- Vad består en svarv av: huvudkomponenter
- säng
- Svarvstöd
- Gör-det-själv-huvudstock på en svarv
- Svarvsvarv
- Att göra en gör-det-själv-verktygshållare för en svarv
- Vilka andra typer av maskiner kan tillverkas?
- Svarvning och fräsning
- Med kopiator
- Mini
- Från en elektrisk borrmaskin
- Från tvättmaskinens motor
- Vad är en svarv gjord av?
- Svarvstöd
- stjärtstock
- Gör-det-själv-tillverkningsfunktioner hos den främre huvudstocken på en svarv
- Hur man gör en gör-det-själv-verktygshållare för en svarv
- Designfunktioner för skärmaskinen
- Klassificering enligt metoden för matning av skärelementet
- Instruktioner för att göra en enkel gör-det-själv svarv
- Verktygsmaskiner för metallbearbetning
- Design- och måttritningar
- Och vad pratar vi om egentligen?
- Motor eller vinkelslip?
- Om hastighetskontroll
- Om namnet
- Och vad pratar vi om egentligen?
- Motor eller vinkelslip?
- Om hastighetskontroll
- Om namnet
- Slutsats
Vad består en svarv av: huvudkomponenter
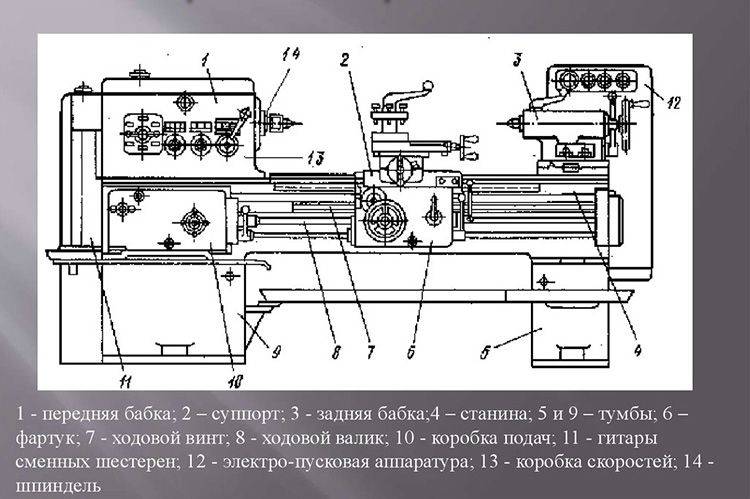
För det mesta är industri- och hushållssvarvar lika. Skillnaden ligger i funktionalitet, kraft och vikt. Bilden nedan visar enheten för en typisk skruvsvarv. Huvudnoderna är:
- säng;
- bromsok;
- headstock (placering av växellådan för att justera rotationshastigheten och ändra mängden vridmoment);
- ändstock (för mer stabilt och tillförlitligt stöd av arbetsstycket eller delen fastklämd i chucken (spindeln), samt för att installera borrar, kranar och andra verktyg);
- verktygshållare.
 Skruvskärande svarvanordning
Skruvskärande svarvanordning
säng
Ett av huvudelementen är ramen - en massiv metallbas på vilken alla huvudkomponenter och delar av utrustningen är monterade. Den måste vara tillräckligt stark och massan måste vara sådan att maskinen inte kan välta under drift. För golvversionen tillkommer massiva stöd (piedestaler).
 svarv säng
svarv säng
Svarvstöd
Svarvens bromsok är utformat för att röra sig längs, tvärs över och i vinkel mot axeln på spindeln på skärarna som är fixerade i verktygshållaren. Enheten har en korsstruktur som består av tre huvudelement: vagn, tvärgående och incisala slädar.
 Metallsvarvstöd för hemmet
Metallsvarvstöd för hemmet
Gör-det-själv-huvudstock på en svarv
Huvudstocken är en av de svårare komponenterna i en svarv, speciellt för egentillverkning. Den innehåller en växellåda med spindel och en styrenhet. Under höljet på huvudstocken finns en elmotor, som är ansluten till växellådans remskiva med en remdrift.
 Hemmagjord huvudenhet med patron
Hemmagjord huvudenhet med patron
Denna enhet innehåller ett block som består av utbytbara växlar utformade för att överföra och ändra spindelhastigheten och vridmomentet från matarlådans axel. Du kan köpa en svarvhuvud eller göra din egen.
