
- Typer av kopparrör och deras användning
- Metoder för lödning av koppardelar
- Funktioner hos högtemperaturföreningar
- Lödning
- Säkerhetsåtgärder vid lödning av kopparrör
- Andra lödningsalternativ: arbeta med kopparrör och olika metaller
- Nyanserna av lödning av kopparrör: hur man gör det rätt
- Hur man löder koppartråd till aluminium
- Hur man löder koppar och rostfritt stål
- Lödning av koppar med järn - är det möjligt
- Förbrukningsmaterial och verktyg
- Löd och flussmedel
- Brännare
- Relaterat material
- Kärnan i processen
- Metoder för lödning av koppardelar
- Funktioner hos högtemperaturföreningar
- Lödning i detalj
- Hur kan man annars koppla ihop kopparelement
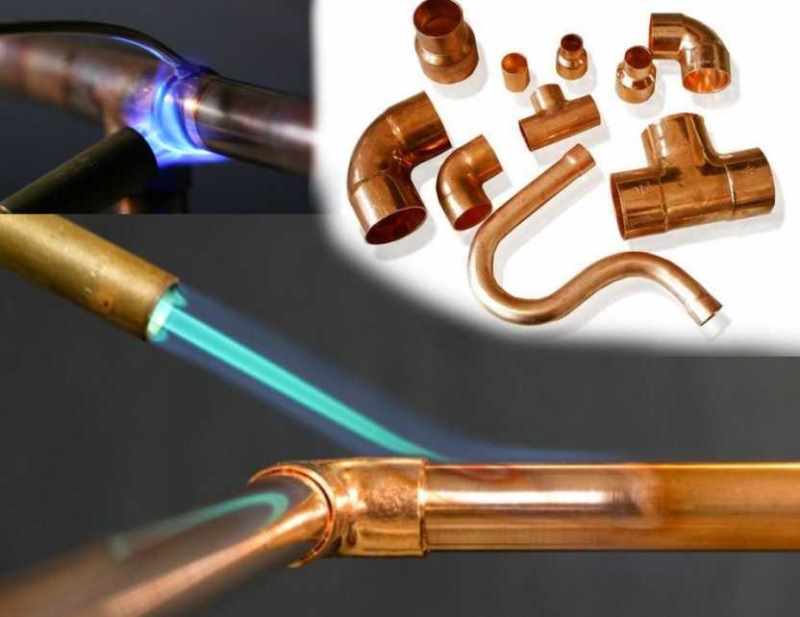
- Typer av lödda kopparbeslag
- Egenskaper av kopparlödning
- Nackdelar med kopparrör
- Kommunikation från kopparrör och rördelar
Typer av kopparrör och deras användning
Två typer av kopparrör är vanligast på rea - oglödgade och glödgade. Under gjutning i produktionen sker en förlust av elasticitet, vilket är nödvändigt i vissa industrier, hemstrukturer. Elasticiteten återförs till material genom att bränna vid temperaturer upp till 700 °. Glödgade kopparrör är dyrare, men mer flexibla och tål höga temperaturförändringar.Det finns dock en viss nackdel - förlusten av styrka hos produkten, som går förlorad under uppvärmning till temperaturer nära smältning.
Oglödgade rör böjs inte, men är mycket starkare. Vid anslutning av kopparfogar används beslag, anslutningsprocessen sker genom lödning. Olika väggtjocklek gör att du kan välja produkten enligt parametrarna för styrka och värmeöverföring. Glödgat material säljs i flaskor från 25 till 50 meter respektive, i regel levereras sådana kopparrör med en mindre diameter. Styva material säljs i upplagor av olika längder.
Metoder för lödning av koppardelar
För att ansluta kopparrör används endast två lödmetoder. Var och en används enligt detaljspecifikation och egenskaper. Gör-det-själv lödning av kopparrör är uppdelad i:
- Vid höga temperaturer kallas det annars "fast". Temperaturindikatorn i detta läge når 900 °. Eldfast lödning gör att du kan producera en söm med höghållfasthetsindikatorer, denna metod används vid tillverkning av rörledningar som utsätts för höga belastningar.
