
- Rörkapning i 45 och 90 graders vinkel
- Rörskärningsmetoder med stor diameter
- 45 graders skärning
- Att göra en mall för att trimma en metallprofil
- Gör-det-själv-rörskärningsgeringslåda
- Ändra konfigurationen av rör gjorda av icke-järnmetaller
- Hur böjer man koppar- och mässingsrör?
- Böjning av aluminiumrör
- Rörskärare för stålrör
- Hur man skär rakt rör på längden
- Allmänna rekommendationer från experter
- bulgariska
- Rullrörsskärare
- gasskärning
- Plasmaskärning
- Använda en laser
- Kapning av rör i vinkel: fördelar och nackdelar med olika metoder
- 1. Metoder för att markera rör i en vinkel på 45 grader
- 2. Märkning av rör i en vinkel på 90 grader
- 3. Märkning av rör i andra vinklar
- Hur man skär ett rör på ett "krage" sätt?
- Hur man skär längs
- Typer
- Videoinstruktion: hur man arbetar med en rörskärare.
- Videorecension av en av modellerna
- Hur man skär ett metallrör rakt
- Kapning av rör i 90 graders vinkel
- Kapning av rör i 45 graders vinkel
- Använd ett pappersark eller kartong
- Fyrkantig markering
- Säkerhet vid kapning av ett gasrör
- Slutsatser och användbar video om ämnet
Rörkapning i 45 och 90 graders vinkel
Om du behöver kapa röret i en vinkel på 45 grader, vilket ofta krävs vid läggning av vatten- och värmerör.Ofta används stål, gjutjärnsrör, som har en cylindrisk form. Vid installationsarbeten används rektangulära eller formade rör. Du bör dock skära av röret korrekt med en kvarn, så att du enkelt kan ansluta det senare. Därför bör du noggrant markera röret.
Vissa mästare försöker markera platsen för snittet med ett måttband, men vi varnar dig för att resultatet med största sannolikhet kommer att visa sig vara negativt. Och för ett positivt resultat, överväg följande rekommendation från proffs.
Ta ett pappersark eller kartong, helst A4, vik det diagonalt och linda det runt röret, där du planerar att skära jämnt. Papperets kanter måste absolut matcha varandra. Och sidan av papperet som är närmare änden av röret var vinkelrät mot axeln. Markera sedan skärlinjen i en cirkel.
Om du behöver skära rakt i 90 graders vinkel, lös sedan problemet snabbt med hjälp av papper eller maskeringstejp igen. Linda runt röret så att ändarna matchar. Gör en jämn markering och såga av.
Hur kapar man ett profilrör rakt?
Mästare rekommenderar att du använder en fyrkant när du skär ett profilrör. För att göra detta, applicera kvadraten i tur och ordning på sidorna och vrid och markera med mjuka rörelser. Efter åtgärden, fixa röret och skär. Förbered dig själv en mall som kommer att komma väl till pass i framtiden och spara tid. Det är bättre att utföra åtgärden med en kvarn, så snittet blir smidigare.
Hur kapar man gjutjärnsrör?
När du arbetar med gjutjärnsrör, tänk på att detta är ett ömtåligt material. Därför kommer vi att rikta en metod med vilken det kommer att vara möjligt att skära en sådan metall utan skada.
Innan arbetet påbörjas, gör märken för snittet, som med stålrör. Placera en träbalk för stöd.Gå kvarnen runt rörets omkrets och gör små snitt. Ta sedan mejslarna, sätt in i spåret och slå hårt med en hammare. Tänk på att bakelitbaserade kapskivor används för att kapa gjutjärnsrör.
Om det inte finns någon kvarn till hands, för att skära ett avloppsrör i gjutjärn eller andra ändamål, använd en bågfil, mejslar eller speciella rörskärare.
Hur kapar man ett gasrör?
Att kapa ett gasrör är en farlig handling, så det är bäst att överlåta det till proffsen. Men om du är säker på dina förmågor, ta en kvarn, svetsning, bågfil, gassvetsning för att skära metall.
Trimningsinstruktion:
- Stäng av gastillförseln före arbetet. Släpp sedan ut resten av gasen från röret. För att göra detta, sätt eld på gasen i brännarna och vänta tills den slocknar.
- Efter vidtagna åtgärder, klipp. Med svetsmetoden brinner metallbasen ut när den utsätts för hög temperatur. Resultatet är snabbt och effektivt. Men kom ihåg att att kapa eller rota gasrör igen kräver erfarenhet.
Rörskärningsmetoder med stor diameter
För kapning av rör med stor diameter, såsom avlopp, finns det ett antal pålitliga verktyg tillgängliga. Låt oss ta en titt på några av dem i detalj:
Bulgariska är ett billigt och prisvärt alternativ, men det anses inte vara det säkraste att arbeta med sådana material. När du bestämmer dig för att använda den här metoden, var försiktig och använd skyddsutrustning.
En rullmaskin (rörskärare) är ett sådant verktyg anpassat för sådana manipulationer. Enheten sätts fast och materialavlägsnandet börjar. Spännkraften justeras med hjälp av mekaniska anordningar
Det är viktigt att notera att maskinmodeller skiljer sig i form, så överväg storleksförhållandet med röret före användning.
Flamskärning är det populäraste alternativet för att kapa rör och plåt med större diameter. Snittet uppstår på grund av verkan av en högintensiv låga, metallen smälter och lämnar skärzonen med ett gasflöde
Denna metod är bekväm och effektiv.
Hur kapar man ett rör på längden korrekt?
Ett snabbt sätt att skära ett rör på längden med en kvarn:
Fokusera på markeringen. Använd i detta fall en färgtråd som har hittat spridning vid märkning av väggar.
Innan arbetet påbörjas, fixera röret och med små rörelser, såga röret försiktigt.
Det är bättre att inte rusa, utan försiktigt och långsamt bearbeta rörets delar, så att skärskivan inte lossnar från markeringslinjerna. Kom ihåg säkerhetsåtgärder.
Hur kapar man tunnväggiga rör?
Tunnväggiga rör är gjorda av icke-järnmetaller: aluminium, koppar. Sådant arbete bör utföras försiktigt, eftersom det finns stor sannolikhet för deformation av materialet. För skärning används fyllmedel, till exempel sand. Åtgärder kan utföras med hjälp av en kvarn, en speciell maskin.
45 graders skärning
Men om du fortfarande behöver skära ett runt rör av stål eller olika typer av plast, behöver du för detta en mall för att skära rör i en vinkel, vars form beräknas manuellt eller med maskin. Uppgiften förenklas mycket om det i en vinkel på fyrtiofem grader är nödvändigt att skära av en fyrkantig metallprofil.
För snabb trimning kan du använda ett vanligt pappersark vikt diagonalt, med vilket du markerar ytan för framtida skärning.Gör så här med vikta papper:
- utförs på en rak yta av profilen på den plats där skärningen utförs, strikt vinkelrät mot linjen;
- applicera ett diagonalt vikt pappersark på sidoytan med en vass ände på linjen så att papperstriangelns övre kant är i jämnhöjd med metallprofilens ovansida.

