
- Högtrycksbindande crimpanslutningar
- Metod #4: Push-connect-anslutning
- Andra lödningsalternativ: arbeta med kopparrör och olika metaller
- Nyanserna av lödning av kopparrör: hur man gör det rätt
- Hur man löder koppartråd till aluminium
- Hur man löder koppar och rostfritt stål
- Lödning av koppar med järn - är det möjligt
- Teknik för lödning av kopparprodukter
- Klipp föremålet till önskad längd
- Applicera flussmedel på rörets yta
- Anslutning av delar före lödning
- Fogbildning vid lågtemperaturlödning
- Sömbildning vid högtemperaturlödning
- Typer av kopparrör
- Vad som behövs för lödning av kopparrör
- Förbrukningsmaterial och verktyg
- Löd och flussmedel
- Brännare
- Relaterat material
- Där tillämpligt
- 3 Hur löder man kopparrör?
- Installation av kopparrör
- Montering av rörledningen med beslag
- Verktyg och material
- monteringsanvisningar
Högtrycksbindande crimpanslutningar
Framsteg inom bonding crimp-teknologi och i utvecklingen av o-ringsmaterial har gjort det möjligt att applicera bonding crimps på högtryckssystem. Högtryckssystem kräver dock något annorlunda presskäftkonfigurationer.
Resultatet av produktionen av den anslutande noden med 360º dubbelkrympningsteknik
Bindande crimpanslutningar för lågtrycks-, process- och icke-medicinska komprimerade gasledningar använder en enda standard hexagonal crimpform.
Högre trycklimning kräver användning av specialdesignade presskopplingar och klämbackar för att ge en 360° dubbel krympning på beslaget.
Metod #4: Push-connect-anslutning
En utmärkande egenskap hos push-in monteringsmetoden är att inga extra verktyg, brännare, speciella bränslegaser eller elektricitet krävs för installationen. Push-in montering säkerställs av en integrerad elastomertätning och en greppring av rostfritt stål.
Bekväm i alla avseenden och ganska praktisk för drift, sättet att montera enheten genom att sätta in genom att trycka (push-connect)
Typiska tryck- och temperaturintervall för push-in-enheter visas i tabellen:
| Monteringstyp | Tryckområde, kPa | Temperaturområde, ºC |
| Push-in införing, D = 12,7 – 50,8 mm | 0 – 1375 | minus 18 / plus 120 |
Det finns två vanliga typer av beslag för denna typ av montering. Båda alternativen skapar starka, pålitliga knutsammansättningar. Men även om en typ av insticksbeslag gör att enheten enkelt kan tas bort efter installation, till exempel för systemunderhåll, stöder den andra inte denna konfiguration. Det här momentets beslag skiljer sig från varandra.
Typer av beslag för push-in anslutningar: till vänster - en hopfällbar design; höger - ej separerbar design
Innan monteringen monteras är det nödvändigt att utföra alla förberedande procedurer med kopparröret, som redan beskrivits ovan
Här bör särskild uppmärksamhet ägnas åt att rengöra den fasade änden av kopparröret med sandpapper, nylonslipande trasa eller sanitetsduk. Dessa åtgärder säkerställer tätningspackningens integritet vid tidpunkten för insättningen. kopparrör i kopplingskropp
Monteringen innefattar utförandet av en stel tryckande, samtidigt vridande rörelse riktad in i beslagets kropp. Rörelsen av kopparröret inuti beslaget utförs tills kopparröret vilar mot baksidan av beslagskoppen. Detta moment indikeras vanligtvis av en tidigare gjord markering av insticksdjupet på kopparytan.
Med hjälp av information: Cooper
Andra lödningsalternativ: arbeta med kopparrör och olika metaller
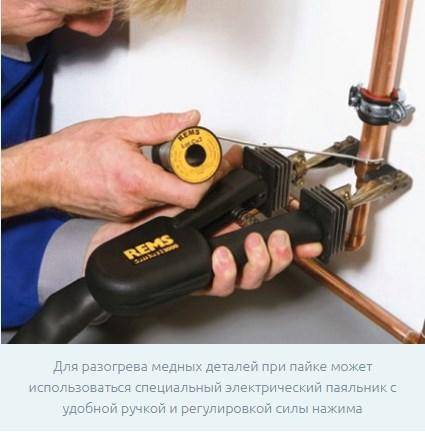
Lödning av kopparrör kräver viss erfarenhet av denna typ av arbete. Därför, om en husmästare utför sådant arbete för första gången, är det värt att öva i förväg för att inte göra om den redan färdiga vattenförsörjningen eller värmeledningen flera gånger. Kopparrör kan lödas med både hårdlod (med gasbrännare) och mjuka legeringar. I det andra fallet, för kopparrör, är det lämpligt att använda en högeffekts hammarlödkolv.
 Noggrann och högkvalitativ lödning är nyckeln till anslutningens hållbarhet
Noggrann och högkvalitativ lödning är nyckeln till anslutningens hållbarhet
Nyanserna av lödning av kopparrör: hur man gör det rätt
Som flussmedel för lödning av kopparrör är det bäst att använda kolofonium. Den appliceras i ett jämnt lager på rörets yttre ytor, varefter beslaget monteras på det. På baksidan är den andra delen av motorvägen monterad. Därefter värms beslaget med en gasbrännare och lod "monteras" längs sömmarna.Under påverkan av hög temperatur smälter den, fyller sömmen och skapar en högkvalitativ tät anslutning.
 Ibland får man klara sig utan beslag
Ibland får man klara sig utan beslag
Att löda kopparrör med egna händer är inte så svårt, men detta arbete kräver omsorg och noggrannhet. Naturligtvis, med ord, kan inte allt förklaras förståeligt, så vi uppmärksammar den kära läsaren på en video om hur man löder koppar med en gasbrännare, från vilken allt kommer att bli tydligare.
 Se den här videon på YouTube
Se den här videon på YouTube
Efter att ha tagit itu med frågan om hur man löder kopparrör hemma, kan du gå vidare till nästa problem, nämligen lödning av icke-identiska metaller (koppar med aluminium, järn eller rostfritt stål).
Hur man löder koppartråd till aluminium
Att löda aluminium med koppar är en ganska komplicerad process. Det bör noteras att samma lod knappast lämpar sig för aluminium som för koppar och vice versa. Det är mycket lättare att matcha dessa metaller med hjälp av en stålhylsa. Även om tillverkaren idag erbjuder speciella lödningar och flussmedel för sådana ändamål, är deras kostnad betydande, vilket leder till olönsamheten för sådant arbete.

