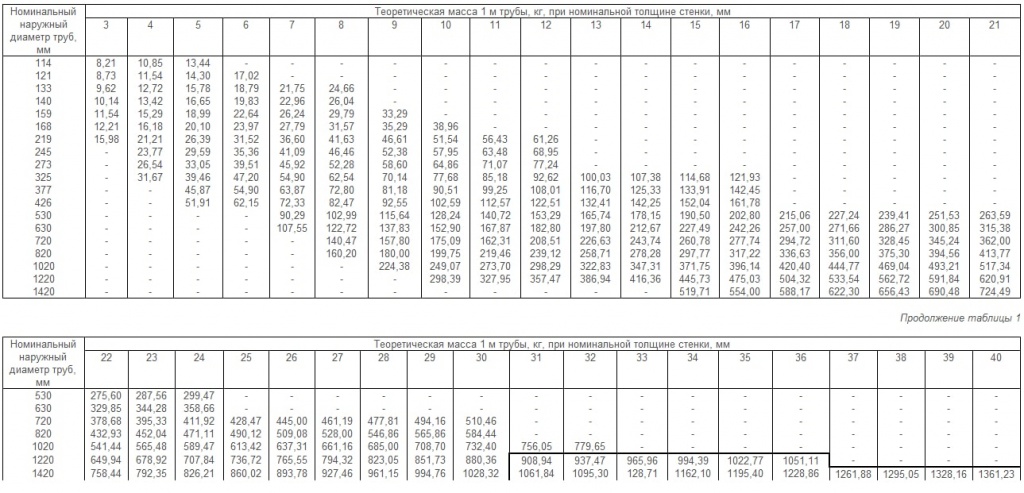
Maskinbyggnadsindustrin behöver särskilt produkterna från denna ökade GOST GOST 52079-2003. Detta dokument specificerar standarderna för längssvetsade och spiralsvetsade rör av stål med en diameter på 114 - 1420 mm.Från sådana övergripande produkter är huvudgasledningar, rörledningar genom vilka olja och oljeprodukter transporteras utrustade.
GOST 52079-2003 indikerar att endast produkter som inte har korrosiv aktivitet kan överföras genom dessa rör. Med hjälp av stålrör med stora diametrar är det möjligt att transportera ämnen med ett tryck på upp till 9,8 MPa. För miljön ställs en temperatur på minimum -60 grader.



Samtidigt är det viktigt att veta att officiellt GOST 52079-2003 inte längre är giltig: från 1 januari 2015 är en ny GOST 31447-2012.GOST 12336-66 i kraft. Dess bestämmelser avser slutna produkter av profiltypen, med en sektion i form av en kvadrat eller rektangel. Från och med den 1 januari 1981 överfördes befogenheterna för GOST 12336-66 till TU 14-2-361-79, men relevansen av dess bestämmelser har inte gått förlorad till denna dag. GOST 10705-91 (80)
Från och med den 1 januari 1981 överfördes befogenheterna för GOST 12336-66 till TU 14-2-361-79, men relevansen av dess bestämmelser har inte gått förlorad till denna dag. GOST 10705-91 (80).
Innehåller en lista över tekniska förhållanden under vilka elektriskt svetsade stålrör av längsgående typ med en diameter på 10 till 630 mm tillverkas. För tillverkning av rör enligt denna GOST används kol eller låglegerat stål. Dessa produkter används inom många områden, men prioriteringen är rörledningen för pumpning av vatten.
Bestämmelserna i standarden gäller inte stålrör som elektriska värmare tillverkas av. GOST 10706 76 (91). Gäller el-svetsade stålrör av längsgående typ, som har ett allmänt syfte. Som följer av detta dokument ligger diametern på denna produkt i intervallet från 426 till 1620 mm. GOST 10707 80.
Här är de standarder enligt vilka elektriskt svetsade kallformade rör tillverkas, med en annan grad av noggrannhet: vanliga, ökade och precision. Diametern på produkterna som är avsedda för detta dokument kan vara från 5 till 110 mm: i detta fall används olegerat kolstål. Ibland har elektriskt svetsade längssvetsade produkter hänvisningar till GOST 10707 80 i den medföljande dokumentationen: detta beror på det faktum att det 1991 beslutades att förlänga giltigheten av detta dokument.
Tillverkning av stålrör: grundläggande metoder
Stålrör tillverkas på flera sätt.
De vanligaste tillverkningsalternativen är:
- elektrosvetsad med en direkt söm;
- elektrisk svetsad med en spiralsöm;
- varmbearbetad utan söm;
- kallvalsad utan söm.
