
- Vad som behövs för lödning av kopparrör
- Metoder för lödning av koppardelar
- Funktioner hos högtemperaturföreningar
- Lödning
- Säkerhetsåtgärder vid lödning av kopparrör
- Isolering av grenrör i värmenätet
- Koppar VVS-system
- Kopparrör för luftkonditioneringsapparater
- Dremel lödkolvar
- Andra lödningsalternativ: arbeta med kopparrör och olika metaller
- Nyanserna av lödning av kopparrör: hur man gör det rätt
- Hur man löder koppartråd till aluminium
- Hur man löder koppar och rostfritt stål
- Lödning av koppar med järn - är det möjligt
- Nödvändiga verktyg och material
- Enheter (lödkolvar)
- Löd och andra förbrukningsvaror
- Installation av vattenförsörjning från kopparrör
- Hur väljer man rätt lödning?
- Förberedelse för lödning
- Utrustning
- material
- Exempel på färdiga vattenrör av kopparrör
- Mjuklödningsteknik
- Att undvika misstag
- Regler för lödning av koppar
- Lödning av stora delar
- Lödtrådar eller tråd
- Lödskålar eller lödhål i koppar
Vad som behövs för lödning av kopparrör
Lödning av kopparrör, vilket inte är svårt att göra med egna händer, kräver inte dyr utrustning och några speciella material. För att kunna implementera det korrekt behöver du följande enheter.
En brännare, på grund av vilken lodet och rörsektionen där de ska anslutas kommer att värmas upp.Som regel tillförs propangas till en sådan brännare, vars tryck regleras av en svetsreducerare.
Specialverktyg för kapning av kopparrör. Eftersom produkter gjorda av denna metall är mycket mjuka, bör de skäras försiktigt nog för att inte skrynkla väggarna. Rörskärare av olika modeller erbjuds på den moderna marknaden, som skiljer sig både i deras funktionalitet och tekniska kapacitet.
Utformningen av individuella modeller av sådana enheter, vilket är viktigt, gör att de kan användas även för arbete på svåråtkomliga platser.
En rörexpander är en anordning som låter dig utöka diametern på ett kopparrör, vilket är nödvändigt för att bättre löda. I olika system monterade från kopparrör används element av samma sektion, och för att ansluta dem kvalitativt är det nödvändigt att öka diametern på ett av de anslutna elementen något. Det är detta problem som en sådan anordning som en rörexpander löser.
Det är detta problem som en sådan anordning som en rörexpander löser.
Kopparrörsutbyggnadssats
Anordning för fasning av ändarna på kopparrör. Efter trimning kvarstår grader på ändarna av delarna, vilket kan störa en högkvalitativ och pålitlig anslutning. För att ta bort dem och ge ändarna på rören den erforderliga konfigurationen, används en avfasare före lödning. Det finns två huvudtyper av avfasningsanordningar på marknaden idag: placerade i en rund kropp och gjorda i form av en penna. Bekvämare att använda, men också dyrare, är runda enheter som kan bearbeta mjuka kopparrör med en diameter på högst 36 mm.
För att korrekt förbereda kopparrör för lödning är det nödvändigt att ta bort alla föroreningar och oxider från deras yta. För dessa ändamål används borstar och borstar, vars borst är gjorda av ståltråd.
Hårdlödning av kopparrör utförs vanligtvis med hårdlödning, som kan vara hög och låg temperatur. Högtemperaturlod är en koppartråd som innehåller cirka 6% fosfor i sin sammansättning. En sådan tråd smälter vid en temperatur på 700 grader, medan för sin lågtemperaturtyp (plåttråd) räcker 350 grader.