Ris. 2 Hemgjord mall för att skära ett rör i 45 grader
rita en linje med en penna längs sidan av arket i en vinkel på 45 grader, varefter pappershörnet appliceras på den andra sidan och ringa in det med en penna (det är bättre att använda en tunn markör).
För sågning kan du använda en kvarn med en skiva för metall, dra en tunn linje längs markeringen i början och sedan gradvis fördjupa den tills kanterna är helt separerade.
Att göra en mall för att trimma en metallprofil
Om du behöver skära ett stort antal rör kan du göra en mall från en metallprofil med större diameter på ett pappersark med ovanstående metod. Lutningsvinkeln kontrolleras med en gradskiva eller en konstruktionsruta - i det här fallet är de två kanterna på mallens trimmade delar anslutna.







![Hur man skär ett rör jämnt med ett improviserat verktyg [4 märkningsmetoder]](https://fix.housecope.com/wp-content/uploads/6/0/0/600fc6b2fd87bd9a3892ea1404a78e1a.jpg)


Vid bearbetning av den del som ska skäras, sätts en mall på rätt plats och pressas hårt, markeringen appliceras med en skarpt vässad rits vid spårning av mallens kontur. Delen skärs i flera omgångar med en gradvis fördjupning av spåret.
Ris. 3 Kapning av en metallprofil med en geringslåda
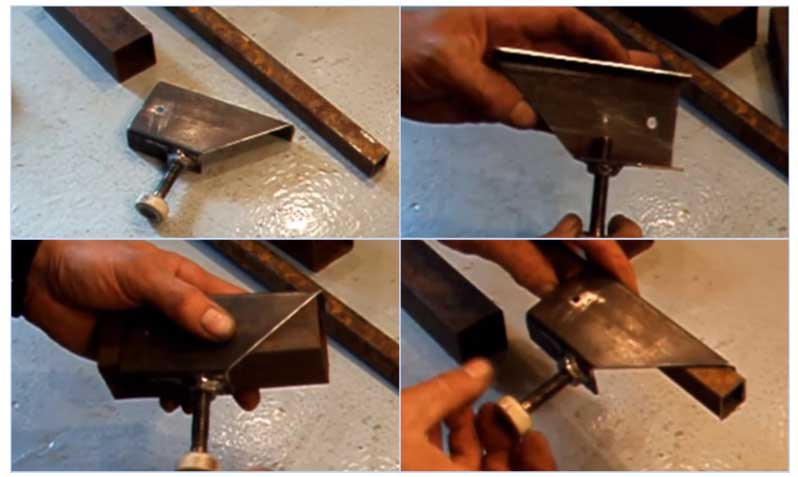
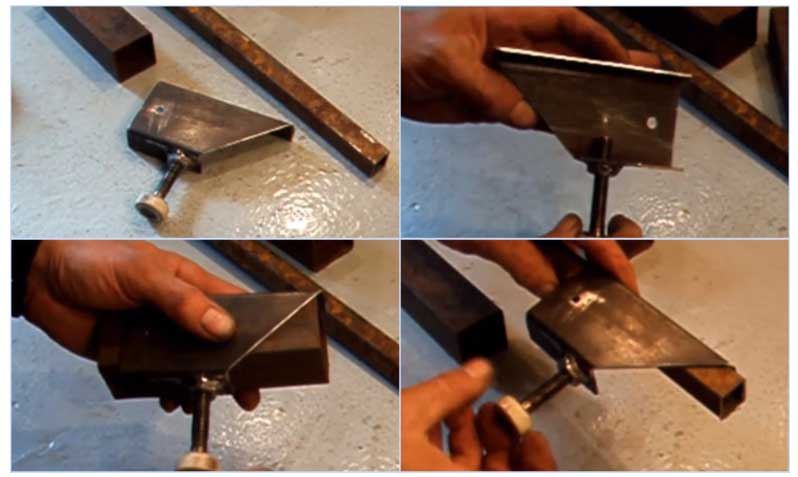
Gör-det-själv-rörskärningsgeringslåda
Att använda en mall är inte särskilt bekvämt - du måste göra ett snitt längs linjen och hålla kvarnen på vikten, vilket leder till stora fel.Om du har en svetsmaskin kan du göra en enkel geringslåda - guider för slipskivan, vilket förhindrar att den går åt sidan.
För att göra detta, använd den tidigare gjorda mallen, i vars sida ett hål borras och en mutter svetsas. Vid arbete sätts en hemmagjord geringslåda på profilen, en bult skruvas in i dess mutter och enheten pressas mot profilytan. En kvarn med en skiva för metallsnitt, trycker skivan lätt mot enhetens sidoyta. Det är tydligt att under långvarigt arbete slipar kanterna i geringslådan gradvis av, och även om processen sker samtidigt på alla kanter kommer vissa fel att uppstå med tiden. Därför är enheten bättre att vara gjord av hård slitstark metall för att öka dess livslängd och få ett mer exakt verktyg.

