- Hur man kommer igång som nybörjarsvetsare
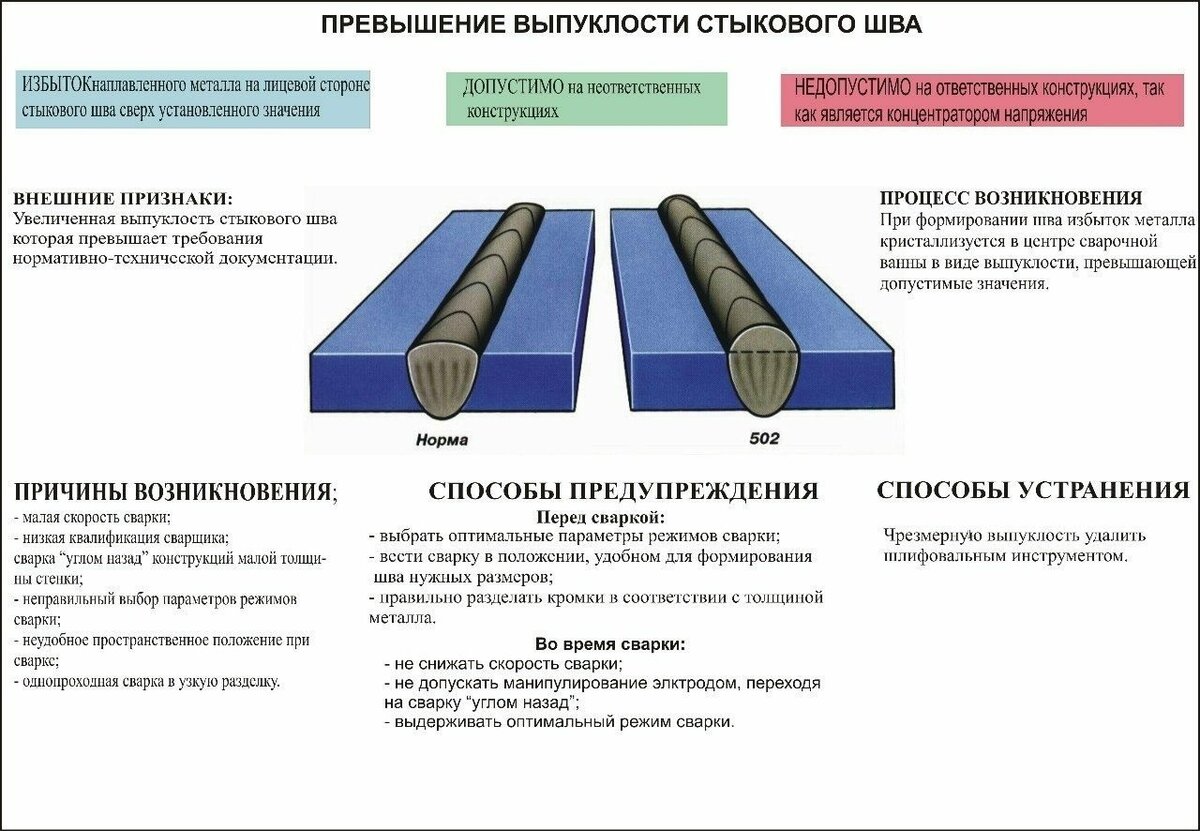
- Eventuella defekter i svetsfogar och sömmar
- Elektrisk svetsteknik
- Hur man tänder en båge
- Svetshastighet
- Svetsmetoder
- Tips sex
- Vad behöver du för svetsning hemma?
- Vad mer behöver du ha
- Svetselement
- Grunderna i elektrisk svetsning
- Typer av elektrisk svetsning
- Svetsteknik
- Steg-för-steg-instruktioner för svetsning med en inverter
- Verktyg och redskap
- Utrustningstyper
- Verktyg och redskap
- Svetsteknik
Hur man kommer igång som nybörjarsvetsare
Här har du äntligen en svetsväxelriktare, en svetsmask och elektroder framför dig. Detta är inte allt som en erfaren svetsare behöver, men det räcker med en nybörjare för att börja. lära sig laga mat med elsvets.