Tekniken för lödning av kopparrör innebär användning av speciella flussmedel och pastor som utför en skyddande funktion. Sådana flussmedel skyddar inte bara den bildade sömmen från bildandet av luftbubblor i den, utan förbättrar också avsevärt vidhäftningen av lodet till rörmaterialet.
Förutom flussmedel, lödning och andra grundläggande element kommer ytterligare verktyg att behövas för att löda kopparrör, som finns i varje verkstad eller garage. För att löda eller svetsa kopparprodukter, förbered dessutom:
- vanlig markör;
- roulett;
- byggnadsnivå;
- en liten borste med styva borst;
- en hammare.
Innan arbetet påbörjas är det också viktigt att bestämma hur man löder kopparrör. Det kan finnas två huvudalternativ: lödning av koppar (mindre vanligt) och användning av mjuklödning. När du löser detta problem är det viktigt att utgå från det faktum att det finns krav på användningen av en eller annan typ av lod
Så hårdlod används för lödning av element i kylenheter och luftkonditioneringsapparater. I alla andra fall (vattenförsörjningssystem, värmesystem etc.) kan tenntråd användas.Men vilken teknik som än väljs bör man komma ihåg att flödet är nödvändigt i alla fall.
När man löser denna fråga är det viktigt att utgå från det faktum att det finns krav på användningen av en eller annan typ av lod. Så hårdlod används för lödning av element i kylenheter och luftkonditioneringsapparater.
I alla andra fall (vattenförsörjningssystem, värmesystem etc.) kan tenntråd användas. Men vilken teknik som än väljs bör man komma ihåg att flödet är nödvändigt i alla fall.
Rengöringsborstar kopparrörets insida innan lödning
Metoder för lödning av koppardelar
För att ansluta kopparrör används endast två lödmetoder. Var och en används enligt detaljspecifikation och egenskaper. Gör-det-själv lödning av kopparrör är uppdelad i:
- Vid höga temperaturer kallas det annars "fast". Temperaturindikatorn i detta läge når 900 °. Eldfast lödning gör att du kan producera en söm med höghållfasthetsindikatorer, denna metod används vid tillverkning av rörledningar som utsätts för höga belastningar.
- Mjuklödningsprocessen utförs vid temperaturer från 130 °, den används i hushållsapplikationer när man arbetar med rör med en diameter på upp till 1 cm. Tekniken involverar sammanfogning genom dockning, förbehandling med flusspasta.
Under arbetet är det viktigt att inte glömma att kraften i lågan som ges ut av brännaren kan nå 1000 grader. Därför måste bearbetningen av lederna utföras inte mer än 20 sekunder.
När det värms upp börjar det mjuka lodet smälta och fylla fogen.
Funktioner hos högtemperaturföreningar
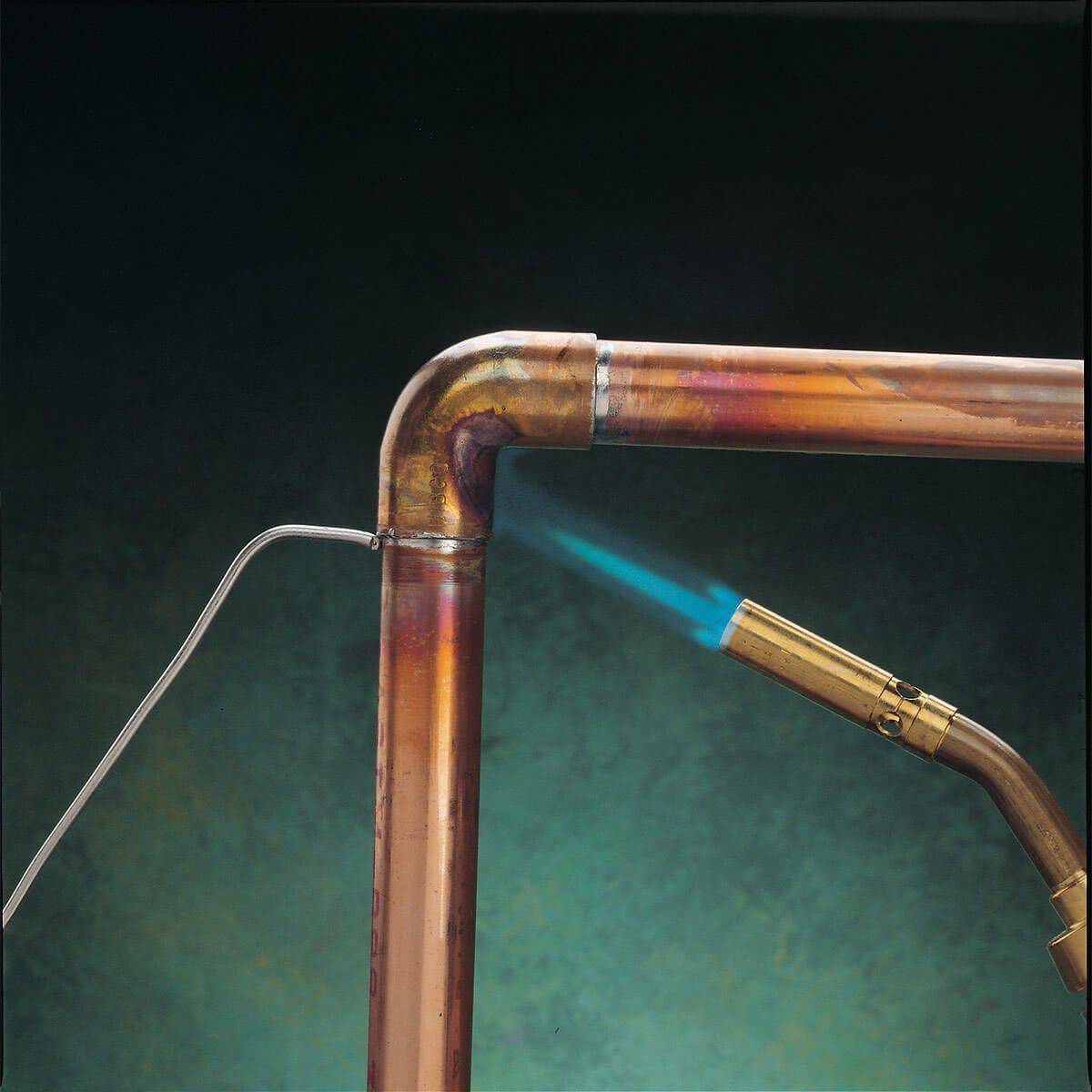
I högtemperaturlödningsmetoden bränns metallen vid 700 ° C och uppåt, vilket bidrar till uppmjukningen av metallen. För lödning används flamutrustning som kan smälta hårda lod. Lödet består av deras koppar-fosforsammansättning, produceras i form av stavar. Processen att löda kopparrör innebär inte användning av flussmedel, efter sekvensen av åtgärder är det möjligt att korrekt fylla fogen.