Fig.4 Ett exempel på ett snitt i en vinkel på 90 grader
Ändra konfigurationen av rör gjorda av icke-järnmetaller
Det finns en mycket användbar egenskap hos icke-järnmetaller - hög duktilitet. De är dock inte tillräckligt starka. Under böjningsprocessen, som ett resultat av appliceringen av tryck- och dragkrafter, kan kollaps eller brott på röret observeras. För att förhindra att detta händer måste du följa tekniken exakt.
Hur böjer man koppar- och mässingsrör?
För bockning av koppar- och mässingsrör används både varma och kalla metoder. När du väljer den första väljs sand som ett inre fyllmedel och smält kolofonium väljs som det andra. Bockningstekniken är densamma som för stålrör.
Rörformade produkter gjorda av koppar och mässing före kallböjning utsätts för glödgning följt av kylning. Temperaturintervallet för båda materialen är detsamma - från 600 till 700⁰С.Skillnaden ligger i kylmediet - koppar placeras i vatten och mässing kyls i luft.
Efter att processen är avslutad avlägsnas hartset genom att smälta det. För att förhindra rörbrott bör processen inte på något sätt startas från mitten av röret, bara från ändarna. Som anordningar för bockning används både enkla verktyg och komplex maskinutrustning.
Manuella rörbockare fungerar på grund av en persons fysiska ansträngningar, och hydrauliska reducerar dessa ansträngningar till ett minimum. Både dessa och andra är utrustade med utbytbara munstycken för möjligheten att välja önskad diameter.
Minsta radien för böjning av koppar- och mässingsrör regleras av GOST 617-90 respektive GOST 494-90. Experter rekommenderar inte att använda denna radie utan särskilt behov. Det är alltid bättre att klara sig med mer av det
Det är mycket lättare att arbeta med koppar- och mässingsrör än med stålrör, men deformationen av metallen under böjning sker enligt samma fysiklagar. I böjsektionen upplever den yttre ytan spänning, vilket resulterar i att väggarna blir tunnare.
Inuti röret sker de omvända processerna - väggen drar ihop sig och blir tjockare. Det finns en risk att förvandla en cirkulär sektion till en oval och minska den villkorade passagen, därför är det omöjligt att börja böja sig utan att vidta åtgärder för att förhindra dessa fenomen.
Böjning av aluminiumrör
Huvudmetoderna för att böja aluminiumrör är desamma som för mässings- eller kopparrör:
- trycka mellan rullarna;
- rullande;
- rulla tillbaka;
- tryck.
Innan du bestämmer dig för hur och på vilket sätt du ska böja aluminiumrör måste du bekanta dig med varje.Den första metoden används för tunnväggiga rör med en maximal diameter på 10 cm, när det är nödvändigt att erhålla en mjuk böj med små noggrannhetskrav. Här är den minsta radien strikt reglerad. Dess värde är 5-6 rördiametrar.
Sektionens krökning bestämmer avledningsrullens läge. På detta sätt görs oftast dekorativa element i inredningen. På det andra sättet böjs rörmaterial med stor diameter, för vilket 3-rullars rörbockare används. Röret dras mellan drivrullar, vars orientering bestämmer böjningsradien.
Bilden visar en stationär elektrisk 3-vals rörbockare, men det finns även manuella modeller av mobilutrustning. På den rör sig arbetsstycket genom rullarna och böjer sig i en given vinkel längs hela sin längd. På en sådan maskin kan du ändra rörets konfiguration genom att böja det med en ring, en spiral eller göra en båge med en stor radie
Noggrannheten för denna metod är ännu lägre än den föregående, men delen kan utsättas för upprepad böjning och upprepa processen tills önskad geometri erhålls.
Böjning av tunnväggiga aluminiumrör kan göras manuellt, efter att ha förberett ordentligt:
Återställningsmetoden tillhandahåller inte närvaron av ett internt fyllmedel, därför används det inte för att erhålla små radier. Det kommer inte att fungera när man väljer denna metod för att uppfylla de stränga kraven på ovalitet av sektionen vid kurvan.
För deformation av ett aluminiumrör genom tryck används pressar med stämplar installerade på dem med en matris av önskad form. Den givna geometrin erhålls som ett resultat av påverkan av tryck som utövas utifrån.
I vissa fall kan trycket vara internt, när röret placeras i en form och vätska tillförs inuti med ett tillräckligt tryck för att trycka det mot väggarna.
Det är inte lätt att böja duraluminrör, eftersom. detta material är ganska hårt och fjädrande. För att underlätta processen avfyras de omedelbart före böjningen vid en temperatur på 350 till 400 ° C, sedan väntar de tills rören svalnar naturligt i luft.
Rörskärare för stålrör
När man använder stålrör med olika diametrar, möter hantverkare ofta svårigheter vid montering och kapning. I det här fallet är en specialtillverkad rörskärare bäst lämpad. Innan du köper ett verktyg är det lämpligt att studera nyanserna hos alla sorter av sådana färdiga enheter.
Det första du måste vara uppmärksam på är diametern på röret och materialet för vilket verktyget måste utformas för att skära. Det finns tre typer av skärare:
Det finns tre typer av skärare:
- för tunnväggiga rör;
- för keramik;
- för mycket stora jobb.
Det är viktigt att notera att endast elektriska fräsar är konstruerade för tunga belastningar. Driften av sådana verktyg är nästan helt automatiserad.
De kan skära rör av gjutjärn eller stål med en diameter på upp till trehundra millimeter.
Tänk på de viktigaste professionella skärmekanismerna, som skiljer sig åt i funktioner och design.
- Rullrörsskäraren används för att skära stålprodukter. Filmgrupper ingår i dispositionen av detta verktyg. Vissa utför själva skärningen av materialet, medan andra är utformade för att styra röret under drift. En rullrörsskärare, som har en rulle i sin design, kan skära produkter upp till femtio millimeter stora.
- En rörskärare skär plaströr med en diameter på upp till hundra millimeter. En sådan skärare ser ut som en stålklämma med skivor som kan justeras till önskad diameter. Själva snittet görs med samma skivor.
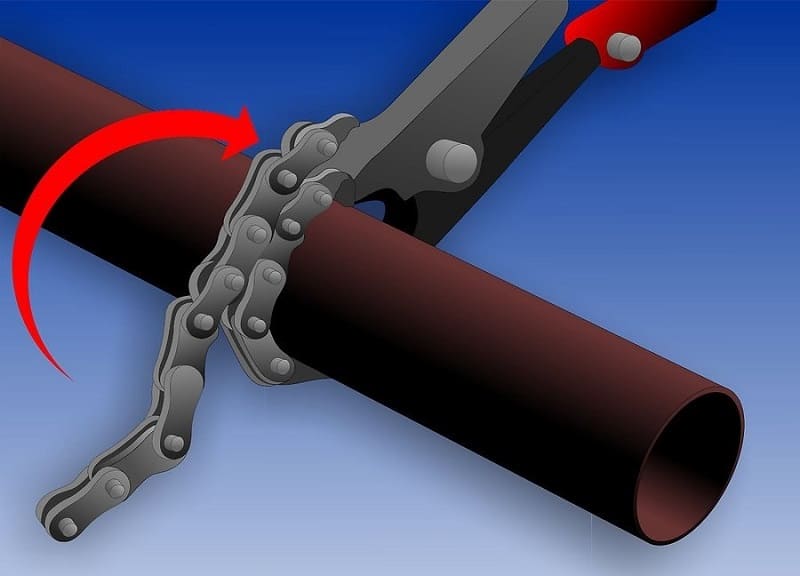
- Kedjerörsavskärare. Detta verktyg används mycket sällan, eftersom det uteslutande är avsett för skärning av ömtålig keramik eller betong.
Även rörskärare är indelade i manuella, elektriska, hydrauliska och pneumatiska.
- Den manuella rörskäraren är lätt att använda. För att göra ett snitt med det här verktyget måste du fixera enheten på röret på rätt plats och göra några varv med handtaget eller själva rörskäraren. En av de största fördelarna med manuell skärutrustning är den enkla kontrollen av hela processen, eftersom skärningen är resultatet av appliceringen av fysiska krafter som du kan kontrollera. Nackdelarna med sådana skärare är mästarens fysiska trötthet med en stor mängd arbete och den lilla diametern på rören som skärs.
- Med hjälp av en elektrisk skärmaskin kan du utföra stora volymjobb på ganska kort tid. Fördelen med en sådan skärare är den mycket höga kvaliteten på de material som används i dess produktion. Styrkan hos detta verktyg gör att du upprepade gånger kan utföra många skäråtgärder utan att oroa dig för verktygets slitstyrka. Av fördelarna med en sådan anordning kan man också notera hur lätt det är att skära utförd av en elektrisk motor. Det finns praktiskt taget bara ett minus för ett sådant verktyg - den höga kostnaden för skäraren. Därför är ett sådant köp för engångsarbete opraktiskt.



