- Innehåll:
- Obligatoriska krav för fartyg som är föremål för inspektion
- 3.3 Inspektion av cylindrarnas yttre och inre ytor
- Frekvensen av kalibrering av tryckmätare
- Test av brandsläckningssystem
- Tillåten drifttid
- Teknisk undersökning - cylinder
- Olämplig för vidare användning
- Fall där användning av tryckmätare är förbjuden.
- Design och typer
- TRYCK PÅ CYLINDERN
- CYLINDERVERIFIERING
- PRIS PÅ UNDERSÖKNING OCH CERTIFIERING AV CYLINDRE
- Reparation av gascylinderventil
- Kalibrering av tryckmätare: termer, metodik, regler
- Kalibrering av tryckmätare: regler
- Villkor för verifiering av tryckmätare
- Behöver jag kalibrera mätare?
- Kontrollerar gaslarm i Sevastopol
- Slutsatser och användbar video om ämnet
Innehåll:
Tryckmätare är instrument som används för att mäta övertrycket av en gas. När det gäller flambehandling av metallytor är denna enhet oumbärlig, eftersom endast med dess hjälp kan du få information om vilken typ av gastryck som upprätthålls i cylindern.
Användningen av tryckmätare är nödvändig för att upprätthålla ett idealiskt tryck i systemet, därför är gasreducerare utrustade med tryckmätare.Eftersom tryckmätaren för en gasreducerare krävs för att mäta höga tryck, har den inte den vanliga typen av avkänningselement. Detta är ett kopparrör, vars särdrag är att det inte bara har ett mycket smalare tvärsnitt, utan också har ett stort antal varv, runt vars axel röret rör sig när trycket appliceras på själva växellådan. Förutom omvandlingsfunktionen spelar kopparröret funktionen som en spjäll, och därför är det den som är huvuddelen av tryckmätaren.
Under gasens tryck rätas röret ut, därför, ju högre gastrycket är, desto mer rätas röret ut. Själva röret är anslutet till pilen, vilket gör att du kan överföra rörets rörelse till pilen. Pilen i sig visar det faktiska tryckvärdet.
Eftersom tryckmätare är konstruerade för ett visst tryck har varje mätare en röd linjemarkering som motsvarar det maximalt tillåtna trycket. Det är strängt förbjudet att ladda tryckmätare med ett tryck som överstiger deras övre gräns för mätning.
Fjädertrycksmätare är installerade på syre- och acetylenreducerare. Tryckmätaren för gasreduceraren är ansluten till hög- och arbetstryckskamrarna med en skiftnyckel, fiber- och läderpackningar används för att täta anslutningen.
Obligatoriska krav för fartyg som är föremål för inspektion
Tekniska krav för fartyg, som presenteras för nästa undersökning, fastställs av relevanta riktlinjer. När det gäller propan-butancylindrar är ett sådant dokument RD 03112194-1094-03, och när det gäller metanutrustning - RD 03112194-1095-03. Båda dokumenten godkändes av Ryska federationens transportministerium 2002.
Innan en bilcylinder presenteras för en specialiserad inspektionspunkt i god tid, är det nödvändigt att utföra en oberoende inspektion och se till att den uppfyller kraven i de styrande dokumenten:
- utgångsdatumet har inte gått ut;
- utanför cylindern rengörs från olja och andra föroreningar;
- typen av kärl och dess design är i enlighet med myndighetskrav;
- bilcylindern är utrustad med standardiserad fyllning, förbrukningsmaterial och andra tillbehör enligt konstruktionen; t-shirten har de nödvändiga pluggarna;
- flaskor innehåller inga gasrester;
- alla ventiler är stängda.
RD 03112194-1094-03 och RD 03112194-1095-03 tillåter närvaron av delar och beslag för cylindrar av olika konstruktioner, men endast inom gränserna för ändringar som gjorts av tillverkaren under den period då en viss produkt tillverkas.

Fartyg bör tömmas på rester av gasmotorbränsle på särskilt utrustade platser. Reglerna tillåter inte närvaron av överskott av gastryck i flaskor. Om det finns övertryck är cylindern inte tillåten för undersökning och återlämnas ovillkorligen till sin ägare.
Grunden för vägran att genomföra undersökningen är förekomsten av sprickor, blåmärken, olika typer av skal, repor på skrovets yttre generatris som överstiger 10% av den strukturella väggtjockleken. Dessutom är cylindrar med saknade fullständiga eller partiella passdata inte föremål för testning, den utsedda certifieringsperioden har löpt ut, standardhållbarheten har löpt ut.
Undersökning av flaskor åtföljs av märkning i enlighet med de regler som styr reglerna för applicering av etiketter.Märket för den punkt som utförde kontrollen, datumet för den genomförda och det planerade datumet för nästa undersökning appliceras på tillverkarens märkningsskylt med hjälp av präglingsmetoden. Stämpeln appliceras i en rad med arabiska siffror, vars höjd inte bör vara mindre än 8 mm. Den utsatta tiden för nästa inspektion kan dupliceras av en vit inskription på cylinderns yttre generatris, tidigare målad med röd emalj. Dessutom måste vita varningsetiketter appliceras på cylinderns yttre generatris.