 Svarv gitarr
Svarv gitarr
Svarvsvarv
Ändstocken på en metallsvarv är rörlig och är utformad för att pressa arbetsstycket mot spindelns mitt. Ett av elementen i denna montering är en fjäderpenna, på vilken ett fast eller roterande centrum är installerat, vilande med sin spets mot arbetsstycket. Arbetsstycket är installerat i chucken på spindeln och stöds av ändstocken. Således säkerställs tillförlitlig fastsättning av delen för dess högkvalitativa bearbetning.
 Svarvsvarv för metall
Svarvsvarv för metall
Borrar, kranar, brotschar etc. kan installeras i ändstocken. När du installerar och flyttar på sängens medar är det nödvändigt att undvika skarpa och starka stötar på enhetens kropp för att förhindra förskjutning av mitten.
 Stjärtdetalj
Stjärtdetalj
Att göra en gör-det-själv-verktygshållare för en svarv
Verktygshållaren är avsedd för att fästa ett verktyg för metallbearbetning på stödet av en svarv och rör sig både i längdriktningen och i parallell riktning relativt arbetsstycket. Det finns två typer av verktygshållare: två- och fyrapositioner. I det första fallet kan du samtidigt installera två skärare med skruvar, och i det andra - fyra, vilket gör att du snabbt kan byta skärarna vid behov utan att stoppa svarven. För snabbt byte av framtänder finns ett speciellt handtag.
 Metall svarvhållare
Metall svarvhållare
Vilka andra typer av maskiner kan tillverkas?
Innan du skapar din egen svarv bör du studera de varianter av den som uppfanns av många intresserade människor. Bland maskinerna, både hemmagjorda och fabriksmässiga, urskiljs följande typer.
Svarvning och fräsning
En sådan maskin är redan en kraftfull modifiering av de tidigare versionerna av maskiner.Oftast är svarvfräsmaskinen utrustad med en CNC, eftersom det är extremt svårt att manuellt styra routern med hög noggrannhet. En sådan maskin har dock rätt att existera och används ofta i hushållsbehov. Dess design består av:
- Sängar.
- Elmotor för att rotera topplocket.
- En handfräs placerad på styrningar, som säkerställer dess rörelse längs arbetsstyckets rotationsaxel.
Med kopiator
En kopia svarv är nödvändig när du skapar ett stort antal identiska produkter, oftast kan du höra om diskar och balustrar för trappor.
Det finns flera alternativ för att göra en kopia svarv: med en fräs, med en cirkelsåg och med en mejsel. Alla dessa metoder involverar användning av mönster. En mall är en profil av en framtida produkt, som skärs ut av plywood med liten tjocklek.







En ledstång är fäst längs svarven längs hela arbetsstyckets längd. Ett mönster är monterat bakom svarven. En fräs eller fräs är fäst vid ledstången, vars rörelser regleras tack vare stoppet som kommer från fräsen, fräsen eller sågen till mallen.
Sålunda, under stavens rotation, upprepar skärverktyget helt plywoodprofilens silhuett med tillräcklig noggrannhet.
Mini
För många hushållsbehov är det inte nödvändigt att skapa ett aggregat med imponerande dimensioner som kan rotera en stock med en radie på 300 mm. Ibland räcker det med en maskin med extremt enkel design, där drivningen från en gammal bandspelare, driven via en strömkälla, kan fungera som en motor. För sängen på en sådan maskin kan du använda en bräda 150 * 20 och lång, vilket bara beror på hantverkarens behov.
För en sådan minimaskin kommer en remdrift att vara överflödig, så oftast är huvudstocken monterad direkt på motoraxeln.Och som frontplatta fungerar ett huvud från en borr eller en hemmagjord chuck med tre klämskruvar.
Slutstocken är gjord av en stång, i vars centrum ett hål för axeln borras exakt i höjd med motoraxeln, i vars roll en pluggspik kan fungera. Om du förser maskinen med en strömförsörjning med justerbar utspänning kan du få enheten med en hastighetsregulator.
Från en elektrisk borrmaskin
En elektrisk borrmaskin finns i nästan alla hem. Fördelen med en maskin som drivs av en elektrisk borrmaskin är att man inte behöver köpa en separat motor. Borrdrivna konstruktioner sträcker sig från de mest rudimentära, där borren är fastklämd på ett bord.

Tvärtom är ändstocken monterad med hjälp av ett par hörn och en spik eller en vässad skruv, till en mer perfekt, där borren fungerar som en källa till rotationskraft, men inte direkt deltar i rotationsprocessen av arbetsstycket. Den andra metoden skyddar motorn från överhettning och fel under överbelastning.