Först och främst måste du ansluta två kablar till växelriktaren. En kabel med en elektrodhållare och den andra med en jordad terminal
Var det är bättre att ansluta vilken kabel till växelriktarens plus eller minus är ännu inte så viktigt. Du kan lära dig mer om direkt och omvänd polaritet och gradvis lära dig grunderna för svetsning
Därför ansluter vi djärvt elektrodhållaren till växelriktarens plus, och klämman med jord till den negativa kontakten, sätter in elektroden i hållaren och försöker laga mat. I detta fall, innan du tänder elektroden, justera svetsströmmen på växelriktaren korrekt.Använd bara tabellen med parametrarna för elektroderna och svetsströmmen (se ovan) och välj sedan det lämpligaste värdet.
Så först måste du lära dig hur man tänder en båge. Detta görs genom att lätt knacka elektroden på metallen eller genom att lätt flytta dess spets över metallen. För nybörjare är det att föredra att använda det andra alternativet.
Det är inte nödvändigt att sticka in elektroden för hårt i metallen, eftersom den definitivt kommer att fastna på ytan. Så fort svetsbågen tänds måste du hela tiden hålla den brinnande medan svetsning pågår. I detta fall bör avståndet mellan elektroden och metallytan vara ca 2-3 mm (kort båge).
Om allt fungerade för dig och bågen brinner kan du försöka svetsa arbetsstycket. För att göra detta, luta elektroden åt sidan och håll den i en vinkel på 40-60 grader. Börja försiktigt flytta elektroden från sida till sida längs fogen. Man kan leda elektroden på olika sätt, men det är helt enkelt omöjligt att bemästra allt på en gång.
Eventuella defekter i svetsfogar och sömmar
Elsvetsning är en komplex process och allt går inte alltid smidigt.
Som ett resultat av fel i arbetet kan sömmar och fogar ha olika defekter, inklusive:
- Kratrar. Små fördjupningar i svetssträngen. Kan uppstå som ett resultat av ett bågbrott eller ett fel i utförandet av det sista fragmentet av sömmen.
- Porer. Svetsfogen blir porös till följd av förorening av delarnas kanter med rost, olja etc. Dessutom kan porositet uppstå när sömmen kyls ned för snabbt, vid höga svetshastigheter och vid arbete med våta elektroder.
- Underskärningar. De ser ut som små fördjupningar på båda sidor av sömmen.De uppträder när elektroderna förskjuts i riktning mot den vertikala väggen vid svetsning av hörnfogar. Dessutom bildas underskärningar vid arbete med en lång båge eller om svetsströmvärdena är för höga.
- Slagginneslutningar. Det finns slaggbitar inuti svetssträngen. Detta kan hända om kanterna är smutsiga, svetshastigheten är hög eller om svetsströmmen är för låg.
Dessa är de vanligaste svetsdefekterna, men det kan finnas andra.
Elektrisk svetsteknik
Elektrisk svetsning är en process som sker under inverkan av höga temperaturer, över smältningen av metallen. Som ett resultat av svetsning bildas en så kallad svetsbassäng på metallytan, som fylls med en smält elektrod och bildar därmed en svets.
Därför är huvudvillkoren för genomförandet av elektrisk svetsning att antända elektrodbågen, smälta metallen på arbetsstyckena som ska svetsas och fylla svetspoolen med den. Det verkar i all enkelhet vara väldigt svårt för en oförberedd person att göra detta. Först måste du förstå hur snabbt elektroden brinner, och detta beror på dess diameter och strömstyrka, och även kunna särskilja slagg under metallsvetsning.
Dessutom är det nödvändigt att upprätthålla en enhetlig hastighet och korrekt rörelse av elektroden under svetsning (från sida till sida), så att svetsen är jämn och pålitlig, kan motstå brottbelastningar.
Hur man tänder en båge
Början av utvecklingen av elektrisk svetsning bör vara med rätt tändning av bågen. Träning görs bäst på en onödig metallbit, men den bör inte vara rostig, eftersom detta kommer att komplicera uppgiften allvarligt och kan förvirra en nybörjarsvetsare.