3.3 Inspektion av cylindrarnas yttre och inre ytor
3.3.1 Exteriör och invändig inspektion
ytor utförs för att identifiera defekter som minskar hållfastheten hos cylindrar,
och identifiera avvikelser från kraven för industrisäkerhet
03-576 och GOST
949.
3.3.2 Inspektion är föremål för 100% av den externa och interna
ytor, cylinderhalsgänga.
3.3.3 Vid inspektion av den yttre ytan
ballongbruk förstoringsglas upp till 20-faldig ökning. För dimensionering
av upptäckta defekter använder universella mätverktyg -
bromsok enligt GOST 166, bromsok enligt
GOST 162 och andra.
Mätfelet bör inte vara mer än 0,1 mm.
Besiktning utförs i enlighet med kraven i RD 03-606.
3.3.4 Vid inspektion av den inre ytan, använd
belysning med en elektrisk lampa med en spänning på högst 12 V, som sätts in i
ballong eller endoskop.
3.3.5 En behållare på vars yta
avslöjade sprickor, fångenskap, skal, bör kasseras.
En cylinder, på vars ytor bucklor, riskerar,
korrosionsskador och andra defekter med ett djup på mer än 10 % av det nominella
väggtjocklek, bör kasseras.
Nominella väggtjockleksvärden beroende på typ
cylindrar motsvarar tabell 1 GOST
949 och anges i tabellen.
Cylinder, vars halstråd har revor, flisning
eller slitage, bör kasseras.
Halsgängslitage styrs av kalibrar enligt GOST
24998.
Det är tillåtet att reparera cylinderhalsens gänga enl
teknologi utvecklad av OJSC RosNITI.
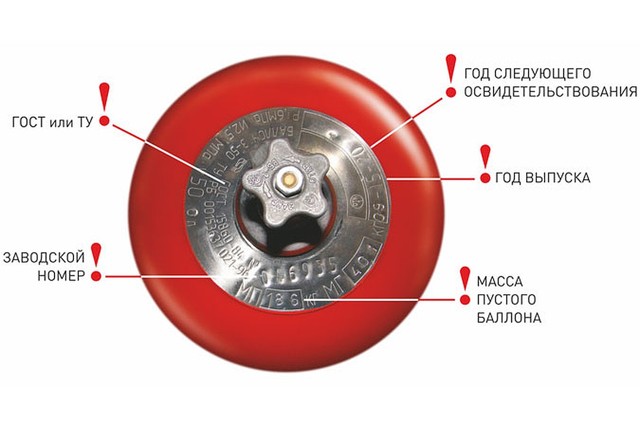
3.3.6 På den övre sfäriska delen av cylindern måste vara
stämplade och väl synliga passuppgifter som anges i.
På cylindrar med en kapacitet på upp till 5 liter eller en väggtjocklek på mindre än 5
mm passdata kan stämplas på en platta lödd till cylindern, eller
appliceras med färg.
En cylinder som inte har minst en av passet
data ska kasseras.
| Kapacitet | Diameter | Väggtjocklek på cylindrar, mm, inte mindre än | ||||
| cylinder, l | cylinder, delar, mm | kolstål | legerat stål | |||
| tryck, MPa | ||||||
| 9,8 | 14,7 | 19,6 | 14,7 | 19,6 | ||
| 0,4 | 70 | 1,6 | 2,2 | 2,9 | 1,6 | 1,9 |
| 0,7 | ||||||
| 1,0 | 89 | 1,9 | 2,8 | 3,6 | 1,9 | 2,5 |
| 1,3 | ||||||
| 2,0 | ||||||
| 2,0 | 108 | 2,4 | 3,4 | 4,4 | 2,4 | 3,0 |
| 3,0 | ||||||
| 3,0 | 140 | 3,1 | 4,4 | 5,7 | 3,1 | 3,9 |
| 4,0 | ||||||
| 5,0 | ||||||
| 6,0 | ||||||
| 7,0 | ||||||
| 8,0 | ||||||
| 10,0 | ||||||
| 12,0 | ||||||
| 20,0 | 219 | 5,2 | 6,8 | 8,9 | 5,2 | 6,0 |
| 25,0 | ||||||
| 32,0 | ||||||
| 40,0 | ||||||
| 50,0 |
3.3.7 Utomhus
cylinderns yta ska målas enligt tabell 17 PB
03-576 (Tabellbilaga A.1).




3.3.8 Vid inspektion av cylindern, användbarheten och
tillförlitlighet av fästning av halsring och sko.
3.3.9 Cylinder med defekt eller lös ring på
hals tillåts för ytterligare undersökning efter fixering
ringar eller ersättare.
Svaga eller nya ringar fästs
tätning för hand eller expandera ändytan av halsen med ringformig
stansa på en press med en kraft på 500 till 600 kN enligt godkända instruktioner
chefen för den organisation som genomför undersökningen. Fördjupningsdjup
slå in metallen på cylinderns hals från 1 till 2 mm.
En skiss av halsringen visas i figur B.1 i ansökan.