- Mjuklödningsprocessen utförs vid temperaturer från 130 °, den används i hushållsapplikationer när man arbetar med rör med en diameter på upp till 1 cm. Tekniken involverar sammanfogning genom dockning, förbehandling med flusspasta.
Under arbetet är det viktigt att inte glömma att kraften i lågan som ges ut av brännaren kan nå 1000 grader. Därför måste bearbetningen av lederna utföras inte mer än 20 sekunder. Vid uppvärmning börjar mjuklodet smälta och fylla fogen
När det värms upp börjar det mjuka lodet smälta och fylla fogen.
Funktioner hos högtemperaturföreningar
I högtemperaturlödningsmetoden bränns metallen vid 700 ° C och uppåt, vilket bidrar till uppmjukningen av metallen. För lödning används flamutrustning som kan smälta hårda lod. Lödet består av deras koppar-fosforsammansättning, produceras i form av stavar. Processen att löda kopparrör innebär inte användning av flussmedel, efter sekvensen av åtgärder är det möjligt att korrekt fylla fogen.
Högtemperaturkopparröranslutning
Processen startar när lödstaven smälter, arbetsstegen är:
- efter montering värms skarvsömmen upp;
- solid-state lod levereras till korsningen, vars mjukning utförs av en gasbrännare;
- när det visuellt bekräftas att lodet appliceras på metallen måste röret roteras, dockningen måste kontrolleras längs hela omkretsen.
De främsta fördelarna med denna metod är den höga hållfastheten hos fogen av kopparrör, om nödvändigt är det möjligt att ändra diametern på anslutningen med en mindre sida. Höga temperaturer under drift kan inte förstöra sömmen. Hårdlödning kräver vissa färdigheter; överhettning är möjlig under drift, vilket leder till förstörelse av metallen.
Lödning
Varje process kräver ett ansvarsfullt förhållningssätt till utförandet av arbetet. För uppvärmning används en propan- eller bensinbrännare vid användning av mjuklödning genom sammanfogning av kopparrör
Det är viktigt att veta att en brännare med piezotändning kommer att minska driftstiden avsevärt; att köpa dyra modeller utan denna funktion är inte tillrådligt.