Valet av en lämplig metallbearbetningsmetod beror på kvaliteten på råvaror och utrustning som finns tillgänglig från tillverkaren.
En separat standard reglerar vatten- och gasledningar. Detta händer dock inte eftersom det finns en speciell tillverkningsmetod för detta material, utan endast baserat på användningsområdet.
I själva verket är rör av denna typ en universell elektrisk svetsad produkt med en rak söm. Typiskt används denna typ i kommunikationssystem med måttligt tryck.
Hur tillverkas elektriskt svetsade raksömsprodukter?
En stålplåt (remsa) rullad till en tät rulle lindas av och skärs till längsgående remsor av önskad längd och bredd. De resulterande fragmenten svetsas till ett ändlöst band, vilket säkerställer kontinuitet i produktionen.
Sedan deformeras tejpen i rullar och arbetsstycket förvandlas till en rund sektionsprodukt med öppna kanter.Anslutningssömmen svetsas med bågmetoden, induktionsströmmar, plasma-, laser- eller elektronstrålar.
Sömmen på ett stålrör, gjord i en inert gasmiljö med en volframelektrod (det aktiva elementet i elektrisk bågsvetsning), är ganska stark och hållbar. Bearbetningen tar dock lång tid. Rörsvetsning med högfrekventa induktionsströmmar utförs nästan 20 gånger snabbare, därför är priset på sådana produkter alltid mycket lägre
Efter alla manipulationer kalibreras det runda stålröret i rullarna och en delikat oförstörande kontroll av sömmens styrka och integritet utförs av ultraljud eller virvelströmmar. Om inga fel hittas under testprocessen skärs arbetsstycket i fragment av den planerade längden och skickas till lagret.
Tillverkning av elektriska svetsade spiralsömstyper
Tillverkningen av stålspiralrör följer samma princip som raksömsrör, endast enklare mekanismer används för tillverkning av produkter. Den största skillnaden är att det skurna stålbandet rullas upp med hjälp av rullar inte som ett rör, utan som en spiral. Detta säkerställer hög anslutningsnoggrannhet i alla led.
På rör med en spiralsöm, i händelse av en nödsituation, bildas inte en längsgående huvudspricka, som erkänns av experter som den farligaste deformationen av något kommunikationssystem
Spiralsömmen anses vara mer pålitlig och ger röret ökad draghållfasthet. Nackdelarna inkluderar den ökade längden på sömmen, vilket kräver extra kostnader för svetsningsvaror och mer tid för anslutning.
Tillverkning av varmformade sömlösa produkter
Som ett ämne för att skapa ett sömlöst (soliddraget) stålrör genom varmdeformation används ett monolitiskt cylindriskt ämne.
Den värms upp vid hög temperatur i en industriell ugn och drivs genom en hålpress. Enheten förvandlar produkten till en hylsa (ihålig cylinder), och efterföljande bearbetning med flera rullar ger elementet den önskade väggtjockleken och en lämplig diameter.






Väggtjockleken på rörmaterialet av stål framställt genom varmdeformation når 75 mm. Rör av denna kvalitet används under svåra driftsförhållanden och i kommunikationssystem där styrka och tillförlitlighet är huvudprioritet.
I det sista steget kyls det varma stålröret, skärs enligt de angivna parametrarna och överförs till det färdiga produktlagret.
Funktioner för produktion av kallformade rör
Det första steget i processen för tillverkning av sömlösa stålrör genom kall deformation är identisk med den "heta" versionen. Emellertid, efter att ha körts genom piercingkvarnen, kyls hylsan omedelbart och alla andra operationer utförs i en kall miljö.
När röret är helt format måste det glödgas, först värma det till stålomkristallisationstemperaturen och sedan kyla det igen. Efter sådana åtgärder ökar strukturens viskositet, och de inre spänningarna som oundvikligen uppstår under kall deformation lämnar själva metallen.
Kallformade stålrör kan användas för att lägga ett mycket tillförlitligt kommunikationssystem, där risken för läckage minimeras.
Nu på marknaden finns sömlösa kallvalsade rör med en väggtjocklek på 0,3 till 24 mm och en diameter på 5 - 250 mm. Deras fördelar inkluderar en hög nivå av täthet och förmågan att motstå högt tryck.
Översikt över produkter från ledande tillverkare
Bland de olika produkterna som presenteras finns det välrenommerade varumärken med ett långsiktigt positivt rykte. Dessa inkluderar produkter från företag: Hobas (Schweiz), Glass Composite (Ryssland), Amiantit (ett företag från Saudiarabien med produktionsanläggningar i Tyskland, Spanien, Polen), Ameron International (USA).