Det finns två enkla sätt att starta en båge:
- Genom att snabbt röra elektroden på arbetsstyckets yta och sedan dra upp den till ett avstånd av 2-3 mm. Om du lyfter elektroden från metallen ovanför kan ljusbågen försvinna eller bli för instabil;
- Slå elektroden på ytan av arbetsstycket som ska svetsas, som om du tände en tändsticka. Det är nödvändigt att röra metallen med spetsen på elektroden och dra den 2-3 cm över ytan (mot svetsplatsen) tills bågen antänds.
Den andra metoden för tändning av bågen är bäst lämpad för nybörjare elektriska svetsare, eftersom det är det enklaste. Kortsiktig vägledning om metall värmer också upp elektroden, och då blir det mycket lättare att laga mat med den.


Efter antändning av bågen bör den hållas så nära arbetsstyckets yta som möjligt, på ett avstånd av högst 0,5 cm. Dessutom måste detta avstånd hållas ungefär detsamma hela tiden, annars kommer svetsen att vara ful och ojämn.
Svetshastighet
Elektrodens hastighet beror på tjockleken på metallen som svetsas. Följaktligen, ju tunnare den är, desto snabbare är svetshastigheten och vice versa. Erfarenhet av detta kommer med tiden, när du lär dig hur man tänder en båge och börjar laga mat mer eller mindre. Bilderna nedan visar illustrativa exempel genom vilka du kan förstå med vilken hastighet svetsningen utfördes.
Om långsamt visar sig svetssömmen vara tjock och dess kanter är starkt smälta. Om elektroden tvärtom drivs för snabbt, är sömmen svag och tunn, såväl som ojämn. Vid rätt svetshastighet fyller metallen svetsbadet helt.
Dessutom, när du övar svetsning, måste du övervaka elektrodens korrekta vinkel i förhållande till metallytan.Vinkeln ska vara cirka 70 grader och kan ändras vid behov. Under bildningen av svetsen kan elektrodens rörelse vara longitudinell, translationell och oscillerande, från sida till sida.
Var och en av dessa elektrodledande tekniker låter dig uppnå önskad söm, minska eller öka dess bredd och även ändra några andra parametrar.
Svetsmetoder
För närvarande finns det många metoder som används för svetsning. De är uppdelade efter olika kriterier. Denna information kommer att vara användbar för en nybörjare, så du bör definitivt läsa den.
Beroende på uppvärmningen kan produktens kanter smälta helt eller vara i plastiskt tillstånd. Den första metoden kräver också att vissa krafter appliceras på delarna som ska sammanfogas - trycksvetsning.
I den andra bildas anslutningen som ett resultat av bildandet av en svetspool, i vilken det finns smält metall och en elektrod.
Det finns andra svetsmetoder där produkten inte värms upp alls - kallsvetsning eller inte förs till ett plastiskt tillstånd - anslutning med ultraljud.
Metoder och typer av svetsning.
Andra typer av svetsning listas nedan:
- Smed.
I denna metod värms ändarna av produkterna som ska sammanfogas i en ugn och smids sedan. Denna metod är en av de äldsta och används för närvarande praktiskt taget inte. - Gaspress.
Kanterna på produkterna värms upp av en syre-acetylen-stam över hela planet och bringas till ett plastiskt tillstånd, varefter de utsätts för kompression.Denna metod är mycket effektiv och produktiv. Det används vid konstruktion av gasledningar, järnvägar, maskinteknik. - Kontakt.
Delarna ingår i svetsutrustningens elektriska krets och ström passerar genom dem. En kortslutning uppstår vid kontaktpunkten för delarna, som ett resultat av vilket en stor mängd värme frigörs vid korsningen. Det räcker att smälta och ansluta metallen. - Rumpa, fläck och söm - sorter av kontaktmetoden för att fästa produkten.
- Vält.
Den används vid anslutning av plåtstrukturer som kräver högkvalitativa och pålitliga sömmar. - Termit.
Metallen hålls samman genom att bränna termit - en blandning av järnskalpulver och rent aluminium. - Atomvatten.
Produktens kanter smälts genom verkan av en ljusbåge som brinner mellan två volframelektroder. Elektroderna är anslutna till speciella hållare genom vilka väte tillförs. Som ett resultat skyddas svetsbassängens båge och flytande metall av väte från de skadliga effekterna av atmosfäriska gaser som syre och kväve. - Gas.