Teknologisk process
I processen är det viktigt att använda högkvalitativa tillbehör, flusspasta spelar en viktig roll i anslutningen. Enhetlig beläggning av kopparrörsdelar uppnås med en mjuk borste, efter applicering avlägsnas överskottet med en trasa. Brännarens temperatur kan nå 900 grader, vid lödning är det viktigt att inte överexponera produkten, annars uppstår överhettning
Brännarens temperatur kan nå 900 grader, vid lödning är det viktigt att inte överexponera produkten, annars uppstår överhettning
Säkerhetsåtgärder vid lödning av kopparrör
Kopparrör används som vätskeledare med goda korrosionsskyddsegenskaper. Installation av kopparrör kan inte utföras för att tillhandahålla drickbart kranvatten. Koppar kommer i kontakt med klor, som tillsätts för att rena vatten, och kan bilda ämnen som är skadliga för människokroppen. För artesiska källor är brunnar inte farliga att använda.











Lödning av koppar med handskar
Det är viktigt att använda verktyg av hög kvalitet, arbeta med handskar och övervaka utrustningens tillstånd. Metallens värmeledningsförmåga är ganska hög, när en av noderna värms upp och säkerhetsåtgärder inte iakttas är det möjligt att brännas. En högkvalitativ söm kan erhållas i frånvaro av yttre faktorer i form av belastningar tills fogen svalnar helt
En högkvalitativ söm kan erhållas i frånvaro av yttre faktorer i form av belastningar tills fogen svalnar helt.
Andra lödningsalternativ: arbeta med kopparrör och olika metaller
Lödning av kopparrör kräver viss erfarenhet av denna typ av arbete.Därför, om en husmästare utför sådant arbete för första gången, är det värt att öva i förväg för att inte göra om den redan färdiga vattenförsörjningen eller värmeledningen flera gånger. Kopparrör kan lödas med både hårdlod (med gasbrännare) och mjuka legeringar. I det andra fallet, för kopparrör, är det lämpligt att använda en högeffekts hammarlödkolv.
Noggrann och högkvalitativ lödning är nyckeln till anslutningens hållbarhet
Nyanserna av lödning av kopparrör: hur man gör det rätt
Som flussmedel för lödning av kopparrör är det bäst att använda kolofonium. Den appliceras i ett jämnt lager på rörets yttre ytor, varefter beslaget monteras på det. På baksidan är den andra delen av motorvägen monterad. Därefter värms beslaget med en gasbrännare och lod "monteras" längs sömmarna. Under påverkan av hög temperatur smälter den, fyller sömmen och skapar en högkvalitativ tät anslutning.
Ibland får man klara sig utan beslag
Att löda kopparrör med egna händer är inte så svårt, men detta arbete kräver omsorg och noggrannhet. Naturligtvis, med ord, kan inte allt förklaras förståeligt, så vi uppmärksammar den kära läsaren på en video om hur man löder koppar med en gasbrännare, från vilken allt kommer att bli tydligare.
Se den här videon på YouTube
Efter att ha tagit itu med frågan om hur man löder kopparrör hemma, kan du gå vidare till nästa problem, nämligen lödning av icke-identiska metaller (koppar med aluminium, järn eller rostfritt stål).
Hur man löder koppartråd till aluminium
Att löda aluminium med koppar är en ganska komplicerad process.Det bör noteras att samma lod knappast lämpar sig för aluminium som för koppar och vice versa. Det är mycket lättare att matcha dessa metaller med hjälp av en stålhylsa. Även om tillverkaren idag erbjuder speciella lödningar och flussmedel för sådana ändamål, är deras kostnad betydande, vilket leder till olönsamheten för sådant arbete.
Att löda koppar och aluminium är ganska svårt
Hela problemet ligger i konflikten mellan koppar och aluminium. De har olika eldfasthet, densitet. Dessutom börjar aluminium, när det interagerar med koppar, att oxidera kraftigt. Denna process accelereras särskilt när en elektrisk ström passerar genom anslutningen. Därför, om det är nödvändigt att ansluta koppar- och aluminiumtrådar, är det bäst att använda WAGO självklämmande plintar, inuti vilka det finns Alyu Plus-kontaktpasta. Det är hon som tar bort oxid från aluminium, förhindrar dess efterföljande utseende och främjar normal kontakt med kopparledare.
Efter att ha kommit på hur man löder koppar till aluminium kan du gå vidare till hårdare metaller.
Ibland är en sådan anslutning oumbärlig
Hur man löder koppar och rostfritt stål
Vid lödning av koppar med rostfritt stål spelar inte ens själva lödmaterialet en viktig roll, utan verktyget som används, även om mycket beror på förbrukningsvaror. De mest acceptabla materialen i detta fall är:
- koppar-fosfor lod;
- tennsilver (Castolin 157);
- radioteknik.
Vissa hantverkare hävdar att med rätt inställning till arbetet, kommer även det vanligaste lodet baserat på tenn och bly att duga. Det viktigaste är den obligatoriska användningen av flussmedel (borax, lödsyra), grundlig uppvärmning och först efter det lödning (lödning).










Komplex lödning av koppar och rostfritt stål
Sådana föreningar är sällsynta, och därför är specialiserade lödningar för sådana ändamål ganska dyra.
Lödning av koppar med järn - är det möjligt
Detta alternativ är möjligt, men under vissa förutsättningar. Till exempel är en enkel propanbrännare inte längre lämplig som värmare. Du måste använda propan med syre. Borax bör användas som flussmedel, men mässing kommer att fungera som lödning. Endast i detta fall kan vi hoppas på ett normalt resultat. Köp lod för lödning av koppar med järn eller rostfritt stål är lätt. Det viktigaste är att förstå om de extra kostnaderna kommer att vara motiverade.
Lödning av koppar- och järnrör är också möjligt
Och nu erbjuder vi att titta på hur noggrant hemhantverkare kan utföra arbete på lödrör på motorvägar för olika ändamål.
1 av 5
Förbrukningsmaterial och verktyg
Förutom rör och rördelar behöver du även en brännare, lödning och flussmedel - för själva lödningen. Och även en rörbockare och lite relaterade småsaker för bearbetning innan arbetet påbörjas.
Borste för avisolering av beslag från insidan