En fräsmaskin används också för att kapa rör. Vattenskärning är en av de snabbaste och mest effektiva skärmetoderna.Metallbearbetning utförs av en vätskestråle som kommer ut ur ett speciellt munstycke med hög hastighet och tryck.











Hur man skär rakt rör på längden
» Övrigt » Hur man skär exakt röret längs
I inhemska hushåll används profilrör i stor utsträckning vid tillverkning av växthus, växthus, skjul för att skydda bilutrustning från atmosfärisk nederbörd och andra strukturer. När du arbetar med detta material är det användbart att veta hur man skär ett profilrör längs en linje eller tvärs över med den mest exakta vinkeln.
Bland ett stort antal konstruktionsskärverktyg för metall är ledaren inom hastighet, enkel skärning och ekonomi en vinkelslipare (slipmaskin), som ofta finns i verktygssatsen för alla hemhantverkare. För att skära ett profilstålrör med en slipmaskin behöver du en vanlig metallskiva och strikt efterlevnad av säkerhetsföreskrifter - att bryta skivan i segment med hög rotationshastighet kan leda till allvarlig skada.
Fig.1 Profilrör i hushållet
Allmänna rekommendationer från experter
bulgariska
Användningen av en kvarn är en mycket populär mekanisk metod som används både hemma och i produktionen.
Att skära med en kvarn kräver maximal omsorg från mästaren. Försiktighet bör iakttas för att skydda händer och ögon med handskar och skyddsglasögon.
Det är också viktigt att följa följande regler:
arbete med slipmaskinen måste utföras av en mästare med erfarenhet av att hantera detta verktyg;
det är viktigt att fixera utrustningen tätt;
det är omöjligt att bearbeta betong eller sten med en skiva som ursprungligen designades för att skära metall;
för att undvika att "hoppa ut" ur skivan är det nödvändigt att kontrollera vinkelslipens rörelseriktning, den måste sammanfalla med skivans rotationsriktning;
verktyget måste vara stängt med ett skyddskåpa, annars kan arbete inte utföras.

Rullrörsskärare
I detta verktyg är rullar de aktiva komponenterna. De utför skärningen, rör sig i klämman, installerad i stället för det framtida snittet. Trycket med vilket rullarna kommer att pressas mot materialet styrs av skruvar. För att göra detta görs gungande rörelser upp och ner samtidigt som rullarna pressas mot materialet.

gasskärning
Denna metod är bäst för att skära stora rör. När det bränns smälter bränslet metallen och tar bort den med en gasstråle, blåser ut den ur snittet. När man lägger motorvägar från rör med mycket stor diameter visar sig användningen av manuell utrustning vara absolut ineffektiv och kostsam. I sådana fall används stora maskiner.

Plasmaskärning
Temperaturen vid vilken metallprodukter kan smältas skapas av flödet av materia som bringas till plasmatillståndet. Luft används för att bilda plasma. Anrikning med joner produceras genom inverkan av en elektrisk urladdning. Som ett resultat genererar denna process en hög temperatur. Plasmaskärning av rör anses vara en av de bästa.

Använda en laser
Lasermaskinen är ett helautomatiskt system. Med detta verktyg kan du skära, fräsa, borra, kanta.
Detta verktyg kan bearbeta rör med följande parametrar:
- diameter (maximalt) - etthundrafemtio millimeter;
- längd (max) - sex och en halv meter.