Hela problemet ligger i konflikten mellan koppar och aluminium. De har olika eldfasthet, densitet. Dessutom börjar aluminium, när det interagerar med koppar, att oxidera kraftigt. Denna process accelereras särskilt när en elektrisk ström passerar genom anslutningen. Därför, om nödvändigt koppar- och aluminiumtrådsanslutningar det är bäst att använda WAGO självklämmande plintar, inuti vilka det finns Alyu Plus kontaktpasta. Det är hon som tar bort oxid från aluminium, förhindrar dess efterföljande utseende och främjar normal kontakt med kopparledare.









Efter att ha kommit på hur man löder koppar till aluminium kan du gå vidare till hårdare metaller.
 Ibland är en sådan anslutning oumbärlig
Ibland är en sådan anslutning oumbärlig
Hur man löder koppar och rostfritt stål
Vid lödning av koppar med rostfritt stål spelar inte ens själva lödmaterialet en viktig roll, utan verktyget som används, även om mycket beror på förbrukningsvaror. De mest acceptabla materialen i detta fall är:
- koppar-fosfor lod;
- tennsilver (Castolin 157);
- radioteknik.
Vissa hantverkare hävdar att med rätt inställning till arbetet, kommer även det vanligaste lodet baserat på tenn och bly att duga. Det viktigaste är den obligatoriska användningen av flussmedel (borax, lödsyra), grundlig uppvärmning och först efter det lödning (lödning).
 Komplex lödning av koppar och rostfritt stål
Komplex lödning av koppar och rostfritt stål
Sådana föreningar är sällsynta, och därför är specialiserade lödningar för sådana ändamål ganska dyra.
Lödning av koppar med järn - är det möjligt
Detta alternativ är möjligt, men under vissa förutsättningar. Till exempel är en enkel propanbrännare inte längre lämplig som värmare. Du måste använda propan med syre. Borax bör användas som flussmedel, men mässing kommer att fungera som lödning. Endast i detta fall kan vi hoppas på ett normalt resultat. Det är inte svårt att köpa lod för lödning av koppar med järn eller rostfritt stål. Det viktigaste är att förstå om de extra kostnaderna kommer att vara motiverade.
 Lödning av koppar- och järnrör är också möjligt
Lödning av koppar- och järnrör är också möjligt
Och nu erbjuder vi att titta på hur noggrant hemhantverkare kan utföra arbete på lödrör på motorvägar för olika ändamål.
1 av 5