Löd och flussmedel
Lödning av kopparrör av vilken typ som helst sker med hjälp av flussmedel och löd. Löd är en legering vanligtvis baserad på tenn med en viss smältpunkt, men nödvändigtvis lägre än koppar. Den matas in i lödzonen, värms upp till flytande tillstånd och rinner in i fogen. Efter kylning ger den en tät och hållbar anslutning.
För amatörlödning av kopparrör med egna händer är tennbaserade lödningar med tillsats av silver, vismut, antimon och koppar lämpliga. Föreningar med tillsats av silver anses vara de bästa, men de är de dyraste, optimala med en koppartillsats.Det finns också med tillsats av bly, men de bör inte användas i VVS. Alla dessa typer av lödningar ger bra sömkvalitet och enkel lödning.
Flussmedel och lod är viktiga förbrukningsvaror
Före lödning behandlas fogen med flussmedel. Ett flussmedel är ett flytande eller degigt medel som får smält lod att flyta in i en fog. Det finns inget speciellt att välja här: vilket flux som helst för koppar duger. Dessutom behöver du en liten borste för att applicera flussmedlet. Bättre - med naturliga borst.
Brännare
För att arbeta med mjuklödning kan du köpa en liten handfackla med en engångsgasflaska. Dessa cylindrar är fästa på handtaget, har en volym på 200 ml. Trots sin ringa storlek är flamtemperaturen från 1100 °C och högre, vilket är mer än tillräckligt för att smälta mjuklod.
Det du bör vara uppmärksam på är förekomsten av piezotändning. Denna funktion är inte överflödig på något sätt - det blir lättare att arbeta. En ventil är placerad på handtaget på en manuell gasbrännare.
Den reglerar längden på lågan (intensiteten på gastillförseln). Samma ventil stänger av gasen om brännaren behöver släckas. Säkerheten säkerställs av en backventil, som, i frånvaro av en låga, stänger av gastillförseln
En ventil är placerad på handtaget på en manuell gasbrännare. Den reglerar längden på lågan (intensiteten på gastillförseln). Samma ventil stänger av gasen om brännaren behöver släckas. Säkerheten tillhandahålls av en backventil, som, i frånvaro av en låga, kommer att stänga av gastillförseln.
Handbrännare för lödning av kopparrör
Vissa modeller har en flamskydd.Det tillåter inte lågan att skingras, vilket skapar en högre temperatur i lödzonen. Tack vare detta låter brännaren med en reflektor dig arbeta på de mest obekväma ställena.









När du arbetar i hushålls- och semiprofessionella modeller måste du vara noga med att inte överhetta enheten så att plasten inte smälter. Därför är det inte värt att göra mycket lödning åt gången - det är bättre att låta utrustningen svalna och förbereda nästa anslutning vid denna tidpunkt.
Relaterat material
För att skära kopparrör behöver du en rörskärare eller en bågfil med metallblad. Snittet måste vara strikt vertikalt, vilket ger en rörskärare. Och för att garantera ett jämnt snitt med en bågfil kan du använda en vanlig snickeri-geringslåda.
rörskärare

Vid förberedelse av rör måste de rengöras. För att göra detta finns speciella metallborstar och -borstar (för rengöring av den inre ytan), men du klarar dig med sandpapper med medelstora och fina korn.
För att ta bort grader från skärsår finns det avfasningar. Röret de har arbetat fram passar bättre in i beslaget - dess hylsa är bara en bråkdel av en millimeter större än ytterdiametern. Så den minsta avvikelsen leder till svårigheter. Men i princip kan allt elimineras med sandpapper. Det kommer bara att ta mer tid.
Det är också lämpligt att ha skyddsglasögon och handskar. De flesta hemhantverkare försummar dessa säkerhetsåtgärder, men brännskador är mycket obehagliga. Dessa är alla material och verktyg som behövs för att löda kopparrör.
Kärnan i processen
Rörledningen som skapas på detta sätt, på grund av användningen av kopparrör under installationen, är mycket pålitlig och exceptionellt hållbar.Naturligtvis har ett sådant system en ganska hög kostnad, men det är helt motiverat av de unika egenskaperna som
Vad som är viktigt, kopparrör kan användas både i VVS och värmesystem. I båda fallen visar de högsta tillförlitlighet och hållbarhet.
Det enklaste och mest pålitliga sättet att installera sådana system är att löda kopparrör. Denna anslutningsteknik har använts under lång tid, den är väl studerad och orsakar inga problem i praktisk implementering. Kärnan i denna metod ligger i det faktum att fogen mellan delarna som ska sammanfogas är fylld med en speciell förening som kallas lod. För att lodet för lödning av kopparrör ska komma in och fylla skarven mellan delarna, smälts det under inverkan av hög temperatur. Efter att uppvärmningen av lodet slutar, och den redan har fyllt den framtida sömmen helt, stelnar den och bildar en pålitlig, tät och hållbar fog.
Kopparlödning är också bekvämt eftersom de anslutna delarna av rörledningen alltid lätt kan separeras vid behov. För att göra detta är det tillräckligt att värma korsningen för att göra lodet mjukt och böjligt.