Högtemperaturkopparröranslutning
Processen startar när lödstaven smälter, arbetsstegen är:
- efter montering värms skarvsömmen upp;
- solid-state lod levereras till korsningen, vars mjukning utförs av en gasbrännare;
- när det visuellt bekräftas att lodet appliceras på metallen måste röret roteras, dockningen måste kontrolleras längs hela omkretsen.
De främsta fördelarna med denna metod är den höga hållfastheten hos fogen av kopparrör, om nödvändigt är det möjligt att ändra diametern på anslutningen med en mindre sida. Höga temperaturer under drift kan inte förstöra sömmen. Hårdlödning kräver vissa färdigheter; överhettning är möjlig under drift, vilket leder till förstörelse av metallen.









Lödning
Varje process kräver ett ansvarsfullt förhållningssätt till utförandet av arbetet. För uppvärmning används en propan- eller bensinbrännare vid användning av mjuklödning genom sammanfogning av kopparrör
Det är viktigt att veta att en brännare med piezotändning kommer att minska driftstiden avsevärt; att köpa dyra modeller utan denna funktion är inte tillrådligt.
Teknologisk process
I processen är det viktigt att använda högkvalitativa tillbehör, flusspasta spelar en viktig roll i anslutningen.Enhetlig täckning av kopparrörsdelar uppnås med en mjuk borste, efter applicering avlägsnas överskottet med en trasa
Brännarens temperatur kan nå 900 grader, vid lödning är det viktigt att inte överexponera produkten, annars uppstår överhettning.
Säkerhetsåtgärder vid lödning av kopparrör
Kopparrör används som vätskeledare med goda korrosionsskyddsegenskaper. Installation av kopparrör kan inte utföras för att tillhandahålla drickbart kranvatten. Koppar kommer i kontakt med klor, som tillsätts för att rena vatten, och kan bilda ämnen som är skadliga för människokroppen. För artesiska källor är brunnar inte farliga att använda.

Lödning av koppar med handskar
Det är viktigt att använda verktyg av hög kvalitet, arbeta med handskar och övervaka utrustningens tillstånd. Metallens värmeledningsförmåga är ganska hög, när en av noderna är uppvärmd och säkerhetsåtgärder inte iakttas, är det möjligt att få brännskador
En högkvalitativ söm kan erhållas i frånvaro av yttre faktorer i form av belastningar tills fogen svalnar helt.
Isolering av grenrör i värmenätet
Video
Isolering av rör i värmenätet utförs för att minska värmeförlusten. Oisolerade kopparbeslag ökar värmeförlusten med fem gånger, eftersom denna metall har en hög värmeledningsförmåga.

På frågan om hur man isolerar kopparvärmerör gömda i en monolit (golv, väggar) kan allt lösas enligt följande. Korrugeringar kommer perfekt att skydda dem från mekanisk skada orsakad av temperaturfluktuationer i värmebäraren.
Koppar VVS-system
Många människor försöker lära sig hur man löder kopparrör för VVS. På grund av intensiv användning slits vattenröret snabbt, vilket inte kan sägas om kopparröret. Denna VVS kommer att hålla för evigt.
För att ansluta VVS-systemet av kopparrör används en kapillärlödningsmetod (låg temperatur och hög temperatur).
Video
Fel vid lödning med dessa byggmaterial för vattenröret leder till deras korrosion. Det uppträder på de platser där skyddsfilmen förstörs, vilket bildar kloroxidation.
Anledningen till detta är klor, som innehåller vatten. För att undvika sådan korrosion är det nödvändigt:
- låt inte lod komma in i mitten av fogen vid lödning;
- köpa produkter från en pålitlig tillverkare;
- använd vattenfilter.
Kopparrör för luftkonditioneringsapparater
Denna typ av rörsortiment används vid installation av ett luftkonditioneringsnät bestående av en inomhus- och utomhusenhet.
Haldagen transporterar samtidigt två kopparrör med olika diametrar. Ett arbetsstycke med mindre diameter transporterar flytande freon, och det andra - gasformigt freon.
Sådana grenrör från luftkonditioneringsapparater lämpar sig perfekt för lödning. För lödning rekommenderas fosfor-koppar- och silvertyper. Och själva aggregaten uppvisar hög draghållfasthet.
Video
Beskriv kort hur man löder kopparrör för luftkonditioneringsapparater, det kommer att se ut så här:
- Ta först bort oxidfilmen. Gör det med sandpapper.
- Därefter appliceras flussmedel på de rengjorda områdena.
- Beslaget är anslutet till röret. I det här fallet får vi inte glömma halvmillimetersgapet.
- Korsningen värms upp till en temperatur på nästan trehundra grader. Uppvärmning sker med en gasbrännare. Gör detta jämnt, flytta lågan smidigt längs strukturen.
- Efter att du har avslutat lödningen är det absolut nödvändigt att spola systemet, annars kommer flussresterna att provocera metallkorrosion, och detta kommer att leda till ett sammanbrott av luftkonditioneringen.
Dremel lödkolvar
Problemet med hur man löder kopparrör löses enkelt med en Dremel lödkolv. Dessa små gasbrännare kan bränna, löda och skära. De tar enkelt bort gammal färg, avfrostar och värmer upp rörmaterial för bockning.