Från tvättmaskinens motor
Det är ett standardschema för en svarv med en motor, direkt- eller remdrift, en säng och två huvudstockar.
När man konstruerar en svarv från en tvättmaskinsmotor måste man komma ihåg att hushållsapparatens motor är utformad för att cirkulera med en obalanserad belastning, men det betyder inte att ändstocken kan överges. Dess närvaro är obligatorisk, särskilt när man arbetar med ett långt och tungt arbetsstycke. Enheten för en sådan svarv är lätt att implementera hemma. För detta behöver du:
Svetsa eller bulta två stålrör, fixa motorn från hushållsapparater i ena änden.Fixa en stång mellan rören med möjligheten att flytta den längs ramen, ett hörn av handstödet kommer att fästas på det. På motsatt sida ställs bakstycket upp enligt instruktionerna ovan.
Vad är en svarv gjord av?
Typisk design
Även en liten svarv väger mycket, skapar vibrationer under drift. En pålitlig ram (1) behövs, på vilken funktionsenheter och enskilda delar är fixerade. Om det är avsett att skapa en golvversion, använd pålitliga stöd av önskad längd. Den slutliga höjden på arbetsområdet bör vara användarvänlig.
Följande lista innehåller andra komponenter:
- En växellåda är placerad i topplocket (3). Den är utformad för att justera spindelhastigheten (4), ändra mängden vridmoment.
- På baksidan stöds arbetsstycket av ändstocken (6). Kranar, borrar och andra verktyg installeras också här vid behov.
- I standardbearbetningsläget är skärarna fixerade i en speciell hållare (5).
- Denna enhet är monterad på bromsoket (8). För jämn horisontell rörelse används en skruvmekanism, placerad i förklädet (7).
- Matarlådan (2) driver drivaxeln.
Svarvstöd
Enhet
Ritanteckningar:
- vagnen (1) och hela blocket som helhet (17) drivs av löpaxeln (2);
- rörelsemekanismen är förbunden med ett speciellt handtag (15);
- dessa slider (3) ger rörelsefrihet för den övre delen i tvärriktningen (12);
- den är fixerad på den roterande enheten (4) med längsgående styrningar (5);
- skärarna är installerade i hållaren (6);
- skruvar (7/8) används för att fixera denna del / verktyg;
- handtaget (9) kan säkert flytta knivarna på avstånd från arbetsområdet;
- fästelement (10) av den övre delen (11);
- för dess exakta rörelse i lämpliga riktningar används handtag (13, 14) med en skruvdragare;
- handratten (16) flytta bromsoket manuellt.
I en detaljerad studie av denna del av metallsvarven är det nödvändigt att ta hänsyn till de ökade belastningar som den utsätts för i färd med att utföra tekniska operationer.
Var uppmärksam på det stora antalet rörliga komponenter
Att underhålla precisionsbearbetning kräver mer än bara hållbara delar. Konstanta justeringar hjälper till att eliminera spel för att kompensera för slitage. Skadade tätningar rekommenderas att ersättas med nya produkter.