Kapning av rör i vinkel: fördelar och nackdelar med olika metoder
Vid installation och VVS-arbete är det ofta nödvändigt att skära arbetsstycken i en viss vinkel. Ändring av skärlinjens riktning är nödvändig för ytterligare sammanfogning och svetsning med andra rör av samma konfiguration, eller för installation av avstängnings- och reglerventiler.
Man bör komma ihåg att noggrannheten vid skärning i rätt vinkel är nödvändig för att få en hög densitet av metallvalsade leder. För att göra detta måste du ha de nödvändiga verktygen, en kvalitetsrörskärare och ha lämplig erfarenhet av rörbearbetning.
I den här artikeln kommer vi att titta på teknikerna för att skära rör i olika vinklar.
1. Metoder för att markera rör i en vinkel på 45 grader
Kapning av rörämnen i en vinkel på 45° är mest efterfrågad vid installation av värmeledningar, avloppsnät och gasledningssystem. För dessa ändamål används rör av järnhaltiga metaller och rostfria stål med cylindrisk sektion, liten och medelstor diameter - 20-500 mm.
En av huvuduppgifterna vid skärning av rör i en vinkel på 45 grader är noggrannheten för att mäta vinkeln och jämnheten i rörets skärning, så att de sammanfaller med en noggrannhet på en millimeter när de förenar de anslutna elementen. Detta gäller särskilt för tunnväggiga rör - med minsta skärfel kommer väggarna på de anslutna rören inte att kunna ansluta i önskad konfiguration
Därför måste stor uppmärksamhet ägnas åt skärningens noggrannhet
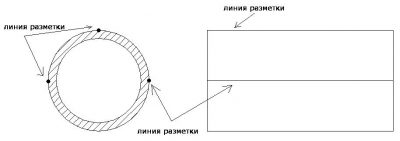
Märkning av rör av rund sektion
I avsaknad av en produktionsmall kan du använda en mall från ett kvadratiskt pappersark. För att utföra rörmärkning, utför följande steg:
Vik det fyrkantiga arket strikt diagonalt, rikta in motsatta hörn. Längden på mönstrets diagonal ska vara lika med storleken på arbetsstyckets omkrets.
Det vikta arket sveper runt röret









Det är viktigt att se till att sidan av mönstret, som är närmare änden av arbetsstycket, är strikt vinkelrät mot den centrala axeln.
En streckad markering utförs på platsen för det framtida skäret.
Nästa steg är att skära av röret.
Märkning av fyrkantiga och rektangulära rör
För att göra ett mönster för att markera ett profilrör är det mer ändamålsenligt att använda ett liknande ämne med endast en större sektion. Märkning på arbetsstycket utförs en gång med hjälp av en teknisk linjal eller gradskiva. En profil sätts in i den färdiga mallens hålighet, märkning utförs och efterföljande skärning.
2. Märkning av rör i en vinkel på 90 grader
Att markera röret i en vinkel på 90 grader är ganska enkelt. Om det behövs kan du använda ett pappersark: arket lindas runt röret, fixeras och markeras
Det är viktigt att se till att kanterna på arket sammanfaller längs hela omkretsen, då blir snittet jämnt.
Hur skär man ett profilrör i en vinkel på 90 grader?
För att skära ett kvadratiskt eller rektangulärt rör är det att föredra att använda en triangel. Denna enhet markerar växelvis med en markör på varje sida av profilen. Efter att ha ritat den streckade linjen skärs röret.
3. Märkning av rör i andra vinklar
För att skära rör i en vinkel med andra värden behöver du mönster med lämpliga värden. Du kan förbereda en mall med hjälp av Excel eller andra datorprogram genom att ange värdena för rördiametern, önskad vinkel etc. i motsvarande gränssnitt.
I beräkningsprogrammen kan du beräkna kapningen av rör av valfri diameter och i vilken vinkel som helst. Men oftast används denna metod för att skapa mönster för att skära rör med liten och medelstor diameter. För kapning av rör med stor diameter och i stora volymer är det att föredra att använda programmerbara skärmaskiner.
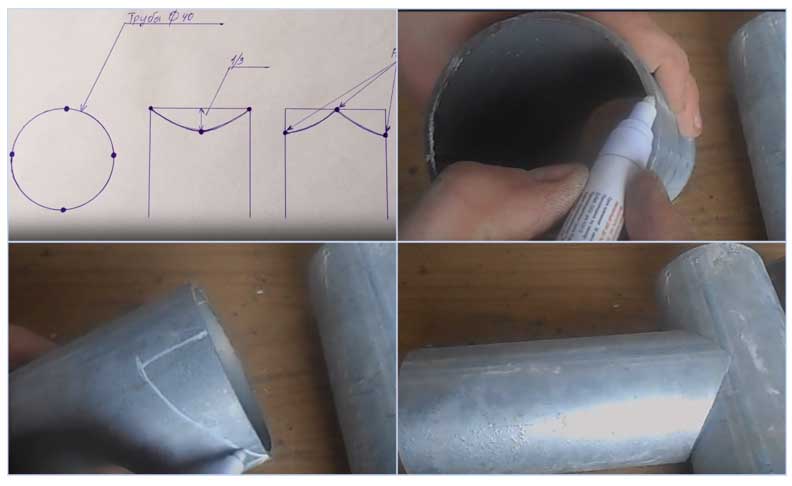
Hur man skär ett rör på ett "krage" sätt?
Ofta, vid installation av vattenförsörjningsnät, krävs rörämnen som har ett snitt i änden i form av en triangel. Denna rörkonfiguration krävs för att ansluta till ett annat runt rör i rät vinkel.
Gör så här för att göra en kragskärning:
- Mät rörets omkrets.
- Röret kapas i 90 graders vinkel.
- I änden av röret är ekvidistanta punkter markerade, som är relativt varandra i vinklar på 90 och 180 grader.
- Beräkningar utförs: rörets diameter delas med tre.
- Från två diametralt placerade punkter sätts det erhållna värdet åt sidan och markeras med prickar.
- Dessa punkter är anslutna till andra släta bågar.
- Efter skärning med ett rörskärningsverktyg separeras halvcirkelformade segment, som är redo för efterföljande svetsarbete.
Hur man skär längs
En annan ofta ställd fråga är hur man kapar röret jämnt med en kvarn längs. Här kommer algoritmen för åtgärder att vara ungefär densamma som för tvärgående skärning
Det är viktigt att vara uppmärksam på markering. Du kan till exempel använda målartråd som vanligtvis används vid märkning av väggar. I det här fallet är det nödvändigt att fixera röret ordentligt
Själva sågprocessen måste göras försiktigt och långsamt, eftersom när man sågar långa element är det stor sannolikhet att kapskivan glider av markeringslinjen
I det här fallet är det nödvändigt att fixera röret ordentligt. Själva sågprocessen måste utföras försiktigt och långsamt, eftersom när man sågar långa element är det stor sannolikhet att kapskivan glider av markeringslinjen.
Typer
Varianter av rörskärare klassificeras beroende på skärobjekten och skärelementets egenskaper. Följaktligen särskiljs följande typer av verktyg:
- Cutter kapar rör upp till 100 mm i diameter. Lämplig inte bara för stålrör utan även för plaströr.Den har flera stålskivor.