Unga och lovande tillverkare av sammansatta glasfiberrör: Poliek (Ryssland), Arpipe (Ryssland) och Plant of glasfiberrör (Ryssland).
Tillverkare #1 - HOBAS varumärke
Märkets fabriker finns i USA och många europeiska länder. Produkterna från Hobas-gruppen har fått världsomspännande erkännande för sin utmärkta kvalitet. Polyesterbundna GRT-rör är spinngjutna av glasfiber och omättade polyesterhartser.

Hobas rörsystem används i stor utsträckning i avlopps-, dränerings- och vattensystem, industriella rörledningar och vattenkraftverk. Ytläggning, mikrotunnelering och dragplacering är acceptabla
Egenskaper hos Hobas kompositrör:
- diameter - 150-2900 mm;
- klass SN-styvhet - 630-10 000;
- PN-trycknivå - 1-25 (PN1 - icke-tryckrörledning);
- närvaron av en korrosionsskyddsbeläggning på insidan;
- syrabeständighet över ett brett pH-område.
Tillverkningen av beslag har lanserats: armbågar, adaptrar, flänsrör och T-stycken.
Tillverkare # 2 - Glass Composite Company
Företaget Steklokompozit har satt upp en linje för tillverkning av Flowtech glasfiberrör, produktionstekniken är kontinuerlig lindning.
Inblandad utrustning med dubbel tillförsel av hartsartade ämnen. Högteknologiska hartser appliceras på läggningen av det inre skiktet, och billigare sammansättning - på det strukturella skiktet. Tekniken gör det möjligt att rationalisera förbrukningen av material och minska kostnaderna för produkter.
Utbudet av Flowtech-rör är 300-3000 mm, klass PN är 1-32. Standardfilm - 6, 12 m. Enligt beställningen är produktion möjlig inom 0,3-21 m
Tillverkare #3 - varumärke Amiantit
Huvudkomponenterna i Amiantits Flowtite-rör är glasfiber, polyesterharts och sand. Tekniken som används är kontinuerlig lindning, vilket säkerställer skapandet av en flerskiktsrörledning.
Glasfiberstrukturen innehåller sex lager:
- extern lindning av non-woven tejp;
- kraftlager - hackad glasfiber + harts;
- mellanlager - glasfiber + sand + polyesterharts;
- upprepat kraftlager;
- foder av glastrådar och harts;
- skyddande beläggning gjord av non-woven glasfiber.
De genomförda studierna visade hög nötningsbeständighet - för 100 tusen cykler av grusbehandling uppgick förlusten av den skyddande beläggningen till 0,34 mm.

Hållfasthetsklassen för Flowtite produkter är 2500 - 10000, det är möjligt att tillverka SN-30000 rör på begäran. Drifttryck - 1-32 atmosfärer, maximal flödeshastighet - 3 m/s (för rent vatten - 4 m/s)
Tillverkare #4 - Poliek företag
Poliek LLC producerar olika modifieringar av fiberglas Fpipes rörprodukter. Tillverkningstekniken (kontinuerlig sned longitudinell-tvärlindning) gör att du kan skapa trelagersrör upp till 130 cm i diameter.
Polymerkompositmaterial är involverade i skapandet av höljesrör, sektioner av vattenlyftpelare, vattenförsörjningsledningar och värmesystem.
 Utbudet av avloppsglasfiberrör - 62,5-300 mm, högtrycksprodukter - 62,5-200 mm, ventilationskanaler - 200-300 mm, brunnskåpa - 70-200 mm
Utbudet av avloppsglasfiberrör - 62,5-300 mm, högtrycksprodukter - 62,5-200 mm, ventilationskanaler - 200-300 mm, brunnskåpa - 70-200 mm
Bortsett från glasfiberrör Det finns många produkter på marknaden gjorda av andra material - stål, koppar, polypropen, metall-plast, polyeten, etc. Som, på grund av deras mer överkomliga pris, används aktivt i olika områden av hushållsbruk - installation av värmesystem, vattenförsörjning, avlopp, ventilation, etc.