Det finns en lödkolv "Dremel" inom 2000 rubel. Med en sådan enhet kan du glömma en lång uppvärmning och en stor termisk pistol.
Dremel lödkolv kommer med:
- lödkolv;
- brännarmunstycke;
- två knivar av olika storlekar;
- reflex och spaltmunstycke.
För enkel användning kommer enheten med flera nycklar för att byta munstycken, ett skyddskåpa för mekanismen och lödning för lödning.
Hålet är ganska bekvämt att rikta den uppvärmda luften till värmekrymprören, och de kan installeras utan deltagande av reflexmunstycken.
Tanka enheten med butan för gaständare. En påfyllning av Dremel lödkolv räcker för en timmes arbete.
Video
Denna enhet är för hemmabruk. Professionella analoger kostar från 5 tusen rubel eller mer. Lödning med ett sådant verktyg blir till ett nöje.
Hur man löder kopparrör, och det faktum att denna metod är mycket effektiv är tydligt. Detta kräver trots allt inte dyr specialutrustning.
Det är viktigt att själva materialets struktur förblir oförändrad.
Resultatet är en stark och pålitlig fog som håller för evigt.Huvudsaken när man jobbar är att följa tekniken och agera noggrant.
Andra lödningsalternativ: arbeta med kopparrör och olika metaller
Lödning av kopparrör kräver viss erfarenhet av denna typ av arbete. Därför, om en husmästare utför sådant arbete för första gången, är det värt att öva i förväg för att inte göra om den redan färdiga vattenförsörjningen eller värmeledningen flera gånger. Kopparrör kan lödas med både hårdlod (med gasbrännare) och mjuka legeringar. I det andra fallet, för kopparrör, är det lämpligt att använda en högeffekts hammarlödkolv.
Noggrann och högkvalitativ lödning är nyckeln till anslutningens hållbarhet
Nyanserna av lödning av kopparrör: hur man gör det rätt
Som flussmedel för lödning av kopparrör är det bäst att använda kolofonium. Den appliceras i ett jämnt lager på rörets yttre ytor, varefter beslaget monteras på det. På baksidan är den andra delen av motorvägen monterad. Därefter värms beslaget med en gasbrännare och lod "monteras" längs sömmarna. Under påverkan av hög temperatur smälter den, fyller sömmen och skapar en högkvalitativ tät anslutning.
Ibland får man klara sig utan beslag
Att löda kopparrör med egna händer är inte så svårt, men detta arbete kräver omsorg och noggrannhet. Naturligtvis, med ord, kan inte allt förklaras förståeligt, så vi uppmärksammar den kära läsaren på en video om hur man löder koppar med en gasbrännare, från vilken allt kommer att bli tydligare.
Se den här videon på YouTube
Efter att ha tagit itu med frågan om hur man löder kopparrör hemma, kan du gå vidare till nästa problem, nämligen lödning av icke-identiska metaller (koppar med aluminium, järn eller rostfritt stål).
Hur man löder koppartråd till aluminium
Att löda aluminium med koppar är en ganska komplicerad process. Det bör noteras att samma lod knappast lämpar sig för aluminium som för koppar och vice versa. Det är mycket lättare att matcha dessa metaller med hjälp av en stålhylsa. Även om tillverkaren idag erbjuder speciella lödningar och flussmedel för sådana ändamål, är deras kostnad betydande, vilket leder till olönsamheten för sådant arbete.
Att löda koppar och aluminium är ganska svårt
Hela problemet ligger i konflikten mellan koppar och aluminium. De har olika eldfasthet, densitet. Dessutom börjar aluminium, när det interagerar med koppar, att oxidera kraftigt. Denna process accelereras särskilt när en elektrisk ström passerar genom anslutningen. Därför, om nödvändigt koppar- och aluminiumanslutningar ledningar, är det bäst att använda WAGO självklämmande plintar, inuti vilka det finns Alyu Plus kontaktpasta. Det är hon som tar bort oxid från aluminium, förhindrar dess efterföljande utseende och främjar normal kontakt med kopparledare.
Efter att ha kommit på hur man löder koppar till aluminium kan du gå vidare till hårdare metaller.
Ibland är en sådan anslutning oumbärlig
Hur man löder koppar och rostfritt stål
Vid lödning av koppar med rostfritt stål spelar inte ens själva lödmaterialet en viktig roll, utan verktyget som används, även om mycket beror på förbrukningsvaror. De mest acceptabla materialen i detta fall är:
- koppar-fosfor lod;
- tennsilver (Castolin 157);
- radioteknik.
Vissa hantverkare hävdar att med rätt inställning till arbetet, kommer även det vanligaste lodet baserat på tenn och bly att duga.Det viktigaste är den obligatoriska användningen av flussmedel (borax, lödsyra), grundlig uppvärmning och först efter det lödning (lödning).
Komplex lödning av koppar och rostfritt stål
Sådana föreningar är sällsynta, och därför är specialiserade lödningar för sådana ändamål ganska dyra.
Lödning av koppar med järn - är det möjligt
Detta alternativ är möjligt, men under vissa förutsättningar. Till exempel är en enkel propanbrännare inte längre lämplig som värmare. Du måste använda propan med syre. Borax bör användas som flussmedel, men mässing kommer att fungera som lödning. Endast i detta fall kan vi hoppas på ett normalt resultat. Det är inte svårt att köpa lod för lödning av koppar med järn eller rostfritt stål. Det viktigaste är att förstå om de extra kostnaderna kommer att vara motiverade.