Kedjan är annorlunda genom att den kan skära rör gjorda av täta material (gjutjärn, betong, keramik), eftersom den har en mekanism för att tätt fixera skärobjektet, gjord på basis av en konventionell kedja och roterande spakar.
Videoinstruktion: hur man arbetar med en rörskärare.

- Rullen är utrustad med skärrullar (från 1 till 3) och styrelement, och diametern på rören som den kan skära beror direkt på antalet rullar: en anordning med 1 rulle skär rör upp till 50 mm och med 3 rullar - upp till 100 mm och ännu mer.

Telescopic har en vagn, rulle och styrningar, som optimalt kan fixera röret, beroende på önskad skärvinkel. Det klarar bra av att skära rör av stor tjocklek eller av hållbara material, eftersom det på grund av konfigurationen kan skapa starkt tryck på ytan av föremålet som skärs.

Spärrrörsskäraren är portabel och kan skära tunna rör. Dess design är den enklaste bland enheter i denna klass - 2 handtag och ett skärblad.








El utrustad med elmotor
på grund av vilken arbetarens ansträngningar att skära röret är minimala - det är bara viktigt att ställa in verktyget korrekt, han kommer att göra resten av arbetet nästan självständigt

Samtidigt är det ett verktyg för universell verkan - det skär rör av vilken diameter som helst och från vilket material som helst. Användningen begränsas endast av motoreffekt. Men en sådan rörskärare har också en betydande nackdel - det kommer att vara obekvämt att använda den i svåråtkomliga arbetsområden (till exempel avloppsrör).
Med dess hjälp är det möjligt att inte bara utföra mekanisk skärning av rör, utan också att utföra arbete på deras vändning, avfasning med trubbig, såväl som från rörets yttre yta.
Videorecension av en av modellerna
Giljotin fick sitt namn på grund av utformningen av skärmekanismen. Hans kniv utför ett vinkelrätt snitt av rör med små diametrar (upp till 30 mm). Röret är fixerat i ramen, och skruven trycker på giljotinen och gör ett tydligt snitt i en vinkel på 9 grader. Verktyget är lämpligt för att skära rör av olika tjocklekar och strukturer (enkellager, flerlager, förstärkt).
Den pneumatiska rörskäraren drivs av trycket från förtärd luft. Denna enhet används i produktionen för att skära rör med en mycket stor diameter (upp till 1500 mm). Samtidigt klarar den bra av att skära tätt material (gjutjärn) och lätt plast.

Orbitalrörskärare är utformade inte bara för mekanisk skärning av rör, utan också för avfasning av tunnväggiga rör. För att göra detta är de utrustade med speciella fasskärare.

Ofta erbjuds olika typer av rörskärare med tillägg som gör att du kan ge de säkraste förutsättningarna för att arbeta med rör.Så med hjälp av snabbpressningsmekanismen kan stora rör snabbt fixeras i enheten utan att använda en speciell skruv. Rörskäraren kan också utrustas med ytterligare avtagbara skärelement orienterade mot rör av olika tjocklekar och rullar som flyttar enheten runt röret.
Hur man skär ett metallrör rakt