3.3.10 Cylinder med snett eller svagt munstycke
sko eller en defekt sko tillåts för ytterligare undersökning
efter att ha bytt sko enligt instruktionerna som godkänts av chefen
organisation som utför revisionen.
Den defekta skon tas bort från cylindern på pressen eller slås ner
manuellt.
Skomunstycke tillverkas på en horisontell press med en kraft på
800 till 1000 kN. Skoämnet förvärms till en temperatur på
900 till 1000 °C.
Skoämnet skärs från defekta cylindrar eller rör
med en diameter på 219 mm med en väggtjocklek på 5,2 till 8,9 mm enligt GOST 8732.
Arbetsstyckets längd är 125 + 5 mm.
Skon måste sitta tätt på cylindern med ett mellanrum
stödplanet för skon och cylinderns botten är inte mindre än 10 mm. I slutet av stödet
ytan på skon ska formas till en kvadrat.
Det är tillåtet att sneda skons stödplan i förhållande till
normalen till cylinderkroppens generatris är inte mer än 7 mm på skons bredd.
(Ändrad upplaga, rev. nr 1).
3.3.11 Reparationssko eller halsring
tillåts endast efter avluftning av gasen, demontering av ventilen och motsvarande
flaska avgasning.
3.3.12 Cylinder med ej reparerad ring eller sko
ytterligare undersökning är inte tillåten och om det är omöjligt att reparera
måste avlivas.
Frekvensen av kalibrering av tryckmätare
En tryckmätare är en anordning som mäter trycket i en apparat, tank eller rörledning. Det finns flera typer:
- spiral;
- membran.
Spiralmätare består av en metallspiral som är förbunden med ett transmissionselement kopplat till visaren på urtavlan. Ju högre tryck, desto mer lindas spiralen och drar pilen med sig. Vad återspeglas i ökningen av tryckindikatorer på enhetens skala.
Membrantryckmätaren ger avläsningar genom att klämma fast en platt platta som är ansluten till sändarelementet. När tryck appliceras böjs membranet och sändningselementet trycker på urtavlan. Så det finns en ökning av tryckindikatorerna.
För att kontrollera överensstämmelsen med mätarens noggrannhetsparametrar som deklarerats av tillverkaren, och för att kontrollera enhetens metrologiska servicebarhet, utan vilken det är omöjligt att använda tryckmätaren i områden som faller under GROEI (statlig reglering för att säkerställa enhetlighet av mätningar), samt för att säkerställa att enheten tjänar den angivna perioden och driften är säker, är det nödvändigt att regelbundet utföra manometerverifiering. Reglerna som fastställts av staten säger att, beroende på enhetens tekniska egenskaper och tillverkarens instruktioner, är avstämningsperioden från 12 månader till 5 år.
Regelbunden inspektion av enheten efter ett år ansågs vara den vanligaste, men nu förbättrar tillverkare utrustningens egenskaper, allt oftare finns det enheter med en verifieringsperiod på 2 år. Det är värt att komma ihåg om tryckmätaren måste inspekteras och verifieras efter en viss period från produktionsdatumet och inte från det ögonblick den tas i drift.
Livslängden för tryckmätaren ställs in av tillverkarna, i genomsnitt är de 8-10 år. Det är nödvändigt att föra en logg över tryckmätarkontroller för att kunna kontrollera enheten i tid.
Test av brandsläckningssystem
 Programmet och metoden för att testa gasbrandsläckning regleras av följande regulatoriska dokument:
Programmet och metoden för att testa gasbrandsläckning regleras av följande regulatoriska dokument:
- GOST R 50969-96;
- GOST R 51057-200;
- GOST R 53281-2009.
Under testningen kontrolleras följande:
- Volymen av gas och graden av fyllning av cylindern;
- Varaktigheten av tillförseln av gasbrandsläckningsblandning;
- Resten av blandningen i behållaren;
- Effektiviteten av eliminering av antändningskällan;
- Styrka och fullständighet av alla delar av installationen efter uppstart och åtföljande vibrationer, strukturens beredskap för omladdning;
- Informationskomponent:
- Återkallningshastighet för mottagnings- och kontrollanordningen;
- Utformning av ett meddelande till den centrala säkerhetskonsolen och avkodning av dess informationsinnehåll;
- Tidighet för inlämnande av alla kommandon på loopar.

Det element som utsätts för de största dynamiska belastningarna under testning är rörledningen. Det ställs ökade krav på dess styrka och tillförlitlighet.
Provning av rör och rördelar utförs enligt följande föreskrifter:
- Visuell inspektion av alla yttre delar av rörledningen;
- Alla sprutmunstycken (förutom det sista) är täckta med pluggar.
- Blockera åtkomst till cylindrar eller fördelningsgrenrör.
- Fyll systemet med vatten genom det sista munstycket och dämpa det;
Testtrycket för gasbrandsläckningssystem är 1,25 av arbetstrycket, men trycket injiceras i systemet i steg:
- 0,05 MPa;
- 0,5 från arbetaren;
- Arbetstryck ;
- 1,25 av arbetstrycket;
- Mellan perioder av uppgång görs en exponering på 1-3 minuter. vid denna tidpunkt, med hjälp av en tryckmätare, bestäms det om en läcka har börjat;
- Under maximalt tryck bibehålls systemet i 5 minuter.