Lödning av koppar- och järnrör är också möjligt
Och nu erbjuder vi att titta på hur noggrant hemhantverkare kan utföra arbete på lödrör på motorvägar för olika ändamål.
1 av 5
Nödvändiga verktyg och material
Enheter (lödkolvar)
Som du vet kan lödkolvar vara gas och elektrisk. En gaslödkolv ger en snabbare uppvärmningshastighet, men detta åtföljs nästan alltid av överhettning av metallen. Den elektriska är långsammare, men den har en kontrollerad uppvärmningstemperatur. Dessutom finns det ingen öppen låga, vilket gör lödkolven säkrare att hantera, speciellt när det kan finnas andra material, enheter eller brandfarliga ämnen i lödområdet.
 Valmöjligheterna är:
Valmöjligheterna är:
- Kraft.Det minsta kommer att vara den som säkerställer uppvärmningen av metallen i lödzonen till en temperatur som inte är lägre än 450C. Kraftfullare enheter finns också till salu: till exempel garanterar Rotenberger Rotherm 2000 lödkolv uppvärmning upp till 800 ... 900C (dock kostar det mycket mer än budgetmodeller av inhemsk eller kinesisk produktion).
- Strömförsörjning - från en stationär strömförsörjning eller batteri genom en nedtrappningsanordning. Det är mer pålitligt och lättare att använda en lödkolv med en direkt anslutning.
- Vikt. När du utför komplexa manipulationer med enheten är det bättre att lödkolven är så lätt som möjligt, särskilt om du måste löda kopparrör under inte särskilt bekväma förhållanden.
- Tvärsnittsarea av kontakten. Ju tjockare väggen på röret är, desto kraftfullare bör lödkolven vara.

Lödkolv för PVC-rör: en apparat för svetsning av plasttyper, beskrivning PVC-rör används alltmer i privat och flervåningskonstruktion istället för metallmotsvarigheter. De är lätta, höghållfasta, korrosionsbeständiga. För att ansluta element...
Löd och andra förbrukningsvaror
Lödet injiceras i gapet mellan röret och kopplingen, vars område påverkar två viktiga aspekter av kopparrörslödning: fogstyrka och enkel lödning. Ur hållfasthetssynpunkt verkar det som att ju större överlappningsarea desto bättre. I själva verket är så inte fallet: det har bevisats att en överlappning som är dubbelt så tjock som ett tunnare element inte längre gör kopplingen starkare, utan bara gör det svårt att skapa en pålitlig koppling.