Teknik för lödning av kopparprodukter
Efter att ha förberett verktyg och material löds rör, bestående av följande steg:
- skära ämnen i segment;
- avfettning och avlägsnande av oxider;
- dockning av element;
- applicera lod på foglinjen.
Klipp föremålet till önskad längd
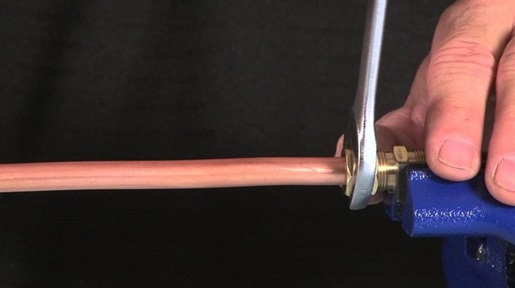
Svetsning av kopparrör börjar med markeringen av rörledningen, som sedan skärs i delar av önskad längd. Vid märkning är det nödvändigt att ta hänsyn till längdmarginalen som krävs för att ansluta rören efter att ha expanderat änden. Ett handhållet skärverktyg gör att röret kan klämmas fast och sedan rullas en hårdmetallvals runt arbetsstyckets yttre yta. När rörkroppen kapas pressas rullen med en justerbult, vilket gör att du får ett jämnt snitt.
Det är tillåtet att skära ämnen med en bågfil och en speciell mall som säkerställer snittets vinkelräthet. Vid skärning är komprimering av röret inte tillåtet, eftersom ovalen på den yttre ytan försämrar tätheten hos fogen (på grund av en förändring i gapet som inte kommer att fyllas med löd). Den resulterande blixten tas bort med sandpapper och en metallborste. Sedan behandlas en av kanterna med en expander, vilket kommer att skapa en tätad fog med ökad styrka.
Applicera flussmedel på rörets yta
Gör-det-själv-svetsning av kopparrör kräver avlägsnande av oxider från ytan på de delar som ska sammanfogas. Blankämnena torkas av med ett avfettningsmedel (till exempel aceton), och sedan appliceras ett reagens på de sammanfogade kanterna. Det rekommenderas inte att använda en ökad dos av flux, den aktiva substansen appliceras jämnt i ett tunt lager till anslutningsområdet. För att applicera reagenset används en målarpensel, som inte lämnar fibrer på ytan.
Anslutning av delar före lödning
Efter applicering av flussmedlet är rören anslutna, det rekommenderas att sammanfoga elementen omedelbart efter smörjning av ytan (för att minska risken för dammsättning). Delarna roterar i förhållande till varandra när de ansluts, vilket gör att flödet kan fördelas och ger en tät passform. Reagenset som pressas ut ur fogen avlägsnas med en torr trasa; det är förbjudet att hålla flussmedlet på element gjorda av icke-järnmetaller, eftersom förstörelsen av materialet börjar.
Fogbildning vid lågtemperaturlödning