- Efter slutförandet av testarbetet dräneras vätskan och rörledningarna blåses intensivt med tryckluft.
Tillåten drifttid
I enlighet med FNP ORPD ställs livslängden in av tillverkaren. Enligt paragraf 485 i reglerna, om tillverkarens tekniska dokumentation inte innehåller data om cylinderns livslängd, är livslängden satt till 20 år.
Den största efterfrågan är för behållare tillverkade i enlighet med GOST 949-73 "Stålcylindrar med liten och medelstor volym för gaser vid P (p) <= 19,6 MPa (200 kgf / cm2). Specifikationer (med ändringsförslag 1-5)". Enligt punkt 6.2. garantitid för användning - 24 månader från idrifttagningsdatum.
Enheter tillverkade i enlighet med GOST 15860-84 "Svetsade stålcylindrar för flytande kolvätegaser för tryck upp till 1,6 MPa. Specifikationer (med ändringsförslag nr 1, 2) ”enligt avsnitt 9.2, har en garantiperiod för användning - 2 år och 5 månader från försäljningsdatumet via distributionsnätet och för icke-marknadsprodukter - från mottagningsdatumet av användaren.
I enlighet med metoderna för teknisk diagnostik MTO 14-3R-004-2005 och MTO 14-3R-001-2002 utvecklade för enheter tillverkade i enlighet med GOST 15860-84 respektive GOST 949-73, bör livslängden inte överstiga 40 år, med förbehåll för prövning en gång vart 5:e år, varefter apparaterna underkänns.
Det är förbjudet att använda cylindrar tillverkade enligt ovanstående GOST före 02/01/2014, vars livslängd är över 40 år.
Enligt mom.22 i tullunionens tekniska föreskrifter "Om säkerheten för utrustning som arbetar under övertryck", cylindrar tillverkade efter 02/01/2014 drivs enligt den beräknade livslängden som anges av tillverkaren i enhetens pass.
Läs mer om livslängden och förvaringsvillkoren för en gasflaska i detta material.
Vi löser juridiska problem oavsett komplexitet. #Stanna hemma och lämna din fråga till vår advokat i chatten. Det är säkrare så.
Ställa en fråga
Teknisk undersökning - cylinder
Teknisk certifiering av cylindrar inkluderar besiktning inre och yttre ytor på cylindrar; kontrollera massan och kapaciteten; hydrauliskt test.
Teknisk certifiering av cylindrar, med undantag för de som diskuteras nedan, utförs minst en gång vart 5:e år även vid tankningsföretag eller bensinstationer. Samtidigt undersöks de inre och yttre ytorna, ett hydrauliskt test utförs och cylinderns massa och kapacitet kontrolleras. Acetylencylindrar utsätts för extern inspektion, pneumatisk testning och porös massatestning.
Teknisk certifiering av cylindrar utförs i enlighet med reglerna för konstruktion och säker drift av tryckkärl och paragrafer.
Teknisk certifiering av cylindrar utförs i enlighet med reglerna för design och säker drift av tryckkärl i USSR Gosgortekhnadzor och IV-B - 165 - IV-B - 172 i dessa regler.
Teknisk certifiering av cylindrar, som nämnts ovan, produceras en gång vart 5:e år på en gasdistributionsstation eller en speciell punkt.
Teknisk certifiering av cylindrar utförs i enlighet med reglerna för design och säker drift av tryckkärl och HP.
resultat teknisk undersökning av cylindrar med en kapacitet på mer än 100 liter anges i certifikatet för cylindrar. Stämplarna på cylindrarna i detta fall sätts inte.



resultat teknisk undersökning av cylindrar med en kapacitet på mer än UN n anges i certifikatet för cylindrar. Stämpeln på cylindrarna i detta fall sätts inte.
resultat teknisk undersökning av cylindrar med en kapacitet på mer än 100 liter anges i cylindrarnas pass. Stämpeln på cylindrarna i detta fall sätts inte.
resultat teknisk undersökning av cylindrar med en kapacitet på mer än 100 liter anges i certifikaten för cylindrar. Stämplarna på cylindrarna i detta fall sätts inte.
resultat teknisk undersökning av cylindrar med en kapacitet på mer än 100 liter skrivs in i cylindrarnas pass, i det här fallet sätter de inte en stämpel på cylindrarna.
resultat teknisk undersökning av cylindrar med en kapacitet på mer än 100 liter anges i cylindrarnas pass. Stämpeln på cylindrarna i detta fall sätts inte.
resultat teknisk undersökning av cylindrar med en kapacitet på mer än 100 liter anges i certifikatet för cylindrar. Stämplarna på cylindrarna i detta fall sätts inte.
resultat teknisk undersökning av cylindrar med en kapacitet på mer än 100 liter anges i cylindrarnas pass. Stämpeln på cylindrarna i detta fall sätts inte.
resultat teknisk undersökning av cylindrar med en kapacitet på mer än 100 liter anges i certifikatet för cylindrar. Stämplarna på cylindrarna i detta fall sätts inte.