Skälen är följande. Först måste den lödda metallen flyta jämnt in i gapet mellan delarna längs hela längden och omkretsen av fogen.Ett hinder är att ju längre överlappningen är, desto längre måste den lödda metallen flyta, och desto mer har den förmågan att fånga in de gaser som frigörs när rören löds. Detta orsakar luckor i leden. Tillräcklig flödestillförsel och tillräckligt hög jämn uppvärmning av fogen främjar flödet av hårdlödd metall in i fogen, men när överlappningen ökar och diametern ökar är denna process svårare att uppnå.
För det andra börjar lodet smälta vid en temperatur som är lägre än smältans temperatur, kallad solidustemperaturen. Strax över denna temperatur är lodfyllmedel en blandning av fast och vätska. I ett sådant högvisköst tillstånd kan metallen inte lätt komma in i den tättslutande fogen.
När lodet värms upp blir det mer flytande och når likvidustemperatur. Fluiditeten ökar, så fyllningen av gapet sker mycket snabbare. Därför, ju lägre likvidustemperaturen är och dess skillnad med solidustemperaturen, desto mer optimal blir lodet.
Under lödning löses en liten mängd koppar i lodet, och en liten mängd lödlegeringselement diffunderar tvärtom in i basmetallen. När detta händer ändras lodets kemi och detta minskar fluiditeten.
Lyckligtvis är diffusionsprocessen långsammare än den tid det tar för den lödda metallen att flyta in i en ordentligt uppvärmd fog. Ju längre svetsen är vid lödtemperaturen, desto mer närmar sig sammansättningen av lodet kopparns.
Installation av vattenförsörjning från kopparrör
Att installera ett VVS- eller värmesystem av koppar är inte mycket annorlunda än att installera ett VVS- eller värmesystem av andra material. I det första skedet behövs ett genomtänkt upplägg av hela sträckan, med välkalibrerade hörn och anslutningar. Minns: schemat bör inkludera en obligatorisk anslutning till rören på huvudstigaren genom kulventiler, mätanordningar, ytterligare uttag för framtida VVS.
 VVS från kopparrör
VVS från kopparrör
Valet av typer och storlekar av rör: glödgade och icke glödgade, med 3/8 eller 3/4 gängor, med väggar av olika tjocklekar: K, L, M. Kopparrörets vikt, och därmed hela strukturen av vattenförsörjningssystemet som helhet kan bero på sådana detaljer, men kärnan i installationen som helhet kommer inte att förändras. Valet av teknik för anslutning av kopparrör: lödning eller tryckkopplingar. Valet är alltid upp till konsumenten, men vi noterar kort: tillförlitligheten för anslutningen av tryckbeslag är inte särskilt hög. Det kräver ständig övervakning och beslag kräver systematisk åtdragning, medan lödning av kopparvattenrör innebär att de får långvarig och oumbärlig täthet. Den största skillnaden är metoden att sammanfoga kopparrör med mjuklödning: det kräver vissa färdigheter och utrustning.
Hur väljer man rätt lödning?
Korrekt vald lödning hjälper till att organisera ett kommunikationssystem av vilken komplexitet som helst utan mycket ansträngning. När det kommer till att arbeta hemma bör du använda ett material som smälter vid låga temperaturer.
Användningen av högtemperatursmältande element i vardagen är problematisk, eftersom det kräver uppvärmning av arbetslegeringen till 600-900 grader. Att uppnå detta utan specialutrustning är ganska svårt.
 Lödning av matkoppar kan utföras med speciella lödningar som inte innehåller giftiga, giftiga och aggressiva ämnen som kan skada hälsan
Lödning av matkoppar kan utföras med speciella lödningar som inte innehåller giftiga, giftiga och aggressiva ämnen som kan skada hälsan
Användningen av metaller och deras derivat som smälter vid höga temperaturer är förenad med viss risk. Under bearbetningen kan de skada eller till och med brinna genom ett tunnväggigt kopparrör.
För att förhindra att detta händer är det vettigt att ta ett starkt, men lågsmältande mjukt lod och lämna den solida versionen för tjockväggig kopparkommunikation.
 När inga tunga belastningar förväntas på systemet är det inte nödvändigt att använda hårdlod, om inte annat krävs. I de viktigaste hushållskomplexen är mjuka lätta legeringar tillräckligt för att skapa en pålitlig anslutning.
När inga tunga belastningar förväntas på systemet är det inte nödvändigt att använda hårdlod, om inte annat krävs. I de viktigaste hushållskomplexen är mjuka lätta legeringar tillräckligt för att skapa en pålitlig anslutning.
För att ansluta kopparrör i gasnät är det värt att välja silverhaltiga lödningar. De ger maximal fogstyrka, vibrationsneutralitet och hög motståndskraft mot yttre och inre påverkan.
Det kommer att kosta lite mer att betala för silver, men systemets säkerhet, tillförlitlighet och hållbarhet kommer att betala av alla ekonomiska kostnader med tiden.
Förberedelse för lödning
Innan du utför arbete på svetsning av kopparrör är det nödvändigt att förbereda:
- nödvändig utrustning;
- Ytterligare material.
Utrustning
För lödning behöver du följande utrustning för kopparrör:
specialanordning för skärning av material. Koppar är en ganska mjuk metall, så rörskäraren måste vara av hög kvalitet. För att bestämma storleken på rören behöver du också ett måttband och en markör, och för korrekt anslutning av rören till varandra, byggnadsnivån;

Rörskärare
beveler - en anordning för bearbetning av ändarna på rör före lödning.Ytterligare bearbetning av rör gör att du kan få en starkare anslutning. Fasaren kan vara separat utrustning eller inbyggd i rörskäraren;











Utrustning för bearbetning av rörändar
rörexpanderare. Rörledningar är gjorda av rör med samma diameter. Det är möjligt att ansluta enskilda rörsektioner till ett enda system med hjälp av speciella enheter - beslag - eller direkt till varandra utan ytterligare enheter. Om beslag för lödning av kopparrör inte används, är det för att få en stark anslutning nödvändigt att något öka diametern på ett av rören som ska sammanfogas, för vilken en anordning som en rörexpander används;

Anordning för att öka diametern i änden av röret
en lödkolv för kopparrör är huvudenheten som värmer materialet för svetsning. Oftast används en gaspropanfackla som lödkolv, som kan utrustas med en engångs- eller stationär cylinder. En anordning med en engångscylinder används för att bygga hushållsrörledningar med egna händer. Brännare med stationära påfyllningsbara cylindrar används av professionella hantverkare som svetsar rör ganska ofta.

Verktyg för uppvärmning av rör under lödningsprocessen
metallborste (borste) för rengöring av rörytan från smuts och oxider. För bättre bearbetning av materialet kan du även använda fint sandpapper.