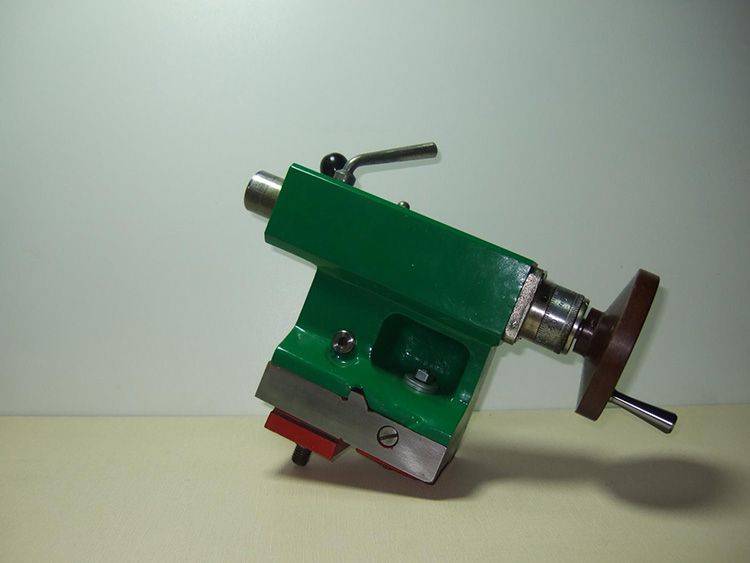
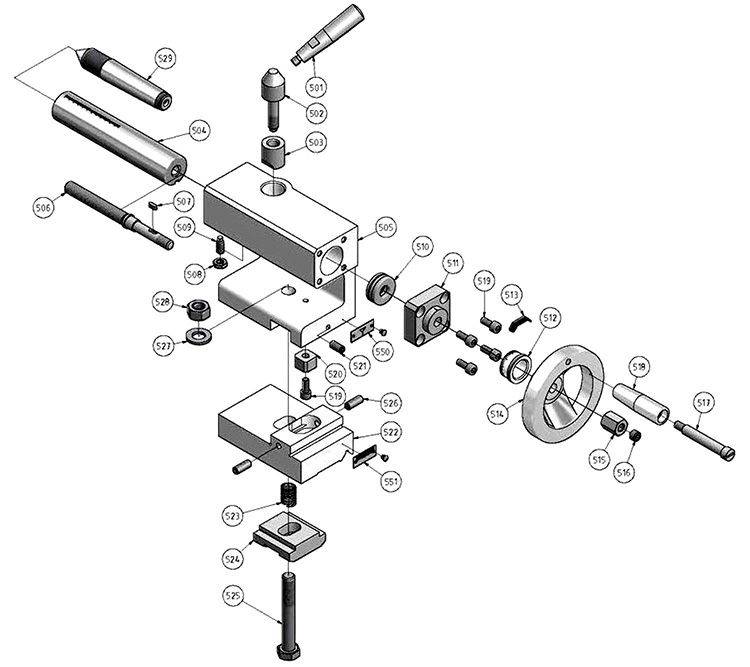
stjärtstock
Huvudkomponenterna i noden
Här och nedan kommer vi att betrakta enkelt för självspelsprojekt med förtydligande kommentarer. Exemplet i figuren är mer lämpligt för träbearbetningsutrustning. För att arbeta med starka arbetsstycken under lång tid bör en stödsko vara gjord av en stålplåt.
Förutom standardutrustningen är sådana utbytbara enheter användbara
Med deras hjälp utökar de bakstammens grundläggande kapacitet. I författarens rekommendationer föreslås att en del av standardkassettfästet (3) tas bort. Detta kommer att öka verktygets arbetsslag, bearbeta större arbetsstycken.
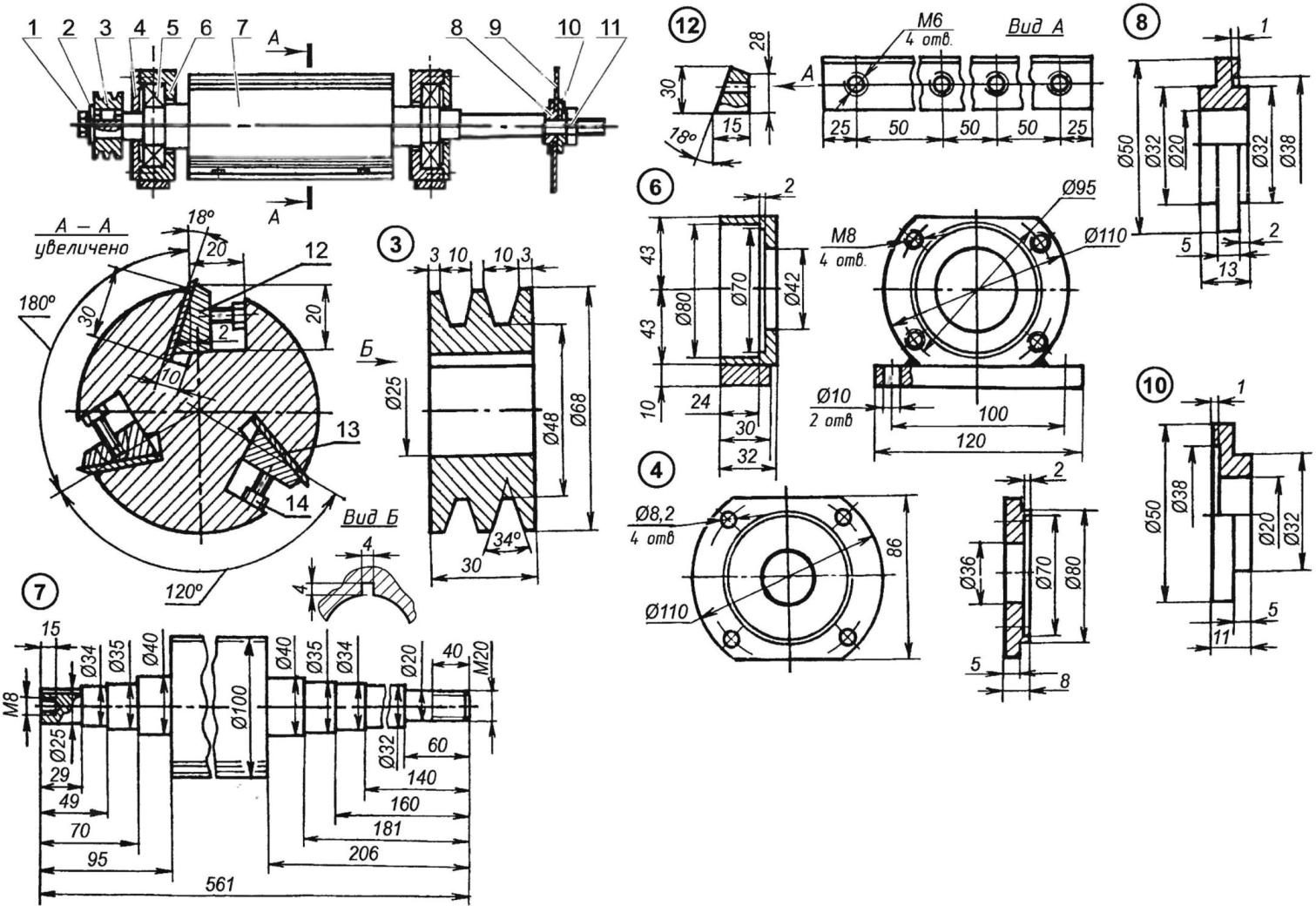
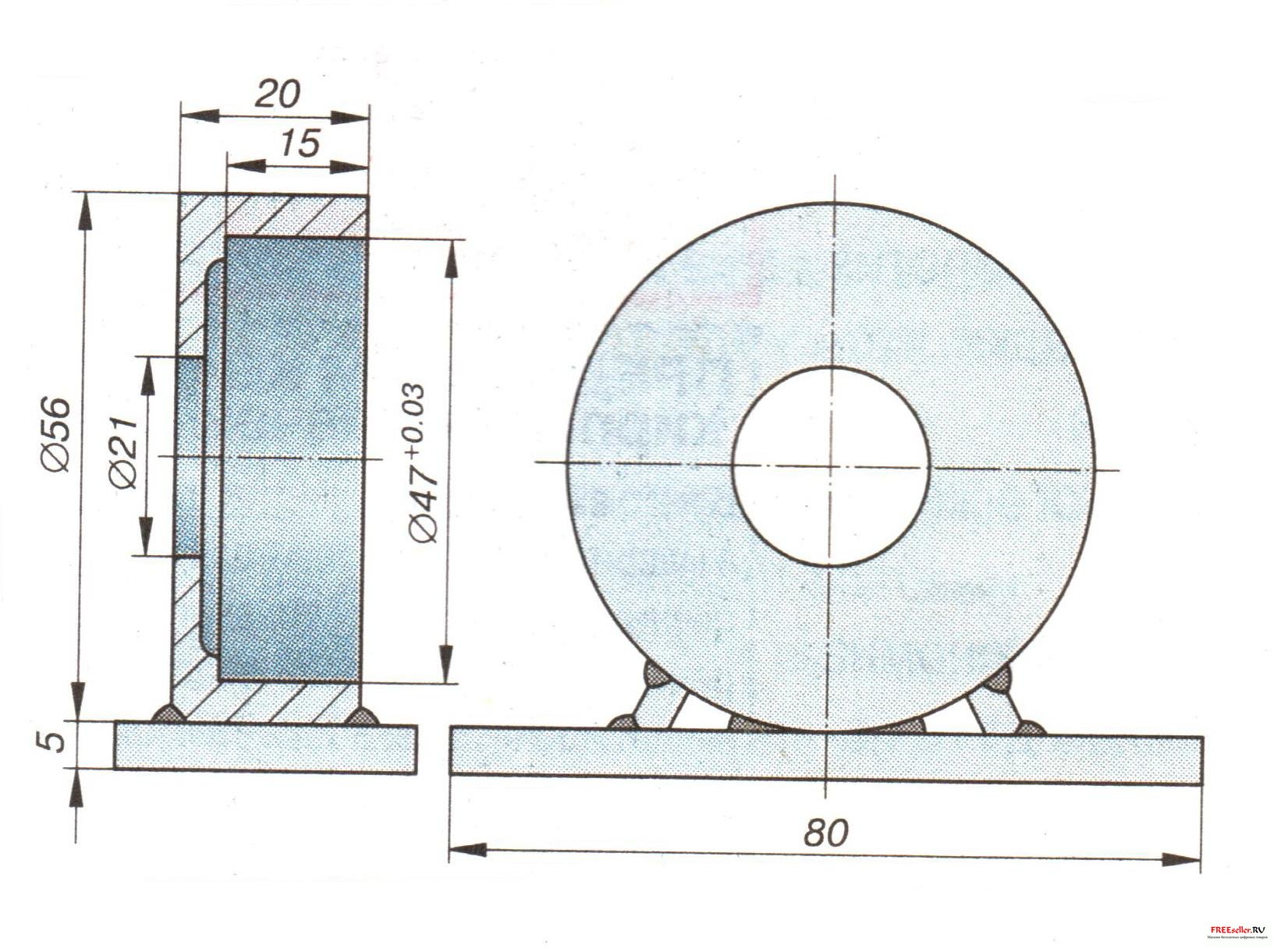
Gör-det-själv-tillverkningsfunktioner hos den främre huvudstocken på en svarv
För tillverkning av hemgjorda produkter används enkla designlösningar.
Här används en remdrift (1), som kännetecknas av sin låga kostnad och låga ljudnivå. En dubbel remskiva (2) är installerad för momentinställning.För att förlänga livslängden på spindeln (3) bör ett par kullager användas. Vid behov görs hål i kroppen för periodisk påfyllning av smörjmedel.