Olämplig för vidare användning
Varför ska cylindrar som har arbetat ut standardlivslängden men har klarat den tekniska undersökningen inte accepteras för tankning?
Enligt paragraf 485 i reglerna ... är även gasfartyg som har klarat det tekniska testet och har avtjänat regleringsperioden olämpliga för vidare användning.
I samma paragraf anges att om fall av framgångsrik omprövning efter november 2014 av en tank vars livslängd har löpt ut påträffas, ska dessa resultat annulleras, eftersom enligt de nya reglerna. undersökning av cylindrar efter deras livslängd är förbjuden.
Ett material som har förbrukat sin styrka kan kollapsa när som helst.
Alla dessa åtgärder och strängare regler syftar till att öka säkerheten vid driften av gasbehållare där innehållet är under tryck.
Detta beror på den ökade användningen av uttjänta cylindrar och som ett resultat av att olyckor inträffar.
Att motstå kraven i dessa regler ... innebär att äventyra inte bara din hälsa och ditt liv, utan också andra människors liv, vilket inte bara är orimligt, utan också kriminellt.
Vilka krav måste gasflaskor uppfylla, hur använder man dem på rätt sätt, vad är en undersökning och vilken procedur genomgår flaskor på en gastankstation? Om det i videon:
Hittade du inget svar på din fråga? Ta reda på hur du löser just ditt problem - ring nu:
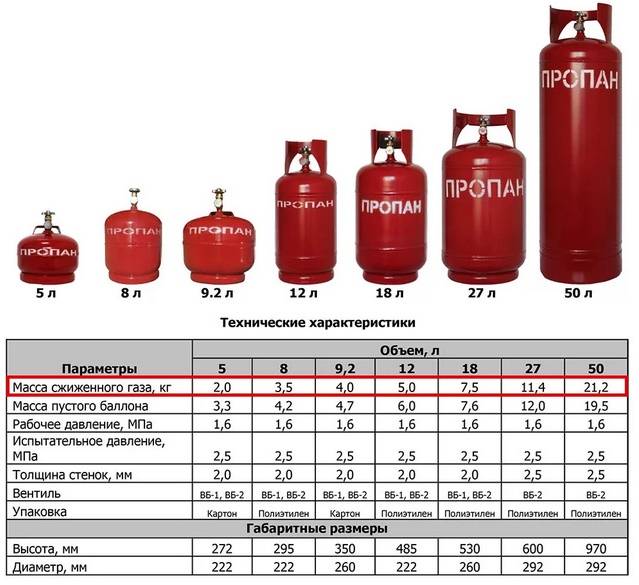
För lagring och transport av komprimerade och flytande gaser används behållare av metall eller kompositmaterial. Dessa kärl är utformade för att gasen kommer att lagras i dem under ett visst tryck.Så, GOST 15860-84 bestämmer att driftstrycket i propantanken inte bör överstiga 1,6 MPa. Det finns även behållare designade för ett högre tryck på 5 MPa. Alla behållare som används för gaslagring måste testas och regelbundet övervakas.
Kontrollerar gasflaskan
Undersökning av en gasflaska är en händelse som först och främst är nödvändig för dess ägare. Certifieringen kan säkerställa att cylindern är säker att använda och kan användas för avsett ändamål, annars får de inte användas. Det finns en enda undersökningsprocedur, under vilken cylindrarnas ytor inspekteras för att upptäcka skador på ytan.
Utför en kvalitetskontroll av märkning och färg för att uppfylla kraven i GOST, kranens tillstånd. Dessutom, i processen för certifiering, utförs hydrauliska tester av gaslagringstankar. Resultaten av inspektionen och utförda tester registreras i passet som medföljer produkten under hela dess drift.
Utan att utföra sådana åtgärder är tankning och drift av behållare för lagring och transport av gas oacceptabelt. Inspektion av cylindrar och utfärdande av en slutsats om dem kan endast utföras av en organisation som har alla nödvändiga tillstånd och befogenheter från relevanta statliga tillsynsmyndigheter.
Fartyg för lagring av gaser ska certifieras en gång med några års mellanrum. Varaktigheten beror på flera parametrar - på materialet, till exempel om cylindrarna är gjorda av legerat eller kolstål, räcker det för dem att gå igenom denna procedur en gång vart femte år.Cylindrar installerade på bilar som en del av gasol måste certifieras inom tre eller fem år.
Cylindrar, som arbetar under stationära förhållanden och är avsedda för lagring av inerta gaser, genomgår nödvändiga undersökningar en gång vart tionde år.
De angivna inspektionsperioderna måste följas strikt. Allt handlar om säkerhet. Om behållarna är avsedda för förvaring och transport av propan, acetylen eller annan explosiv gas kan eventuella defekter på cylinderns utsida leda till irreparable konsekvenser.
Så snart tvivel uppstår om prestanda hos en gaslagringstank är det nödvändigt att dra tillbaka den ur cirkulationen och köpa eller hyra en ny.
Fall där användning av tryckmätare är förbjuden.