Anordning för rengöring av rör före lödning
Det är inte tillrådligt att köpa det nödvändiga verktyget för att utföra ett enda jobb, till exempel att montera en rörledning hemma, eftersom de ekonomiska kostnaderna för att köpa en enhet är ganska höga. Alla verktyg kan hyras i specialiserade butiker.
material
Svetsning av kopparrör utförs med:
- löda;
- flöde.
Löd är en speciell legering utformad för att fylla utrymmet mellan rören under lödningsprocessen. Materialet ökar sömmens styrka och gör att du kan öka rörledningens livslängd.
Beroende på smälttemperaturen särskiljs följande typer av lödningar:
mjuk eller låg temperatur. Smälttemperaturen för legeringen överstiger inte 300ºС. Legeringen som används är baserad på bly. Dessutom tillsätts tenn, zink eller silver. Mjuklödning är lämplig för rörledningar med en temperatur på det passerande ämnet som inte överstiger 110ºС och med ett tryck på högst 16 atmosfärer. De angivna parametrarna motsvarar hushållsvattenledningar;

Lågtemperaturlegering för lödning av kopparrör
fast eller hög temperatur. Den används för rörledningar med ökat tryck eller temperatur på det passerande mediet, till exempel för ett värmesystem. Grunden för legeringen är koppar. Silver, zink, titan används som ytterligare metaller. Smälttemperaturen för sådant lod är i genomsnitt 700ºС.
Högtemperaturlegering för lödning av rörledningar med förbättrad prestanda
Hård och mjuk lödning utförs med ett extra ämne - flussmedel, som utför följande funktioner:
- rengör dessutom lödpunkterna från oxider som förhindrar bildandet av en stark anslutning;
- avfettar de anslutna delarna av rörledningen;
- ökar spridbarheten för lodet som används för lödning, vilket ökar fogstyrkan;
- skyddar korsningen av rör från oxidation under användningen av rörledningen.
Flux kan vara:
- hög temperatur (mer än 450ºС);
- låg temperatur (mindre än 450ºС).
Typen av flussmedel väljs för en viss typ av lödning, respektive.
Flux kan produceras:
- i flytande form;
- i fast form;
- i form av en pasta.

Varianter av flussmedel för lödning
Exempel på färdiga vattenrör av kopparrör
På följande bilder finns det flera exempel där VVS av kopparrör redan är klar:
Och här är ett kopparrör i golvvärmesystemet (även om det inte är riktigt på ämnet för avsnittet):
Gör-det-själv installation av kopparrör är relativt okomplicerad, men inte alla har råd med VVS från kopparrör - priset på kopparrör är mycket högt. När vattenkvaliteten är låg oxiderar dessutom rören, blir gröna och kopparoxider som kommer in i (dricks)vattnet ger milt uttryckt inga hälsofördelar. Så det är upp till dig att bestämma om du vill använda kopparrör i ditt hems vattenförsörjningssystem.









gör-det-själv kopparrörsinstallation, kopparrörs VVS
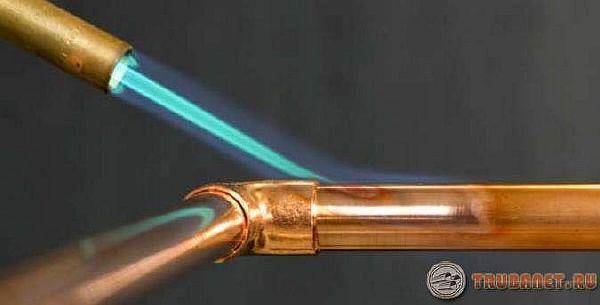
Mjuklödningsteknik
Innan lödning av kopparrör behövs några teoriord: om lödningsprocessen är mer medveten, kommer många finesser att bli tydliga när arbetet fortskrider. I vardagen och under installationen av VVS-system i lägenheter används den så kallade "lågtemperatur", "mjuka" lödningen: lödpunkter värms upp till 250-300 C, vilket gör att mjuklödning (vanligtvis tenn) kan smälta, men dessa temperaturer är också farliga för kopparrör, så exponeringen bör vara riktad och kortlivad.
 Mjuklödda kopparvattenrör
Mjuklödda kopparvattenrör
Rengöring av rör omedelbart före lödning är inte en enkel estetisk manipulation, utan en förutsättning som gör att du kan bli av med oxidationsprodukter på metallen och mest effektivt binda material. Vid mjuklödning uppstår en kapilläreffekt, där det smälta lodet mjukt för lödning av kopparrör sprider sig jämnt över hela fogens yta, oavsett om röret är i horisontellt eller vertikalt läge. Det rekommenderade gapet mellan rörets väggar och beslaget är strikt inställt - 0,1-0,15 mm: ett större avstånd kräver mer lod eller ger ingen kapilläreffekt alls, en mindre kommer att skapa ett onödigt hinder för lodet att spridas .
Att undvika misstag