Du kan bekanta dig med egenskaperna hos rör gjorda av olika material i våra följande artiklar:
- Metall-plaströr: typer, tekniska egenskaper, installationsfunktioner
- Polypropenrör och rördelar: typer av PP-produkter för montering av rörledningar och anslutningsmetoder
- Plastventilationsrör för avgaser: typer, deras egenskaper, tillämpning
- Kopparrör och rördelar: typer, märkning, egenskaper hos arrangemanget av en kopparrörledning
- Stålrör: typer, sortiment, översikt över tekniska egenskaper och installationsnyanser
Rektangulärt rör
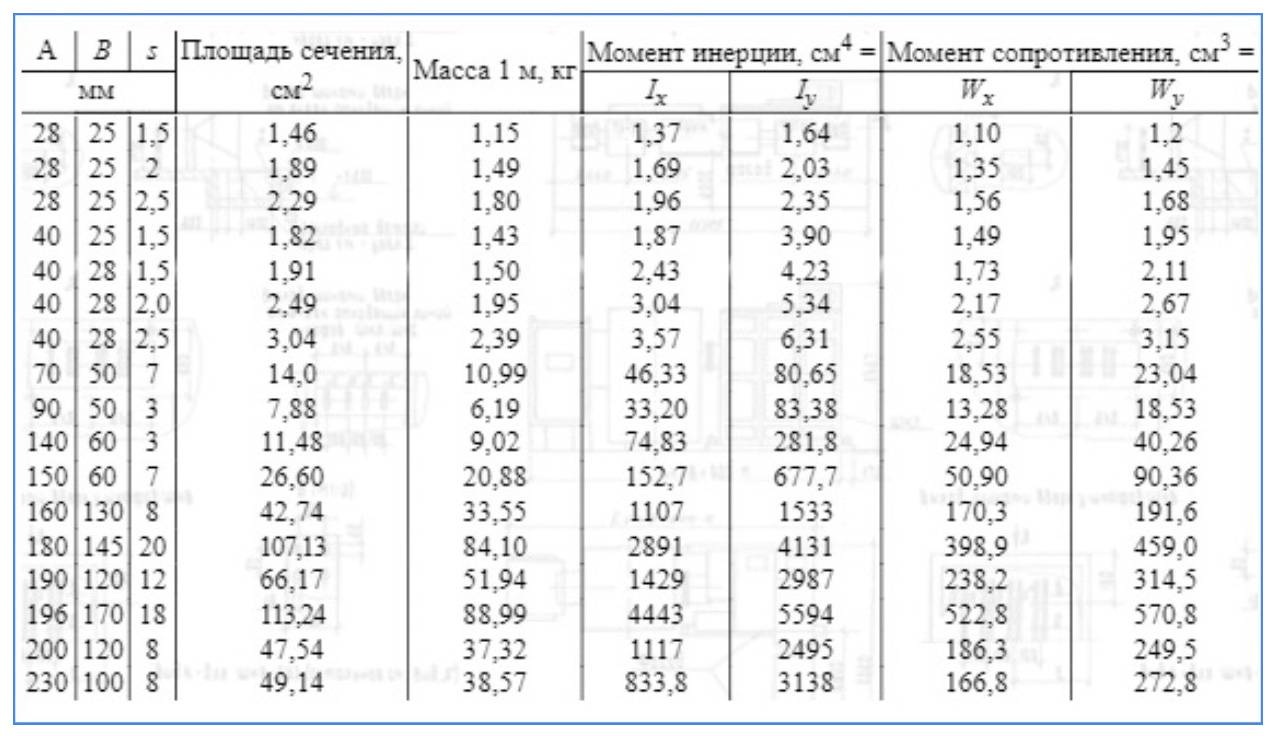
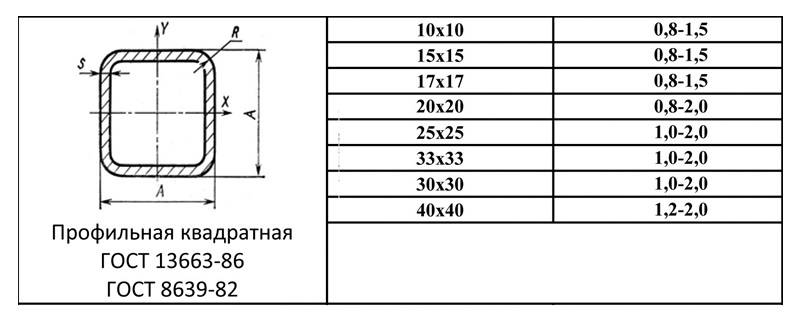
De flesta rektangulära stålrör tillverkas genom elektrisk svetsning med direkt söm. Sortimentet av denna typ av material anges i GOST 8645-82, enligt vilken den maximala väggtjockleken för rör av en viss storlek bestäms. Till exempel, för en produkt med sidor på 15 och 10 millimeter är väggtjocklekar på 1 mm, 1,5 mm och 2 mm tillåtna.