Om det inte finns någon tätning eller märke i tryckmätaren, kalibreringsperioden är försenad eller växelvisaren inte återgår till den ursprungliga markeringen, med mer än hälften av det tillåtna felet när det slås på, är det förbjudet att använda ett sådant tryck mätare.
Dessutom är det inte tillåtet att använda ett instrument där glaset är trasigt eller har andra skador som kan påverka avläsningarnas korrekthet.
Sammanfattningsvis noterar vi att en funktionsduglig tryckmätare kan fungera som en garanti för säkerheten vid arbete med gassvetsutrustning.
Mätanordningar och verktyg kräver kontroll med hjälp av metriska mätare. Tryckmätare som analyserar trycket hos vätskor och gaser installeras på värmepannor, gasflaskor och används på produktionsenheter. För att erhålla korrekta avläsningar av enheten och skydda företagets anställda, bör periodisk kalibrering av tryckmätare utföras.
Design och typer
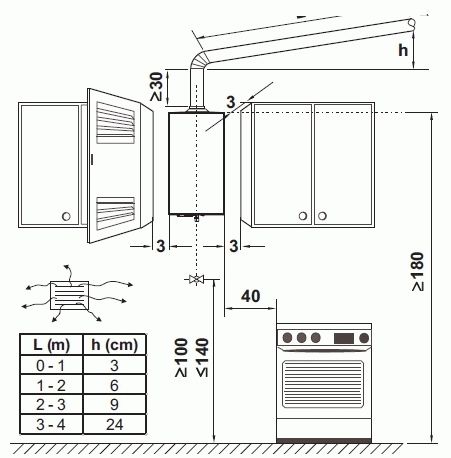
Propan (CH3)2CH2 är en naturgas med ett högt värmevärde: vid 25°C överstiger dess värmevärde 120 kcal/kg
Samtidigt bör den användas med särskilda försiktighetsåtgärder, eftersom propan är luktfri, men även vid sin koncentration i luften på endast 2,1 % är den explosiv
Det är särskilt viktigt att propan, eftersom den är lättare än luft (propanens densitet är endast 0,5 g/cm 3), stiger och därför även vid relativt låga koncentrationer är en fara för människors välbefinnande
En propanreducerare måste utföra två funktioner - att tillhandahålla en strikt definierad trycknivå när någon enhet är ansluten till den, och att garantera stabiliteten hos sådana tryckvärden under ytterligare drift. Oftast används gassvetsmaskiner, gasvärmare, värmepistoler och andra typer av värmeutrustning som sådana enheter. Denna gas används också för propancylindern i en bil som körs på flytande bränsle.








Det finns två typer av propanreducerare - en- och tvåkammar. De senare används mindre ofta, eftersom de är mer komplexa i sin design, och deras särskiljande förmåga - att konsekvent minska gastrycket i två kammare - används i praktiken endast med ökade krav på den tillåtna nivån av tryckfall. BPO 5-3, BPO5-4, SPO-6 etc. anses vara vanliga modeller av växellådor. Den andra siffran i symbolen indikerar det nominella trycket, MPa, vid vilket säkerhetsanordningen utlöses.

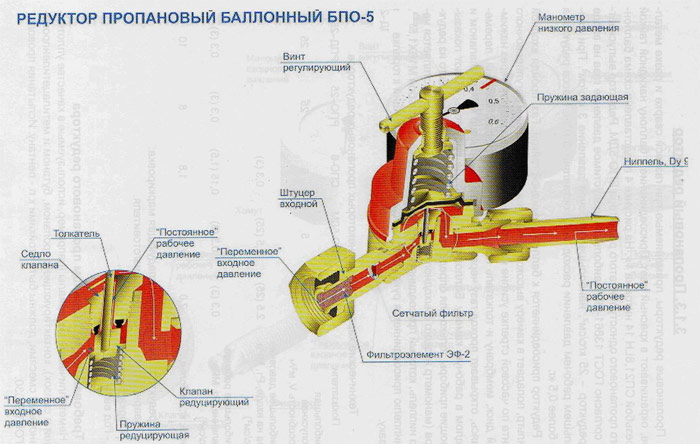
Strukturellt består en enkammarpropanreducerare av BPO-5-typ (Balloon Propane Single-chamber) av följande komponenter och delar:
- Kår.
- påskjutare.
- Ventilsäte.
- Reducerande fjäder.
- membran.
- Reduktionsventil.
- Anslutningsnippel.
- Inloppskoppling.
- inställning våren.
- nätfilter.
- Tryckmätare.
- Justerskruv.
De viktigaste tekniska egenskaperna hos propanreducerare är:
- Maximal genomströmning i termer av gasvolym per tidsenhet, kg / h (markerad med en siffra omedelbart efter bokstavsförkortningen; till exempel är en propanreducerare av typen BPO-5 utformad för att inte passera mer än 5 kg propan per timme);
- Maximalt inloppsgastryck, MPa. Beroende på enhetens storlek kan den vara i intervallet från 0,3 till 2,5 MPa;
- Maximalt utgående tryck; i de flesta utföranden är den 0,3 MPa och anpassad till samma indikator för en gasförbrukande enhet.