Kärnan i metoden är att använda en låga för att värma och smälta delar. Lågan erhålls genom att bränna brännbar gas i en syreatmosfär. Gas-syreblandningen erhålls med hjälp av speciella brännare.
Gassvetsmetoden avser smältsvetsning. Mellanrummen mellan produkterna är fyllda med fylltråd. Denna metod används i stor utsträckning inom olika områden av mänskligt liv. Hittas oftast vid anslutning av tunnväggiga produkter, icke-järnmetaller, gjutjärn.
När man arbetar med en växelriktarapparat är polariteten hos elektroderna av ingen liten betydelse.Beroende på schemat ändras delens uppvärmningsintensitet, vilket gör att du kan skapa olika svetsförhållanden
Tips sex
Berusad sjö till knädjupt. Svetsa aldrig när du är påverkad av alkohol. Det är bättre att lämna jobbet än att svetsa "dricka". Detta råd är relevant för Ukraina. Jag var tvungen att se hur en svetsare i den fjärde kategorin gifte sig efter att han svetsade när han var full. Dagen efter trodde han inte sina ögon. Han förnekade att det var hans jobb. Om designen är ansvarig, är allt mycket värre. I ett byggföretag skickades en svetsare, som inte kunde utföra en vertikal söm, till platsen, där hans uppgifter inkluderade installation och installation av balkonger och räcken på dem. Föreställ dig nu att han oftast utförde detta arbete när han var berusad. Förresten, dessa skyskrapor är redan bebodda av människor, och byggföretaget har inte funnits på länge.



Vad behöver du för svetsning hemma?
För att utföra arbetet behöver du först och främst en svetsmaskin. Det finns flera varianter av det.
Låt oss bestämma vilken vi föredrar.
- svetsgenerator. En utmärkande egenskap är förmågan att generera elektrisk energi och använda den för att skapa en båge. Det kommer att vara användbart där det inte finns någon strömkälla. Den har imponerande dimensioner, så den är inte särskilt bekväm att använda.
- svetstransformator. Enheten omvandlar växelspänningen som tillförs från nätet till en växelspänning med en annan frekvens, vilket är nödvändigt för svetsning. Enheterna är lätta att använda, men har betydande dimensioner och reagerar negativt på eventuella strömstörningar.
- Svetslikriktare.En anordning som omvandlar spänningen som tillförs från nätet till likström, vilket är nödvändigt för bildandet av en elektrisk ljusbåge. Skiljer sig i kompaktitet och hög effektivitet i arbetet.
För hemmabruk är en likriktare av invertertyp att föredra. De kallas vanligtvis helt enkelt växelriktare. Utrustningen är mycket kompakt. Vid arbete hängs den på axeln. Funktionsprincipen för enheten är ganska enkel.
Den omvandlar högfrekvent ström till likström. Att arbeta med denna typ av ström ger den högsta kvaliteten på svetsen.
Svetsgeneratorn kan fungera i frånvaro av ett nätverk. Den producerar el på egen hand. Systemet är mycket skrymmande, det är ganska svårt att arbeta med det.
Växelriktare är ekonomiska, de arbetar från ett hushållsnätverk. Dessutom är det bättre att arbeta med dem för en nybörjare. De är extremt lätta att använda och ger en stabil båge.
Nackdelarna med växelriktare inkluderar en högre kostnad än andra enheter, känslighet för damm, fukt och överspänningar.
När du väljer en växelriktare för hemmasvetsning, var uppmärksam på intervallet av svetsströmvärden. Minsta värde - 160-200 A
Ytterligare utrustningsfunktioner kan göra jobbet lättare för en nybörjare.
Av dessa trevliga "bonusar" är det värt att notera:
- Hot Start - vilket innebär en ökning av den initiala strömmen som tillförs i det ögonblick som svetsbågen tänds. Tack vare detta är bågen mycket lättare att aktivera.
- Anti-Stick - minskar automatiskt svetsströmmen om elektrodstaven sitter fast. Detta gör det lättare att ta av den.
- Arc Force - ökar svetsströmmen om elektroden förs till arbetsstycket för snabbt. I detta fall uppstår inte stickning.