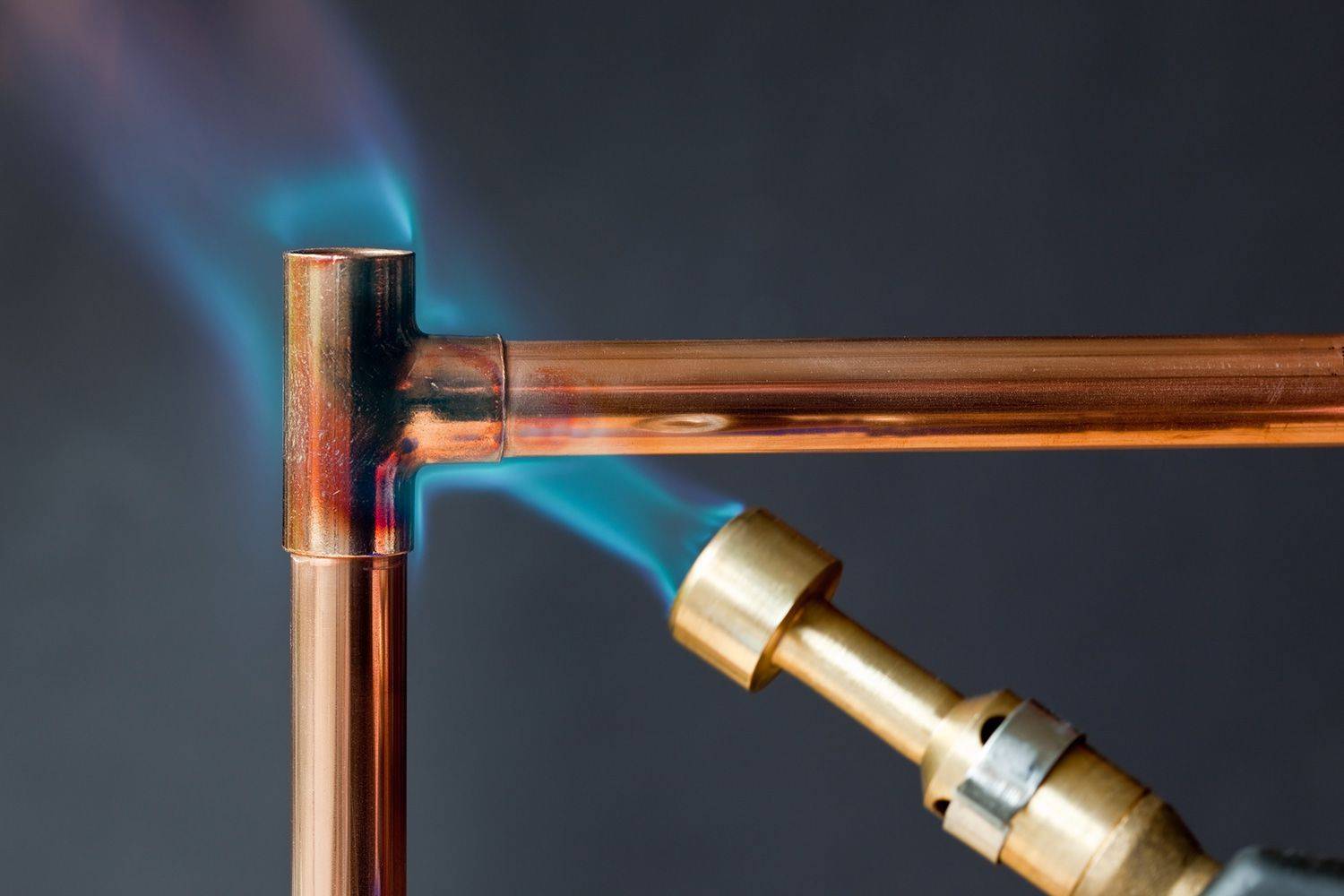
Lågtemperaturtekniken använder ett flussmedel utformat för minskad uppvärmning av strukturen vid anslutning. Lödning av kopparrör med en gasbrännare ger tillförsel av en ficklampa till anslutningszonen, brännaren rör sig längs fogen, vilket säkerställer enhetlig uppvärmning av delarna. Sedan tas en lodstav i handen, som matas in i gapet mellan rören. Den smälta metallen börjar spridas över ytorna, brännaren tas bort åt sidan, lodet fyller fogen på grund av temperaturen på det uppvärmda röret.