Alla tillverkade propanreducerare måste helt uppfylla kraven i GOST 13861.

TRYCK PÅ CYLINDERN
Crimpning är processen för att testa en HBO-cylinder i en bil för styrka och täthet.
Hur går verifieringen till?
Hydrauliska (vatten) och pneumatiska (luft) tester utförs:
Hydraulisk: all luft avlägsnas från kärlet och fylls med vatten;
Under tryck utförs ett läckagetest, varefter cylindern töms (torkning);
Pneumatisk: kärlet nedsänks i en behållare med vatten och testas med tryckluft eller inert gas (i enlighet med PB 03-576-03 är det tillåtet att ersätta en procedur med en annan).
Kärnan är densamma - kontrollera tätheten.
Efter att ha klarat trycktestet anses bilcylindern vara lämplig för användning och överförs för verifiering (certifiering och varumärke).
CYLINDERVERIFIERING
Verifiering av en gasflaska (propan och metan) fungerar som bekräftelse på att gasflaskans fulla överensstämmelse med säkerhetskraven.
Efter alla kontroller av cylindern utförs dess certifiering: dokumentering av tillståndet för tillträde och vidare drift av cylindern i HBO-systemet.
Kunden får:
Intyg om utförande av periodiska tester av gasballongutrustning installerad på fordonet (formulär 2B);
Markera i passet datumet för nästa omprövning av fordonet;
Verifikationsdokumenten för bilens gascylinder indikerar att fartyget utsattes för extern och intern inspektion och hydrauliska (pneumatiska) tester och befanns vara lämplig för vidare arbete i bilens HBO-system.
Resultatet av cylinderverifieringen, nämligen certifikatet i blankett 2B, måste medföras. Det kan krävas för uppvisande i tre fall: på begäran av trafikpolisinspektören, vid fordonsunderhåll (TO) och mottagande av ett diagnoskort, samt på vissa bensinstationer (som kräver certifikat för flaskverifiering vid tankning).
PRIS PÅ UNDERSÖKNING OCH CERTIFIERING AV CYLINDRE
Kostnaden för arbetet beror på skicket på HBO-cylindern som identifierades under certifieringen (om korrosionsrengöring, grundning, målning etc. krävs) och om ytterligare arbete krävs (demontering-installation eller tillhandahålls i en demonterad och förberedd , rengöras från smuts).
Kostnad för undersökning, omcertifiering, tryckprovning och verifiering av 1 cylinder (utan demontering), inklusive utförande och utfärdande av papper på dess verifiering (2a, 2b):
Om cylindern har korrosion (högst 10% av kärlets totala yta), utförs ytterligare målningsarbete före tryckprovning, enligt prislistan:
| Rengöring + förberedelse + grundning + målning + applicering av teknisk inskription (restaurering) | |
| 3 000 rub | 50l flaska (diameter 300, L upp till 1000 mm) |
| 5 000 rub | för diameter 360, L 1300 mm |
| 7 000 rub | diameter 400 - 500, L 1000 mm |
Genomförandetid - 2 dagar.
Som du kan se är priserna för alla procedurer mycket billiga, med tanke på volymen av arbete med gasutrustning. Detta är ett litet pris att betala för säkerheten för cylindern du bär i din bil.
Reparation av gascylinderventil
De huvudsakliga felen i gasventiler
Faktum är att utformningen av gasventilen inte är svår och det finns inget speciellt att bryta i den. Men ändå, av ett antal anledningar, kan det antingen börja passera gas eller helt misslyckas. En av anledningarna till dess haverier är personalens oförsiktiga attityd. Till exempel att applicera överdriven kraft när du öppnar eller stänger. Detta kan antingen ta av tråden eller bryta skaftet.
Dessutom kan främmande partiklar som kommer in i regulatorn hindra dem från att helt stänga ventilen, och detta kommer oundvikligen att leda till gasläckage. I vilket fall som helst, vid minsta misstanke om defekter i gasventilens kropp eller mekanism, måste cylindern tas bort från arbetsplatsen eller bekvämlighetslokalerna och skickas för reparation.
Ja, utan tvekan, gasventilen kan tas bort från cylindern och inspekteras av dig själv och, vid behov, rengöras eller repareras, men vi får inte glömma att allt arbete med en gasflaska medför en potentiell fara.Det är därför det finns ett strikt förbud mot att demontera gasventiler självständigt under hantverksmässiga förhållanden. Om det till och med finns en liten möjlighet att överföra reparationen av en gasventil till en verkstad, är det bättre att göra det.
Kalibrering av tryckmätare: termer, metodik, regler
Olika mätanordningar kan installeras i tryckluftsinsprutningssystemet, en tryckmätare används ofta. Liksom många andra enheter måste denna genomgå periodiskt underhåll. Endast i det här fallet kan du vara säker på att det kommer att pågå under en lång period, och de erhållna avläsningarna kommer att vara korrekta. Beakta alla funktioner i tryckmätarens verifieringsförfarande mer detaljerat.