Förutom en svetsmaskin av vilken typ som helst kommer elektroder att behövas. Deras varumärke väljs bäst enligt en speciell tabell, som anger vilken typ av material som svetsas.
Du behöver också en svetsmask. Det bästa är den som bärs på huvudet. Modeller som du vill hålla i handen är extremt obekväma.
Det är nödvändigt att arbeta med svetsning endast i en skyddsdräkt. En speciell mask skyddar dina ögon från ultraviolett strålning och stänk, en tight kostym och canvashandskar förhindrar brännskador
Masken kan vara ett enkelt tonat glas eller den så kallade "kameleonten". Det senare alternativet är att föredra, för när en båge dyker upp blir glaset automatiskt mörkt.
Det är nödvändigt att endast arbeta i speciella kläder som skyddar mot stänk och ultraviolett strålning. Det kan vara tjocka bomullsoveraller, stövlar eller höga stövlar, canvas eller gummerade handskar.
Vad mer behöver du ha
En svetsmaskin utan elektroder är en helt värdelös enhet. Elektroder är förbrukningsvaror, de är också olika: förbrukningsbara och icke förbrukningsbara, metalliska (gjorda av stål, koppar och andra metaller) och icke-metalliska, i form av en tråd eller en styv stång, med olika skyddande beläggningar, etc.
För dem som undrade hur man svetsar ordentligt med elektroder, är det bäst att börja med universalstavar av stål 3 mm eller 4 mm tjocka. Diametern anges på förpackningen, det kommer inte att vara svårt att välja rätt. Efter att ha bemästrat att arbeta med dem kommer det att vara möjligt att byta till andra typer, men det är osannolikt att de är efterfrågade i vardagen.
Elektroder för inverter
Förutom förbrukningsvaror för svetsning kommer du definitivt att behöva en svetsmask.Det är absolut omöjligt att arbeta utan det, annars kan du snabbt få en brännskada av hornhinnan i ögonen och många andra synproblem. Det bästa är masker med kameleontglas. Eller snarare, med ett automatiskt ljusfilter som reagerar på förändringar i belysningen och skyddar ögonen från skadlig strålning.



Det är också lämpligt att skaffa lämpliga kläder, skor och handskar som inte bränns av gnistor och i så fall kan de skydda mot elektriska stötar.
Från verktygen behöver du en hammare för att slå av skalan från sömmen, såväl som alla typer av skruvstäd, klämmor och magnetiska hörn, med vilka du kan fixa delarna som ska svetsas i önskat läge.
Minimiuppsättning för en nybörjarsvetsare
Svetselement
Efter att ha behärskat grunderna i svetsprocessen, kan du fortsätta med att ansluta elementen till en enda struktur. Och även här finns det subtiliteter förknippade med metallens reaktion på en sådan påverkan.
Först och främst måste du korrekt utvärdera sömmens längd och se till att den inte drar delarna som ska sammanfogas i lederna. För att göra detta måste de fixeras i en given position med hjälp av klämmor eller andra metoder. Och för att fixa fixeringen tar de tag i den med tvärgående sömmar på flera ställen. Och först då skållar de.
Svetsordningen beror på fogens längd. I en riktning och i en körning kan endast korta sömmar upp till 300 mm långa svetsas. Om detta avstånd är större är det nödvändigt att kompensera för de resulterande spänningarna genom att suturera i små segment.
Schema för att göra sömmar beroende på längden
Inte alltför vackra sömmar i slutet av arbetet kan försiktigt skäras och slipas med en kvarn.
Grunderna i elektrisk svetsning
Svetsade metallfogar idag är de mest tillförlitliga: delar eller delar smälts samman till en enda helhet. Detta sker som ett resultat av exponering för höga temperaturer. De flesta moderna svetsmaskiner använder en ljusbåge för att smälta metall. Den värmer upp metallen i slagzonen till smältpunkten, och detta händer i ett litet område. Eftersom en ljusbåge används kallas svetsning även för ljusbåge.
Detta är inte riktigt rätt sätt att svetsa)) Som ett minimum behöver du en mask
Typer av elektrisk svetsning
En elektrisk ljusbåge kan bildas av både likström och växelström. Svetstransformatorer svetsas med växelström, växelriktare med likström.