För ett rör med en storlek på 80 * 60 mm kan väggarna ha en tjocklek på 3,5 mm, 4 mm, 5 mm, 6 mm och 7 mm.De maximala måtten på ett standard rektangulärt rör kan vara 180*150 mm. Med dessa parametrar är det tillåtet att producera produkter med en väggtjocklek på 8 mm, 9 mm, 10 mm, 12 mm.
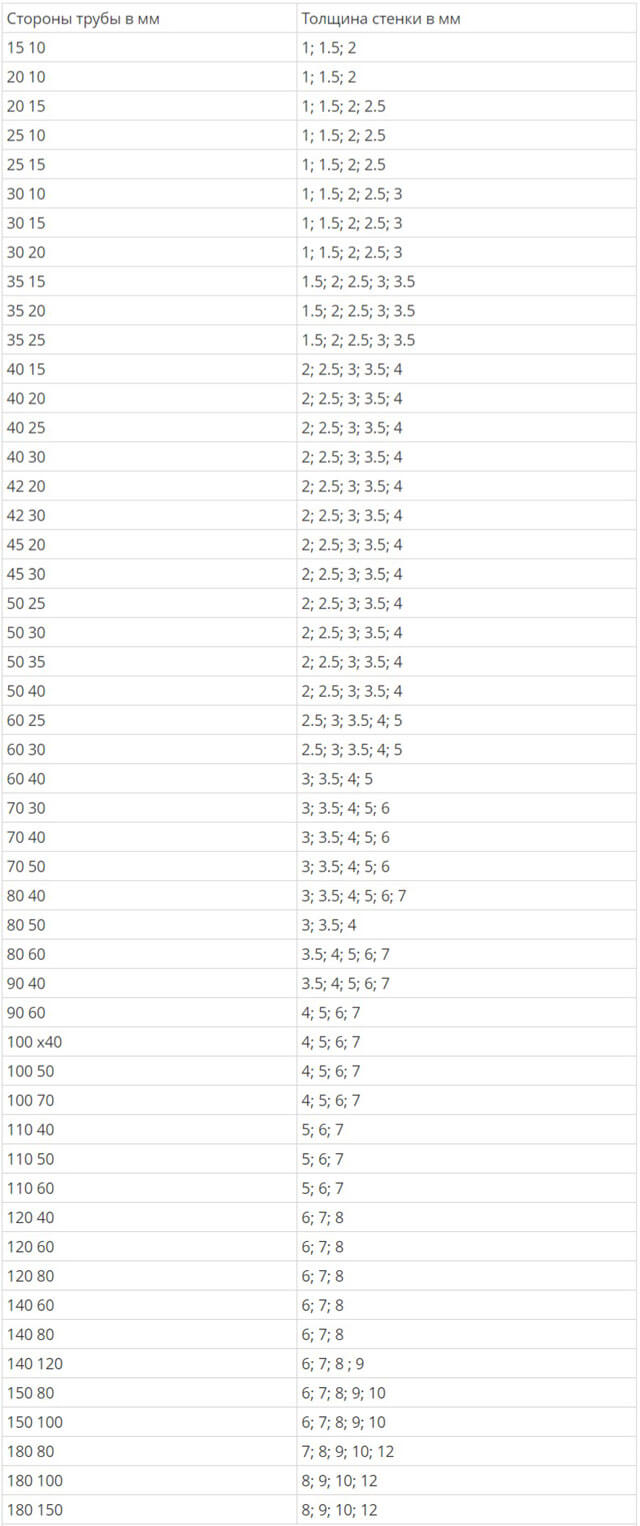
GOST 8645-82 tillåter tillverkning av stålrör av icke-standardiserade storlekar, till exempel 28 * 25 mm eller 196 * 170 mm. Väggtjockleken på sådana produkter har också avvikelser, 1,5 mm respektive 18 mm.

Kompletterande dokument 8645-68 innehåller information om en annan lista över rektangulära stålrör. Det finns inga särskilda skillnader mellan regeldokumenten. Den andra standarden specificerar dock speciella parametrar. De tillåter produktion av stålprodukter med rektangulär sektion, med parametrar på 230 * 100 millimeter.
Slutsats
Detaljerade beskrivningar av sortimentet av st rör och dokument som reglerar deras produktion hjälper dig att göra rätt val av material för konstruktion och välja rätt dimensioner. Lycka till med att bygga!