Kalibrering av tryckmätare: regler
Tryckmätarna bör kontrolleras enbart med hänsyn till de grundläggande reglerna och rekommendationerna, eftersom misstag kan leda till en minskning av produktens noggrannhet. De grundläggande reglerna är följande:
- Först inspekteras en tryckmätare för att fastställa mekanismens tillstånd. Skador på enheten kan tyda på att verifiering inte alls är värt det. Vissa av defekterna kan elimineras, till exempel genom att byta ut skyddsglaset, allt beror på egenskaperna hos en viss tryckmätaremodell.
- De mest ungefärliga villkoren för drift skapas. Ett exempel är indikatorn för luftfuktighet, atmosfärstryck och rumstemperatur.
- I början av testet måste pekaren stå på noll. Detta eliminerar risken för ett fel vid tidpunkten för mätningen.
Om det inte är möjligt att ställa in pilen till noll, justeras enheten med en speciell bult.
Villkor för verifiering av tryckmätare
Fokus ligger på deadlines.Syftet med kalibreringen är att förbättra avläsningarnas noggrannhet. Bland funktionerna noterar vi följande punkter:
Det är möjligt att självständigt utföra proceduren i fråga endast om enheten är installerad som en del av oansvariga mekanismer.
Behöver jag kalibrera mätare?
Primär verifiering av enheten utförs för att bestämma det nominella trycket. I framtiden låter kontroll dig utesluta möjligheten att minska noggrannheten.
Periodisk kalibrering av tryckmätaren krävs för att utesluta risken för fel.
Vissa system kan inte användas utan användning av en tryckmätare.
Om du inte utför proceduren i tid kan du stöta på följande problem:
- Mätfel. I vissa fall minskar inte ett litet fel kompressorns effektivitet, i andra är trycknoggrannheten viktig.
- Livslängden för tryckmätaren reduceras avsevärt. Vissa skador på mekanismen under långvarig drift kan leda till snabbt slitage. Kostnaden för högprecisionsmanometrar är mycket hög.
- Det finns risk för läckage av mediet, vilket kommer att orsaka en minskning av trycket i systemet.
Sammanfattningsvis noterar vi att om det är nödvändigt att kalibrera kompressorns mätanordning kan du utföra sådant arbete själv. För att göra detta kan du köpa en speciell enhet i en specialiserad butik. Andra mekanismer, som är föremål för högre krav, bör kontrolleras uteslutande av en specialist. Efter proceduren bör en fyllning placeras.
, välj ett stycke text och tryck på Ctrl+Enter.
Kontrollerar gaslarm i Sevastopol
CJSC "YUSTIR" utför verifiering av gaslarm, både på anläggningen och i ett specialiserat laboratorium, i enlighet med gällande verifieringsmetoder.
Gaslarm är utformade för att förhindra gasläckor: propanmetan, kolmonoxid, etc., de är installerade i pannrum och hydraulisk sprickbildning. Som regel kalibreras signalanordningar en gång per år (beroende på modell kan kalibreringsintervallet vara olika).
Syftet med verifieringen är att identifiera en defekt gaskontaminationsdetektor genom att simulera upp till explosiva koncentrationer med hjälp av verifieringsgasblandningar (CGM).
Verifiering på plats - våra specialister är redo att gå till platsen med den nödvändiga utrustningen för att kalibrera gaslarm på driftplatsen, för att justera och kalibrera med hjälp av testgasblandningar.
Verifiering i laboratoriet
Vårt företag gör justeringar och reparationer i ett utrustat laboratorium, har ett brett utbud av reservdelar för reparation av gasföroreningslarm, både inhemska och importerade.
Laboratoriet uppfyller alla krav i verifieringsproceduren, vilket är oerhört viktigt vid uppställning och kalibrering samt kalibrering av gasdetektorer. Vid behov har organisationen en stor utbytesfond av verifierade gaslarm, vilket möjliggör leverans till laboratoriet för efterföljande reparation av enheten
Verifiering av gasanalysatorer utförs på installationsplatsen på kundens plats. Verifiering av gasdetektorer för kolmonoxid och metan (verifiering av gassensorer) bör utföras en gång per år.
CJSC "YUSTIR" utför ett komplex av arbeten för att organisera verifiering, kalibrering och reparation av gaslarm.Verifiering av gasdetektorer utförs med utfärdande av intyg om verifiering av det etablerade provet. I priset ingår en hel cykel med att utföra en robot för kontroll av gaslarm.
Slutsatser och användbar video om ämnet
Vad du bör vara försiktig med när du köper cylindrar:
Rekommendationer för självreparation:
Endast servicebar gasutrustning kan garantera komfort och säkerhet för husägare
Regelbundna kontroller är ett annat sätt att skydda medborgare från en oavsiktlig olycka, så kraven på gastjänsten måste behandlas med uppmärksamhet och ansvar.
När det gäller gasreducerare, bjud in en specialist en gång om året att kontrollera tryckmätare och, om nödvändigt, byta ut eller reparera utrustning.
Du kan delta i diskussionen, lämna till materialet, dela din erfarenhet eller ställa frågor av intresse till våra specialister - kontaktblocket finns under artikeln.