Lödningsprocess för kopparrör
Metoder för lödning av koppardelar
Lödning anses vara den bästa metoden för att sammanfoga koppardelar. Under drift fyller smält lod ett litet gap mellan elementen, vilket bildar en pålitlig anslutning. Det finns två vanligaste sätt att erhålla sådana föreningar. Detta är en hög- och lågtemperatur kapillärlödning. Låt oss se hur de skiljer sig från varandra.
Funktioner hos högtemperaturföreningar
I detta fall sker processen att ansluta kopparelement vid en temperatur som överstiger +450 grader. Som lod väljs kompositioner, vars grund är ganska eldfasta metaller: silver eller koppar. De ger en stark söm, motståndskraftig mot mekanisk skada och höga temperaturer. En sådan koppling kallas solid.
I högtemperaturkapillärlödningsprocessen överstiger temperaturen 450C, BAg eller BCUP eldfast lod används för att bilda en fog.
En egenskap hos den så kallade hårdlödningen är glödgningen av metallen, vilket leder till att den mjuknar. Därför, för att minimera förlusten av hållfasthetsegenskaper hos koppar, bör den färdiga sömmen endast kylas naturligt, utan att använda konstgjord blåsning eller sänkning av delen i kallt vatten.
En solid anslutning används för rör med en diameter på 12 till 159 mm. Hårdlödning används för att ansluta gasrör. I VVS används det i processen att montera vattenrör för monolitisk sammanfogning av delar vars diameter överstiger 28 mm. Dessutom används en sådan anslutning i de fall då temperaturen på vätskan som cirkulerar i rören kan överstiga +120 grader.










Högtemperaturlödning används också för montering av värmesystem. Dess fördel är möjligheten att ordna ett avlopp från ett tidigare installerat system utan dess preliminära demontering.
Lödning i detalj
Mjuk eller lågtemperaturlödning är anslutningen av koppardelar, under vilken en temperatur under + 450C används. I detta fall väljs mjuka lågsmältande metaller, såsom tenn eller bly, som lod.Bredden på sömmen som bildas av sådan lödning kan variera från 7 till 50 mm. Den resulterande fogen kallas mjuk. Det är mindre hållbart än fast, men har ett antal betydande fördelar.
Vid lågtemperaturlödning bildas en så kallad mjuk fog. Det är mindre hållbart än fast, därför kan det inte användas vid anslutning av gasrör.
Den största skillnaden är att det inte sker någon glödgning av metallen under lödningsprocessen. Följaktligen förblir dess styrka densamma. Dessutom är temperaturen vid lågtemperaturlödning inte lika hög som vid högtemperaturlödning. Därför anses det vara säkrare. De så kallade mjuka lederna används för att montera rör med liten diameter: från 6 till 108 mm.
I VVS används lågtemperaturanslutningar för installation av vattenledningar och värmenät, men under förutsättning att temperaturen på vätskan som cirkulerar i dem är mindre än +130 grader. För gasledningar är användningen av anslutningar av denna typ strängt förbjuden.
Hur kan man annars koppla ihop kopparelement
Lång livslängd, korrosionsbeständighet, låg vikt och antibakteriella egenskaper har gjort kopparkopplingen ganska populär i vissa kretsar. Hög värmeöverföring gör att materialet kan användas i kylsystem. Innan lödning av kopparrör är det nödvändigt att bestämma metoden för lödning, förutom temperatureffekter finns det olika beslag, vars användning beror på graden av skada eller utformningen av fogen.