Att arbeta med en transformator är mer komplicerat: strömmen växlar, därför "hoppar den svetsade bågen", själva apparaten är tung och skrymmande. Fortfarande mycket störande ljud, som avger under drift och ljusbågen och själva transformatorn. Det finns ytterligare en olägenhet: transformatorn "ställer" starkt nätverket. Dessutom observeras betydande spänningsstegringar. Denna omständighet är inte särskilt nöjd med grannarna, och dina hushållsapparater kan lida.
Svetsteknik
För att en elektrisk ljusbåge ska uppstå krävs två ledande element med motsatta laddningar. Den ena är metalldelen och den andra är elektroden.
När en elektrod och metall med olika polaritet berörs uppstår en elektrisk ljusbåge. Efter dess utseende, på den plats där den riktas, börjar metallen i delen smälta. Samtidigt smälter elektrodstavens metall och överförs med en elektrisk båge till smältzonen: svetsbadet.
Hur bildas en svetsbassäng? Utan att förstå denna process kommer du inte att förstå hur man svetsar metall korrekt (För att öka bildstorleken högerklicka på den)
I processen brinner också den skyddande beläggningen, delvis smälter, delvis avdunstar och släpper ut några heta gaser. Gaser omger svetsbadet och skyddar metallen från interaktion med syre. Deras sammansättning beror på typen av skyddsbeläggning. Den smälta slaggen täcker också metallen, vilket hjälper till att hålla dess temperatur. För att svetsa ordentligt genom svetsning är det nödvändigt att se till att slaggen täcker svetsbadet.
Svetsen erhålls genom att flytta badet. Och den rör sig när elektroden rör sig. Detta är hela hemligheten med svetsning: du måste flytta elektroden med en viss hastighet

Det är också viktigt, beroende på vilken typ av anslutning som krävs, att korrekt välja dess lutningsvinkel och aktuella parametrar.
När metallen svalnar bildas en slaggskorpa på den - resultatet av förbränning av skyddsgaser. Det skyddar också metallen från kontakt med syre som finns i luften. Efter kylning slås den med en hammare. I det här fallet sprids heta fragment, därför krävs ögonskydd (bär speciella glasögon).
Du kan läsa om hur man gör en brazier av en ballong eller tunna här. Bara vänja dig vid det.
Steg-för-steg-instruktioner för svetsning med en inverter
Först och främst, för svetsning, är det nödvändigt att ha skyddselement:
- grova tyghandskar;
- svetsmask med ett speciellt filter som skyddar ögonen;
- en grov jacka och byxor gjorda av ett material som inte antänds från gnistor som uppstår under svetsning;
- stängda skor med tjocka sulor.
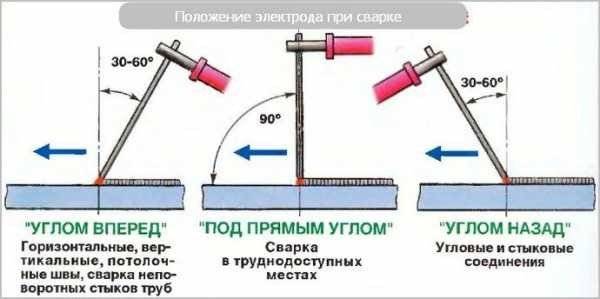
Elektrodens position under svetsning.
Innan du börjar svetsa med en svetsomriktare måste du vidta nödvändiga åtgärder för att skapa säkra arbetsförhållanden.
Korrekt förberedelse av arbetsplatsen är:
- tillhandahåller det nödvändiga lediga utrymmet på bordet, alla onödiga föremål bör tas bort, men som kan stänka;
- skapa högkvalitativ belysning;
- det är nödvändigt att utföra svetsarbete när du står på ett trägolv som skyddar mot elektriska stötar.
Därefter justeras strömmen beroende på delarnas tjocklek och elektroderna väljs. Det senare måste förberedas. Om de bara köptes i ett distributionsnätverk och deras kvalitet är utom tvivel, kan denna åtgärd hoppas över.
Efter att ha förberett elektroderna ansluts massterminalen till produkten.