Sömbildning vid högtemperaturlödning
Vid användning av eldfasta lödningar värms rören upp av en brännare till en förhöjd temperatur. Brännaren rör sig längs skarvzonen tills röret värms upp till en körsbärsröd nyans (motsvarande en temperatur på 750°C). Sedan matas lod, förvärmt av en brännarlåga, in i korsningen.
Lödet smälter från kontakt med uppvärmda rör och fyller monteringsgapet jämnt. Överskottslod behövs inte eftersom materialet kommer att sitta kvar på utsidan av röret.Efter slutet av proceduren är det nödvändigt att vänta 2-3 minuter, efter att temperaturen på fogen minskat och lodet kristalliserat, avlägsnas flussresterna. Ytterligare bearbetning av anslutningen behövs inte.
Typer av kopparrör
Innan du tillverkar rörledningen måste du välja delarna. Bland de köpta delarna finns det två typer:
- Oglödgade - höghållfasta element med lågt duktilitetsindex. De genomgår inte ytterligare värmebehandling efter tillverkningen.
- Glödgade - element som genomgår ytterligare värmebehandling. De förvaras vid en temperatur på cirka 700 grader Celsius. Materialet får ett högt plasticitetsindex. Tack vare ytterligare värmebehandling blir de mer motståndskraftiga mot kritiska temperaturer.
Kopparrör varierar i väggtjocklek och storleken på spolarna där de säljs. Enligt GOST ska de vara gjorda av ren koppar.
Vad som behövs för lödning av kopparrör
Lödning av kopparrör, vilket inte är svårt att göra med egna händer, kräver inte dyr utrustning och några speciella material. För att kunna implementera det korrekt behöver du följande enheter.
En brännare, på grund av vilken lodet och rörsektionen där de ska anslutas kommer att värmas upp. Som regel tillförs propangas till en sådan brännare, vars tryck regleras av en svetsreducerare.
Specialverktyg för kapning av kopparrör. Eftersom produkter gjorda av denna metall är mycket mjuka, bör de skäras försiktigt nog för att inte skrynkla väggarna.Rörskärare av olika modeller erbjuds på den moderna marknaden, som skiljer sig både i deras funktionalitet och tekniska kapacitet.
Utformningen av individuella modeller av sådana enheter, vilket är viktigt, gör att de kan användas även för arbete på svåråtkomliga platser.
En rörexpander är en anordning som låter dig utöka diametern på ett kopparrör, vilket är nödvändigt för att bättre löda. I olika system monterade från kopparrör används element av samma sektion, och för att ansluta dem kvalitativt är det nödvändigt att öka diametern på ett av de anslutna elementen något. Det är detta problem som en sådan anordning som en rörexpander löser.
Det är detta problem som en sådan anordning som en rörexpander löser.
Kopparrörsutbyggnadssats
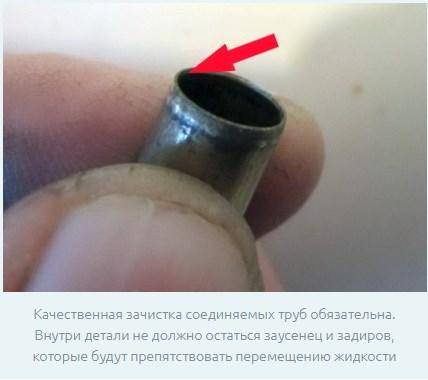
Anordning för fasning av ändarna på kopparrör. Efter trimning kvarstår grader på ändarna av delarna, vilket kan störa en högkvalitativ och pålitlig anslutning. För att ta bort dem och ge ändarna på rören den erforderliga konfigurationen, används en avfasare före lödning. Det finns två huvudtyper av avfasningsanordningar på marknaden idag: placerade i en rund kropp och gjorda i form av en penna. Bekvämare att använda, men också dyrare, är runda enheter som kan bearbeta mjuka kopparrör med en diameter på högst 36 mm.
För att korrekt förbereda kopparrör för lödning är det nödvändigt att ta bort alla föroreningar och oxider från deras yta. För dessa ändamål används borstar och borstar, vars borst är gjorda av ståltråd.
Hårdlödning av kopparrör utförs vanligtvis med hårdlödning, som kan vara hög och låg temperatur. Högtemperaturlod är en koppartråd som innehåller cirka 6% fosfor i sin sammansättning. En sådan tråd smälter vid en temperatur på 700 grader, medan för sin lågtemperaturtyp (plåttråd) räcker 350 grader.
Tekniken för lödning av kopparrör innebär användning av speciella flussmedel och pastor som utför en skyddande funktion. Sådana flussmedel skyddar inte bara den bildade sömmen från bildandet av luftbubblor i den, utan förbättrar också avsevärt vidhäftningen av lodet till rörmaterialet.
Förutom flussmedel, lödning och andra grundläggande element kommer ytterligare verktyg att behövas för att löda kopparrör, som finns i varje verkstad eller garage. För att löda eller svetsa kopparprodukter, förbered dessutom:
- vanlig markör;
- roulett;
- byggnadsnivå;
- en liten borste med styva borst;
- en hammare.
Innan arbetet påbörjas är det också viktigt att bestämma sig hur man löder koppar rör. Det kan finnas två huvudalternativ: lödning av koppar (mindre vanligt) och användning av mjuklödning. När du löser detta problem är det viktigt att utgå från det faktum att det finns krav på användningen av en eller annan typ av lod
Så hårdlod används för lödning av element i kylenheter och luftkonditioneringsapparater. I alla andra fall (vattenförsörjningssystem, värmesystem etc.) kan tenntråd användas. Men vilken teknik som än väljs bör man komma ihåg att flödet är nödvändigt i alla fall.
När man löser denna fråga är det viktigt att utgå från det faktum att det finns krav på användningen av en eller annan typ av lod. Så hårdlod används för lödning av element i kylenheter och luftkonditioneringsapparater.
I alla andra fall (vattenförsörjningssystem, värmesystem etc.) kan tenntråd användas. Men vilken teknik som än väljs bör man komma ihåg att flödet är nödvändigt i alla fall.

Borstar för borttagning av insidan av ett kopparrör före lödning
Förbrukningsmaterial och verktyg
Förutom rör och rördelar behöver du även en brännare, lödning och flussmedel - för själva lödningen. Och även en rörbockare och lite relaterade småsaker för bearbetning innan arbetet påbörjas.