Beslag för kopparrör
Typer av lödda kopparbeslag
Ett alternativt sätt att löda är att använda beslag för att foga samman kopparrör. Det finns två huvudtyper:
- Crimps har en ring inuti designen, vilket gör det möjligt att skapa en tät anslutning. Strukturen är gjord av mässing.
- Kapillärbeslag som skiljer sig i diameter från den yttre indikatorn. Processen går ut på att löda, genom att variera diametrarna och kompressionen, vilket gör anslutningen.
Ovanstående dockningsmetoder används på platser där det sker ett frekvent byte av element. Skälen till bytet kan vara interaktion med aggressiva metaller, dockning med material av olika sammansättning.
Egenskaper av kopparlödning
Dockning av segment utförs från bearbetning av metallens kanter. Beslagets storlek måste motsvara den givna konfigurationen, det är inte tillåtet att sträcka metallen till önskad storlek, i detta fall går styrka och elasticitet förlorad. Rengöring sker i ordning, det expanderade elementet rengörs inuti och det dockade är utanför. När man arbetar med en lödkolv värms lod från spetsen. För implementering av en högkvalitativ anslutning av kopparrör krävs erfarenhet, eftersom irreparable fel kan göras.
Kopparprodukter används i nästan all kylutrustning av olika slag. Materialet har visat sig i branschen, det används för elektromekaniska ändamål, vid pumpning av brännbart material.
Nackdelar med kopparrör
En av de största nackdelarna är det höga priset på kopparprodukter. Alternativa material som plast eller stål kan vara betydligt billigare. Metallens material är mjukt, med den minsta yttre påverkan, deformation uppstår, fel på ett visst område.
Överföringen av varmvatten i värmesystem kan vara traumatisk, eftersom koppar har en hög värmeöverföring. Värmeförlust utesluts genom användning av isoleringsmaterial; för säker drift är det nödvändigt att dränka rören inuti rummets efterbehandlingsmaterial.
Kommunikation från kopparrör och rördelar
Högkvalitativa kopparrör och rördelar, vars tekniska och operativa egenskaper överensstämmer med de internationella standarderna ISO 9002, BS2 och DIN, produceras nu av både utländska och inhemska företag. Sådana rör, såväl som anslutningselement för dem, klarar framgångsrikt det höga trycket från media som transporteras genom dem, höga och låga temperaturer och mekaniska påfrestningar som de kan utsättas för under drift, transport och lagring.
Till skillnad från polymerrör som är populära i vår tid, försämras inte kopparrörsprodukter från exponering för solljus, de är inte rädda för korrosion, vilket är ett verkligt gissel för produkter gjorda av järnmetaller. När det gäller livslängd, som kopparrör och rördelar skiljer sig från, kan ingen liknande produkt tillverkad av annat material jämföras med dem. Det är anmärkningsvärt att kopparprodukter är praktiskt taget eviga, livslängden för kommunikation från dem är minst 100 år.

Värme- och vattenförsörjningssystem från kopparrör i ett privat hus
Rörprodukter, såväl som beslag gjorda av koppar, används för att arrangera tekniska nätverk för olika ändamål:
- värmesystem;
- luftkonditionering;
- kall- och varmvattenförsörjning;
- gaskommunikation.
De konsumenter som bestämmer sig för att använda kopparrörsprodukter och kopparkopplingar använder dem huvudsakligen för att utrusta tillförlitliga och hållbara vattenförsörjningsnät. Beslag gjorda av koppar är mer kompakta och ser mycket renare ut än de gjorda av järnmetaller. Detta förklaras av det faktum att när man designar och tillverkar kopparbeslag finns det inget behov av att göra deras väggar tjockare, med hänsyn till deras ytterligare korrosion, eftersom de helt enkelt inte är föremål för det.









Gör-det-själv installation av kopparrör i värmesystemet
Det finns flera skäl som förklarar den höga populariteten för rör och rördelar för dem gjorda av koppar:
- koppar, som du vet, har antiseptiska egenskaper, därför utvecklas inte patogener i vattenrör gjorda av denna metall, och kvaliteten på vattnet som transporteras genom dem förbättras till och med;
- installation av rörledningar för vilka rör och beslag gjorda av koppar används är mycket lättare än kommunikation från svarta rör;
- på grund av kopparns höga duktilitet spricker inte rör av denna metall, när vatten fryser i dem, utan deformeras helt enkelt; för att förstöra ett kopparrör är det nödvändigt att applicera ett internt tryck på 200 atm på det, och sådana tryck existerar helt enkelt inte i hushållskommunikation.