Användningen vid tillverkning och installation av metallkonstruktioner är förknippad med behovet av att skära tvärs, längs och i vinkel. Och inte alltid till hands finns det specialutrustning. Hur man skär röret jämnt med hjälp av improviserade medel, kommer vi att beskriva i den här artikeln.
Det finns flera sätt att såga av ett rör eller skära det i bitar. Av de tillgängliga verktygen är slipmaskinen bäst på denna uppgift. Men det största problemet är fortfarande behovet av att markera skärlinjerna korrekt. De kan vara olika, oftast måste du hålla antingen en rät vinkel i förhållande till rörets axel, eller 45 grader. Teknikerna varierar något beroende på vilka produkter som behöver skäras:
rör för att lägga vattenförsörjning, gas och för värmedistribution;
profilprodukter för montering av grindar, kapell, andra metallkonstruktioner;
rör med stor diameter - som regel behövs detta sällan hemma, där det bredaste gapet bara finns i avloppet;
rör av stål, gjutjärn, tunnväggiga icke-järnmetaller och mjuka legeringar.
Båda uppgifterna löses helt enkelt även utan användning av ett speciellt rörvinkelmönster.
Kapning av rör i 90 graders vinkel
För att markera snittet i rät vinkel kan du använda ett ark standard A4-papper, bred eltejp eller byggtejp.Om du virar ett tillräckligt brett material runt röret så att dess kanter sammanfaller exakt när det appliceras, får du en perfekt skärlinje. Om tejpen eller tejpen sitter ordentligt fast i metallen kan du gå rakt längs kanten.
Det är viktigt att kunna använda kvarnen rätt, hålla i den med en viss ansträngning och följa säkerhetsreglerna. Den beskrivna tekniken är den enklaste, den är också lämplig för att skära ett rör med stor diameter
Kapning av rör i 45 graders vinkel
Oftast måste detta göras vid installation av VVS och uppvärmning och montering av ramkonstruktioner. Du kan skära röret i 45 grader med en kvarn enligt markeringarna, som är gjorda antingen med ett pappersark i samma A4-format, eller använd en vanlig skol(ritning) likbent fyrkant.
Använd ett pappersark eller kartong
Med arket måste du göra flera operationer för att få önskad vinkel. Om du inte vill trassla in dig i vecken är det bara att göra det fyrkantigt och vik det diagonalt för att få rätt vinkel. Du kan göra samma sak med vilket ark som helst, så länge dess sidor är lika med varandra. Metoden är bekväm genom att den kan appliceras på ett rör med stor diameter, och till.
Fyrkantig markering
Om det finns en fyrkant till hands måste du först bestämma den exakta linjen på rörets ände, inklusive profilen. Genom att applicera verktyget och smidigt flytta det över ytan får vi en skärlinje på 45 grader. Samma teknik används med en kvadrat vid 30 grader.







Noggrann sågning och trimning av rör beror inte bara på väl utförda markeringar. Materialet är också av stor betydelse - metall av olika tjocklek och hårdhet skärs med olika ansträngningar och biverkningar.För att kapa ett gjutjärnsrör ska det inte skäras hela vägen. Gjutjärn är en spröd metall, så det görs vanligtvis flera snitt, och sedan slår en specialist en bit på dem med ett exakt hugg av en mejsel.
För att arbeta med tunnväggiga rör måste du justera positionen för vinkelslipen mycket noggrant. I det här fallet måste befälhavaren välja rätt. Under industriella förhållanden kan speciella rörskärare, gasskärare och svetsmaskiner användas för att utföra samma uppgifter.
Säkerhet vid kapning av ett gasrör
Vid arbete med gasledningar anslutna till huvudledningen är det viktigt att observera säkerhetsåtgärder. Stäng först av gastillförselventilen, se sedan till att det inte finns något i röret
För att göra detta räcker det att öppna kaminens brännare och tända gasen - när den tar slut slocknar lågan.
I inhemska hushåll används profilrör i stor utsträckning vid tillverkning av växthus, växthus, skjul för att skydda bilutrustning från atmosfärisk nederbörd och andra strukturer. När du arbetar med detta material är det användbart att veta hur man skär ett profilrör längs en linje eller tvärs över med den mest exakta vinkeln.
Bland ett stort antal konstruktionsskärverktyg för metall är ledaren inom hastighet, enkel skärning och ekonomi en vinkelslipare (slipmaskin), som ofta finns i verktygssatsen för alla hemhantverkare. För att skära ett profilstålrör med en slipmaskin behöver du en vanlig metallskiva och strikt efterlevnad av säkerhetsföreskrifter - att bryta skivan i segment med hög rotationshastighet kan leda till allvarlig skada.
Slutsatser och användbar video om ämnet
Videorecension av en manuell rörskärare för plaströr:
Videoinstruktion om hur man använder rörskäraren. Videon visar hur man korrekt bearbetar stålprodukter med medeldiameter med en rörskärare:
Efter att ha bekantat dig med typerna och typerna av rörskärningsutrustning kommer det inte att vara svårt att välja rätt verktyg. Om tvivel kvarstår, kommer konsulter från bygg- och järnaffärer gärna att komma till undsättning och föreslå vilken enhet som är bäst att köpa.
Har du frågor om ämnet för artikeln, hittade brister i materialet eller kan du ge värdefull information? Lämna dina kommentarer i rutan nedan.