För att få en högkvalitativ och pålitlig metallanslutning måste den förberedas:
- rost avlägsnas helt från produktens kanter;
- med hjälp av lösningsmedel rengörs olika föroreningar;
- i det sista skedet kontrolleras kanterna för renhet, förekomsten av fett, lack och andra föroreningar är oacceptabelt.
Därefter måste du ansluta svetsomriktaren. Träning görs bäst på en tjock metallplåt som bildar en söm i form av en rulle. Gör den första anslutningen på metallen som ligger horisontellt på bordet. På den ritar du en rak linje med krita längs vilken sömmen kommer att gå.
Växelriktarens elektriska krets.
I processen kan träning på ett sådant föremål förbättra svetstekniken avsevärt.
Svetsprocessen börjar med tändningen av bågen.
Det finns två sätt att utföra den här åtgärden:
- repa på metall;
- knacka på metall.
Valet av metod beror på personens preferenser, det viktigaste vid tändning är att inte lämna spår av svetsning utanför fogområdet.
Efter antändning av bågen antänds en båge från kontakt med metallen, svetsaren tar bort elektroden från delens yta för ett kort avstånd som motsvarar bågens längd och börjar svetsa.
Som ett resultat bildas en svetssöm i korsningen mellan två metalldelar. Det kommer att täckas med fjäll - fjäll på ytan. Den måste tas bort. Detta är mycket enkelt att göra genom att knacka med en liten hammare på sömmen.
Verktyg och redskap
Tekniken för manuell bågsvetsning är relativt enkel och utförs med hjälp av specialiserad utrustning och elektroder. Du behöver också hjälpverktyg och skyddsutrustning.



Utrustningstyper
Det finns tre typer av enheter som kan användas för gör-det-själv bågsvetsning:
- transformatorer. Principen för drift av sådana enheter är baserad på växelström. Det bör noteras att de är ganska tunga, kan orsaka plötsliga förändringar i spänningen i det allmänna elektriska nätverket och är mycket bullriga. Det är ganska svårt att göra en jämn söm på en transformator, bara erfarna svetsare kan göra det. Men om nybörjare är utbildade i bågsvetsning med hjälp av en transformator, blir det mycket lättare att arbeta med annan utrustning;
- likriktare. Driften av enheterna tillhandahålls av halvledardioder. Enheter av denna typ omvandlar växelström till likström. Dessa är mångsidiga enheter. Nästan alla elektroder är lämpliga för dem och svetsning kan utföras på olika metaller.Jämfört med en transformator är svetsprocessen mycket lättare och bågstabiliteten bibehålls;
- växelriktare. De arbetar nästan tyst. Lätt att använda tack vare kompakthet och automatiskt justeringssystem. Under drift producerar enheten en högeffektslikström genom att omvandla växelströmmen.
Bland alla enheter anses växelriktare vara de bästa. De skapar en stabil ljusbåge även under strömstötar och är multifunktionella.
Verktyg och redskap
Innan du svetsar med elektrisk bågsvetsning måste du först förbereda personlig skyddsutrustning och verktyg:
- apparater för svetsning och elektroder till den. De som bara lär sig svetsfärdigheter bör förbereda fler elektroder;
- hjälpverktyg. Bågsvetstekniken innebär avlägsnande av slaggen som har uppstått under svetsning, och för detta behöver du en hammare och en borste för metall;
- skyddskläder. Börja inte svetsa utan en speciell mask, handskar och skyddskläder gjorda av täta material. Det är inte värt att försumma sådana medel, eftersom mänsklig säkerhet beror på dem.
Om du arbetar med enheten för första gången och vill lära dig hur man svetsar ordentligt genom manuell bågsvetsning, rekommenderas det att förbereda träningsmetallelement.
Svetsteknik
Hittills är följande typer av elektrisk bågsvetsning kända:
-
Svetsning med en icke förbrukningsbar elektrod.
Volfram (eller grafit) staven som används som en elektrod smälter inte, men upprätthåller en elektrisk båge. Svetsmetallen levereras i form av tråd eller stång. Denna typ av svetsning kan även fungera utan tillsatsmaterial, i lödkolvsläget.
-
Nedsänkt bågsvetsning.
En elektrod som skapar en ljusbåge matas in i flussskiktet som täcker delen. Således skapas förutsättningar för en idealisk anslutning av metaller, inte föremål för den destruktiva inverkan av luft.