Borste för avisolering av beslag från insidan
Löd och flussmedel
Lödning av kopparrör av vilken typ som helst sker med hjälp av flussmedel och löd. Löd är en legering vanligtvis baserad på tenn med en viss smältpunkt, men nödvändigtvis lägre än koppar. Den matas in i lödzonen, värms upp till flytande tillstånd och rinner in i fogen. Efter kylning ger den en tät och hållbar anslutning.
För amatörlödning av kopparrör med egna händer är tennbaserade lödningar med tillsats av silver, vismut, antimon och koppar lämpliga. Föreningar med tillsats av silver anses vara de bästa, men de är de dyraste, optimala med en koppartillsats. Det finns också med tillsats av bly, men de bör inte användas i VVS. Alla dessa typer av lödningar ger bra sömkvalitet och enkel lödning.

Flussmedel och lod är viktiga förbrukningsvaror
Mjuklod säljs i små rullar, hårdlod säljs i förpackningar, skurna i bitar.
Före lödning behandlas fogen med flussmedel.Ett flussmedel är ett flytande eller degigt medel som får smält lod att flyta in i en fog. Det finns inget speciellt att välja här: vilket flux som helst för koppar duger. Dessutom behöver du en liten borste för att applicera flussmedlet. Bättre - med naturliga borst.
Brännare
För att arbeta med mjuklödning kan du köpa en liten handfackla med en engångsgasflaska. Dessa cylindrar är fästa på handtaget, har en volym på 200 ml. Trots sin miniatyrstorlek är flamtemperaturen från 1100°C och högre, vilket är mer än tillräckligt för att smälta mjuklod.
Det du bör vara uppmärksam på är förekomsten av piezotändning. Denna funktion är inte överflödig - det blir lättare att arbeta
En ventil är placerad på handtaget på en manuell gasbrännare. Den reglerar längden på lågan (intensiteten på gastillförseln). Samma ventil stänger av gasen om brännaren behöver släckas. Säkerheten tillhandahålls av en backventil, som, i frånvaro av en låga, kommer att stänga av gastillförseln.

Handbrännare för lödning av kopparrör
Vissa modeller har en flamskydd. Det tillåter inte lågan att skingras, vilket skapar en högre temperatur i lödzonen. Tack vare detta låter brännaren med en reflektor dig arbeta på de mest obekväma ställena.
När du arbetar i hushålls- och semiprofessionella modeller måste du vara noga med att inte överhetta enheten så att plasten inte smälter. Därför är det inte värt att göra mycket lödning åt gången - det är bättre att låta utrustningen svalna och förbereda nästa anslutning vid denna tidpunkt.
Relaterat material
För att skära kopparrör behöver du en rörskärare eller en bågfil med metallblad. Snittet måste vara strikt vertikalt, vilket ger en rörskärare.Och för att garantera ett jämnt snitt med en bågfil kan du använda en vanlig snickeri-geringslåda.

rörskärare
Vid förberedelse av rör måste de rengöras. För att göra detta finns speciella metallborstar och -borstar (för rengöring av den inre ytan), men du klarar dig med sandpapper med medelstora och fina korn.
För att ta bort grader från skärsår finns det avfasningar. Röret de har arbetat fram passar bättre in i beslaget - dess hylsa är bara en bråkdel av en millimeter större än ytterdiametern. Så den minsta avvikelsen leder till svårigheter. Men i princip kan allt elimineras med sandpapper. Det kommer bara att ta mer tid.
Det är också lämpligt att ha skyddsglasögon och handskar. De flesta hemhantverkare försummar dessa säkerhetsåtgärder, men brännskador är mycket obehagliga. Dessa är alla material och verktyg som behövs för att löda kopparrör.
Där tillämpligt
Lödning med hårda lödningar är anmärkningsvärt för det faktum att när det utförs måste fogområdet för produkter värmas upp till temperaturer i storleksordningen 450 grader eller mer.
Sådana lödningar kallas eldfasta, och anslutningen som erhålls med deras hjälp behåller sina hållfasthetsegenskaper även med stark termisk uppvärmning.
 Till skillnad från hårdlödning innebär mjuklödning användning av lågtemperaturtillsatsmaterial som ger tillförlitlig vidhäftning vid mycket lägre värme (cirka 200-300 ℃).
Till skillnad från hårdlödning innebär mjuklödning användning av lågtemperaturtillsatsmaterial som ger tillförlitlig vidhäftning vid mycket lägre värme (cirka 200-300 ℃).
De används som regel vid lödning av produkter som drivs under normala temperaturförhållanden och garanterar inte bevarandet av kontakt med stark uppvärmning.
Möjligheterna med hårdlöd används i stor utsträckning i de områden där det krävs för att få en söm som, vad gäller dess hållfasthetsegenskaper, upptar en mellanposition mellan svetsning och lågtemperaturlödning.
Samtidigt ägnas särskild uppmärksamhet åt att upprätthålla strukturen hos material i kontaktzonen, som efter bearbetning inte bör förlora sina ursprungliga egenskaper. Hårdmetallfogar är oftast efterfrågade i följande situationer:
Hårdmetallfogar är oftast efterfrågade i följande situationer:
- tillverkning av metallskärande verktyg, fräsar med hårdlegerade skär;
- vid tillverkning av behållare och kärl tillverkade på basis av icke-järnmetaller och rostfritt stål;
- i bilverkstäder (vid reparation av radiatorer och individuella transmissionselement), såväl som på de platser där användningen av svetsning är mycket oönskad;
- vid installation och reparation av rör gjorda av hårda kopparlegeringar installerade i kyl- och värmeväxlingsutrustning och som arbetar under "kritiska" temperaturer eller högt tryck;
- för tillförlitlig och hållbar anslutning av tunnväggiga föremål och delar som upplever ökade belastningar och elastiska deformationer under drift.