Vid lödning av kopparrör gör nybörjare ofta ett antal vanliga misstag. Dessa är:
- Svag uppvärmning av elementen i linjen, som ett resultat av vilken smältningen av lodet inträffar ofullständigt. En sådan anslutning kommer att kollapsa under vilken belastning som helst.
- Överdriven överhettning av kopparlegeringen leder tvärtom till att flussskiktet förstörs. Detta kommer i sin tur att leda till bildandet av oxid och beläggningar på metallytan. En sådan effekt kommer också att leda till att anslutningen förstörs.
- Ignorera säkerhetsåtgärder. Eftersom arbete utförs med kemiska element och vid höga temperaturer bör skyddshandskar och mask bäras.
- Om du ska kontrollera anslutningen bör du se till att röret vid lödpunkten har svalnat.
- Vid lödning är det nödvändigt att säkerställa god ventilation av rummet. Detta krävs av arbetstekniken, eftersom lödning utförs med aggressiva sura ämnen.
- Skyddskläder gjorda av grovt tyg kommer inte heller att vara överflödiga, eftersom det finns risk för att gnistor och lödpartiklar faller på kroppen, vilket kan leda till brännskador.
Video: teknik för lödning av kopparrör
Regler för lödning av koppar
När det är nödvändigt att löda en kopparprodukt eller en produkt som innehåller kopparkomponenter är det omöjligt att ge ett entydigt svar på hur och vad som är det bästa sättet att göra detta. Valet av metod och verktyg beror på många faktorer, såsom storlek och vikt på delar, deras sammansättning. Den belastning som redan lödda produkter måste utsättas för beaktas också. Det finns flera lödningsmetoder, och det är bättre att känna till dem alla för att välja den lämpligaste om det behövs.
Lödning av stora delar
Schema för kapillärlödning av koppar.
Om du behöver löda massiva eller stora delar som inte kan värmas till önskad temperatur med en lödkolv, används en brännare och kopparlod. Fluxet i detta fall är borax. Styrkan hos koppar-fosforlod är högre än hos vanligt tennlod.
Ett tunt lager flussmedel appliceras på det mekaniskt rengjorda röret eller tråden. Därefter sätts en beslag på röret, även mekaniskt rengjort. Med hjälp av en gasbrännare värms kopplingen upp tills den flussmedelsbelagda kopparn ändrar färg. Flussmedlet ska bli silverfärgat, varefter du kan lägga till lod. Lödet smälter omedelbart och tränger in i springan mellan röret och kopplingen. När droppar av lod börjar sitta kvar på ytan av rören tas lodet bort.
Överhett inte rören, eftersom detta inte bidrar till uppkomsten av en större kapilläreffekt. Tvärtom är koppar uppvärmd till svärta mindre lödbar. Om metallen börjar svartna bör uppvärmningen stoppas.
Lödtrådar eller tråd
Zinkkloridlod bör inte användas för att löda tunna koppartrådar, eftersom detta kommer att förstöra kopparn. Om inget flussmedel är tillgängligt kan du i detta fall lösa en aspirintablett i 10-20 ml vatten.
Schema för kopparsvetsning i en inertgasmiljö.
Koppartråd eller delar gjorda av tråd av olika sektioner kan lätt värmas till önskad temperatur med hjälp av en lödkolv. Temperaturregimen bör vara den där lodet smälter, tenn eller bly-tenn, och lödning utförs också av det. Flussmedel måste innehålla kolofonium eller vara gjorda av kolofonium, lödolja eller till och med kolofonium i sig kan användas.
Trådens yta rengörs från smuts och oxidfilm, varefter delarna förtennas. Denna process innebär att man applicerar ett tunt lager flussmedel eller harts på den uppvärmda kopparn och sedan löder, som fördelas över ytan så jämnt som möjligt med en lödkolv. Delarna som behöver anslutas kopplas ihop och värms upp igen med en lödkolv tills det redan stelnade lodet börjar smälta igen. När detta händer tas lödkolven bort och fogen kyls ner.
Delar kan klämmas fast i ett skruvstycke så att avståndet mellan dem är 1-2 mm. Flux appliceras på delarna och värms upp. Löd förs till gapet mellan de heta delarna, vilket kommer att smälta och fylla gapet. Smälttemperaturen för lod för lödning på detta sätt måste vara lägre än smälttemperaturen för koppar, så att delarna inte deformeras. Delen svalnar, sedan tvättas den med vatten och avslutas, om nödvändigt, med sandpapper tills den är slät och enhetlig.
Lödskålar eller lödhål i koppar
Vid lödning av skålar används rent tenn, vars smältpunkt är högre än för tenn eller blyhaltigt lod. Ibland, för lödning av stora delar, används hammarlödkolvar, uppvärmda på öppen eld med en gasbrännare eller blåslampa. I framtiden händer allt enligt standardschemat: rengöring, flussning och förtenning, sammanfogning av delar och uppvärmning med en lödkolv. Det är för denna lödkolv som rent tennlod är bekvämt.
Från insidan har beslaget som regel en bård som förhindrar att den träs genom röret. Den kan tas bort med en grov fil om beslaget behöver skjutas på röret längre än tänkt och det onödiga hålet måste lödas på detta sätt.