-
Halvautomatisk bågsvetsning.
Elektrodens roll utförs av en metalltråd till vilken en elektrisk ström tillförs. När den smälter sker en automatisk matning (så att bågens längd förblir konstant). Samtidigt injiceras en skyddsgas, koldioxid eller argon, till svetsplatsen. Som ett resultat förbättras svetskvaliteten avsevärt.
Hemma används dessa typer av svetsning praktiskt taget inte. Låt oss därför gå vidare till övervägandet av den fjärde typen av svetsning - manuell elektrisk bågsvetsning.
Manuell bågsvetsning är baserad på användningen av en speciell elektrod i beläggningen
Elektriska svetsmaskiner för manuell svetsning är indelade i två typer - AC och DC. Användningen av växelström gör det möjligt att designa enheter med hög prestanda och kraft. Fördelen med likström, på grund av bristen på polaritetsomkastning, är en mjukare söm med mindre metallstänk.
Reparation av undervattensrörledningar
Svetsmaskinens funktion är baserad på skapandet av en elektrisk ljusbåge vid kontaktpunkten mellan två metalldelar. Hög temperatur (upp till 7000o C) smälter materialet till ett flytande tillstånd och diffusion sker - blandning på molekylär nivå.
Den grundläggande skillnaden mellan svetsning och limning är frånvaron av hjälpmaterial - delarna som ska sammanfogas förvandlas till en monolitisk struktur.
Därför måste det klart förstås att endast homogena metaller kan användas för korrekt tillämpning av svetsning. Du kan inte svetsa aluminium till järn eller koppar till rostfritt stål. Smälttemperaturen för olika material är olika, och skapandet av legeringar ingår inte i svetsutrustningens möjligheter.
För svetsning av järnkonstruktioner finns det olika svetsmaskiner.
-
Transformatorer. De används för att omvandla nätström med en spänning på 220 V till en ström med de parametrar som krävs för att skapa en ljusbåge med hög temperatur. Detta händer på grund av en minskning av spänningen (högst 70 V) och en ökning av strömstyrkan (upp till tusentals ampere). Idag blir sådana enheter gradvis ett minne blott, eftersom de är för skrymmande för hushållsbruk och förbrukar en stor mängd el. Dessutom är driften av transformatorn inte stabil och påverkar nätverkets tillstånd som helhet negativt - när den slås på skapas spänningsfall, känsliga hushållsapparater lider. Det finns en och tre faser.
-
Likriktare.
De omvandlar konsumentnätets växelström till likström. Funktionsprincipen för sådana enheter är baserad på användningen av likriktande kiseldioder, som också kallas ventiler. En karakteristisk skillnad mellan en DC-svetsmaskin och en AC-svetsmaskin är den starka uppvärmningen av elektroden vid den positiva polen. Detta gör det möjligt att kontrollera svetsprocessen: att utföra "mild svetsning", genom att manipulera inställningarna, spara elektroder avsevärt vid skärning av metall.
-
Växelriktare.
Under ganska lång tid (fram till 2000) var de inte tillgängliga för utbredd användning i vardagen på grund av deras höga kostnad. Men senare fick de stor popularitet.Funktionsprincipen för växelriktaren är att omvandla nätväxelström till likström och sedan igen till växelström, men redan högfrekvent. Skillnaden mellan detta schema och transformatorsvetsning är att bågen som erhålls från den konverterade likströmmen är mer stabil.
Den största fördelen med invertersvetsning är förbättringen av den elektriska bågens dynamik, såväl som en betydande minskning av installationens vikt och dimensioner (jämfört med direkta transformatorer). Dessutom blev det möjligt att smidigt justera utströmmen, vilket avsevärt ökade enhetens effektivitet och säkerställde lättheten att tända bågen under drift.
Men det finns också nackdelar:
- tillfälliga begränsningar i användning, som är förknippade med uppvärmning av den elektroniska omvandlingskretsen;
- skapande av elektromagnetiskt "brus", högfrekvent störning;
- den negativa inverkan av luftfuktighet, vilket leder till bildandet av kondensat inuti enheten.




en bra artikel för en svetsare gillade verkligen många användbara saker som sagts.