Användningen av hårdlödningsteknik säkerställer den nödvändiga styrkan hos den resulterande fogen och dess motståndskraft mot överhettning. Dessutom används karbidmetoder vid reparation av koppar- eller mässingsprodukter som utsätts för höga temperaturer under drift.








Till skillnad från de lödmaterial som beskrivs ovan är mjuklödningstillämpningar begränsade till normala driftsförhållanden.Denna metod används oftast när det är nödvändigt att erhålla en tillförlitlig anslutning av produkter och delar gjorda av smältbara material som inte utsätts för överdriven värme och deformation.
Tenn-blylödningskompositioner, som har blivit utbredda, är särskilt populära med den "mjuka" artikulationen av delar.
3 Hur löder man kopparrör?
Schemat för installation av en rörledning gjord av kopparprodukter är mycket enkelt:
Med hjälp av en rörskärare skär vi av röret (det ska placeras vinkelrätt mot skäranordningen för att få den mest jämna kanten) av den längd vi behöver.
Med en borste med stålborst tar vi bort grader från röret och med en borste rengör vi dess ytor
Observera - det är strängt förbjudet att utföra dessa arbeten med finkornigt sandpapper, eftersom små partiklar av det kommer att stanna kvar på kopparytan och minska vidhäftningsnivån.
Vi expanderar den andra delen av den rörformiga produkten till den önskade sektionen på ett sådant sätt att båda segmenten fritt kommer in i varandra (i det här fallet bör ett litet gap också finnas kvar).
Vi rengör (alla samma enheter) från smuts och graderar kanten på den expanderade produkten.
Vi applicerar ett flussmedel på ett rör av en mindre sektion och fördelar det med en borste över ytan. Det är omöjligt att applicera för mycket flussmedel (eller fördela det ojämnt), eftersom när det värms upp kan lodet komma in i rörledningen genom det och bilda frusna droppar där, vilket under driften av systemet kommer att orsaka buller när vatten flyttas.

Efter det kan du ansluta rören (lägg in dem ett i ett).Samtidigt, för att undvika att lodet fastnar på röret, är det nödvändigt att avlägsna överflödigt flussmedel med en fuktig trasa. Nästa steg i proceduren är att värma upp den resulterande föreningen. Den gemensamma uppvärmningsoperationen avslutas i det ögonblick då flussmedlet blir silver.
Därefter förs lod till fogen, som smälter från det uppvärmda rörmaterialet (alla känner till den höga värmeledningsförmågan hos koppar) utan värme från brännaren. Löd på grund av kapillärfenomenet tränger in mellan de anslutna elementen. Lödningen är klar när löddroppar uppträder på ytan av den rörformiga produkten.

Efter det bör skarven mellan rören svalna. Under kylning kan du inte utöva en mekanisk effekt på systemet, samt försöka påskynda processen kall lufttillförsel. Den kylda fogen i det sista steget av lödningen torkas av med en trasa doppad i vatten. Detta kommer att säkerställa ett snyggt utseende på rörledningen, som kommer att vara fri från löd- och flussrester.
Installation av kopparrör
I processen att installera VVS-system med egna händer blir det ofta nödvändigt att ansluta kopparrör med produkter gjorda av andra material. I värmesystem, kall- och varmvattenförsörjning är kopparföreningar med stål, plast och mässing säkra ur synvinkeln av förekomsten av korrosionsprocesser. Men kontakten av koppar med galvaniserat stål är farlig för galvaniserade rör och leder till deras förstörelse på grund av elektrolytiska processer. För att undvika fel på rörledningen är det nödvändigt att göra anslutningen med hjälp av och se till att vattenflödet riktas från stål till koppar.
Innan arbetet påbörjas är det nödvändigt att förbereda ett verktyg för att installera kopparrör i ett värmesystem eller försörja varmt eller kallt vatten.För att göra detta behöver du: en rörskärare eller en bågfil för metall, en fil eller en skrapa, i närvaro av sektioner av komplex konfiguration - en rörbockare, gasbrännare eller varmluftspistol.
Kopparrör gör-det-själv börjar med sektioner av en förberäknad längd. Sedan är det nödvändigt att avgrada de yttre och inre delarna av röret, om nödvändigt, justera snittet. Användningen av en rörbockare kommer att förhindra tillplattning av röret och bildandet av veck, vilket kan orsaka en minskning av rörledningens prestanda på dessa platser.
Om rördiametrarna inte överstiger 15 mm, måste deras böjningsradie vara minst 3,5 diametrar, och om mer än 15 mm, då fyra diametrar. Vid böjning för hand kan en böjning av hög kvalitet endast erhållas med en radie lika med 8 diametrar.
Trots deras motståndskraft mot korrosion kan kopparrör, på grund av överträdelser av tillverkningsteknik, felaktig lödning och allvarlig vattenförorening med slipande inneslutningar, genomgå mycket farlig gropkorrosion. Röret korroderar på platser där oxidfilmen förstörs. Ett sätt att undvika denna process är att installera filter på vattenförsörjnings- och värmeledningar.
På den moderna byggmarknaden konkurrerar kopparrör, på grund av sin unika prestanda, ganska framgångsrikt med stål-, plast- och metall-plastprodukter, trots deras höga kostnad.
Även med det faktum att polymerrör används allt oftare är metallprodukter fortfarande en stor framgång. Som regel används koppar, mässing och stål som metall.Till det bättre när det gäller motståndskraft mot korrosion och höga temperaturer utmärker sig koppar. Egentligen kommer anslutningen av kopparrör att diskuteras i den här artikeln.
Även trots att kopparrör kännetecknas av sin höga kostnad, med tanke på materialets alla egenskaper, är deras användning ganska motiverad.
Först och främst, innan du ansluter kopparrör, är det värt att bestämma hur man ansluter dem, genom lödning eller på annat sätt.
Montering av rörledningen med beslag
Anslutning av kopparrör med kopplingar utförs uteslutande på platser som är tillgängliga för inspektion. Denna regel beror på att anslutningen inte är helt tät och läckage kan uppstå med tiden.
Fördelen med en gängad anslutning är att reparationer vid behov kan göras utan extra ansträngning, eftersom den resulterande anslutningen är löstagbar.
Verktyg och material
För att montera rörledningen behöver du följande material och verktyg:
- kopparrör med lämplig diameter;
- anslutning av krimp- eller presskopplingar;

Specialanordningar för rörmontering
Typerna och antalet beslag väljs i enlighet med rörledningsschemat.
- rörskärare eller bågfil;
- rörbockare för kopparrör. Enheten används för att organisera en pipeline med färre anslutningar, vilket ökar systemets styrka;
- fil för bearbetning av rör efter kapning (före sammanfogning). Dessutom kan du använda fint sandpapper;
- FUM-tejp för tätning av gängor. Förutom FUM-tejpen kan du även använda lintråd, Tangit Unilok-gänga eller något annat tätningsmaterial;
- rycka.
monteringsanvisningar
Gör-det-själv montering av en kopparrörledning med beslag utförs på följande sätt:
- kapning av rör för rörledningen. Längden på varje rör måste helt överensstämma med det schema som utarbetats under utvecklingen av systemet;
- avlägsnande av isoleringsskiktet. Om rör med isolering används för ett utrustat rörledningssystem för något ändamål, tas isoleringsskiktet bort för en stark anslutning. För att göra detta skärs den önskade sektionen med en kniv och röret rengörs;
- den skurna kanten bearbetas med en fil, sandpapper tills en jämn yta erhålls. Om grader, gropar eller andra ojämnheter finns kvar i änden av röret, kommer anslutningen att visa sig vara mindre lufttät;

Avisolering av röret innan anslutning till kopplingen
- vid behov böjs rören;
- en unionsmutter och en kompressionsring sätts på det förberedda röret;

Montering av beslagselement för anslutning
- röret är anslutet till kopplingen. Till en början görs åtdragningen för hand och sedan med en skiftnyckel. Under åtdragning tätar hylsan helt anslutningen, vilket eliminerar behovet av ytterligare tätningsmedel. Vid anslutning av ett kopparrör till ett rör eller koppling av annat material krävs dock ytterligare tätning med FUM-tejp.
Passande fixering
Det är viktigt att inte dra åt gängorna för hårt, eftersom mjuk koppar lätt deformeras.