Som regel är en metallsvarv utrustad med chuckar med tre käftar
Dessa klämmor centreras automatiskt utan ytterligare justering. Självproduktion av sådana noder kommer att orsaka svårigheter. Därför kan detta funktionella element i en svarvs huvudet köpas i en butik.
För bearbetning av fyrkantiga arbetsstycken används modeller med fyra kammar.
Hur man gör en gör-det-själv-verktygshållare för en svarv
Det är bättre att göra huvuddelen av hållaren i en hopfällbar version
Detta gör att du kan göra reparationer utan onödiga svårigheter. Skruvar skruvas in i de gängade hålen, som fixerar verktyget ordentligt. Avståndet mellan plattorna bestäms med hänsyn till skärarnas dimensioner.
Ett handtag är installerat ovanpå för att snabbt vända knuten. Denna enhet låter dig snabbt byta verktyg för komplex sekventiell bearbetning av arbetsstycken.
Designfunktioner för skärmaskinen
För att maskinen ska fungera i många år måste den vara gjord av pålitliga material. Metallkonstruktionselement tillverkas bäst av stållegeringar, som är särskilt hårda. Driften av den färdiga utrustningen i detta fall kommer att vara smidig och stabil.







Plattformen är bäst gjord av tungt, styvt material - mycket här avgör maskinens efterföljande position (om den kommer att vara mobil eller stationär).
För att säkerställa tillförlitlig fastsättning av arbetsstycket som ska bearbetas kan en mer komplex struktur monteras genom att inkludera ett skruvstäd som ett element i den.

Skivan kan ha en nötande yta om den är avsedd att behandla kanterna på metallen från grader som bildas under skärning. Det är bekvämt att bearbeta avfasningar med en sådan skiva.





När det gäller stationära enheter är det bättre att använda en växellåda. Det garanterar anslutningssäkerhet och bra prestanda. Bältesversionen är mer lämplig för mobila enheter.

Klassificering enligt metoden för matning av skärelementet
Det finns ett stort antal maskiner till försäljning, innan du köper är det viktigt att förstå hur skärelementmatningssystemet fungerar. Skärelementet kan matas på följande sätt:
- frontal tillförsel av skärskivan;
- en anordning med genomförandet av den nedre matningen av skärelementet;
- konstruktion, vars grund är pendelmetodens arbete.
Metallbasen på skärmaskinen kan vara golvstående eller bordsskiva när den används. I det första fallet installeras en skiva med större diameter, vilket gör det möjligt att skära en större volym av delar. Stationär utrustning är mer mobil, har en minskad vikt.
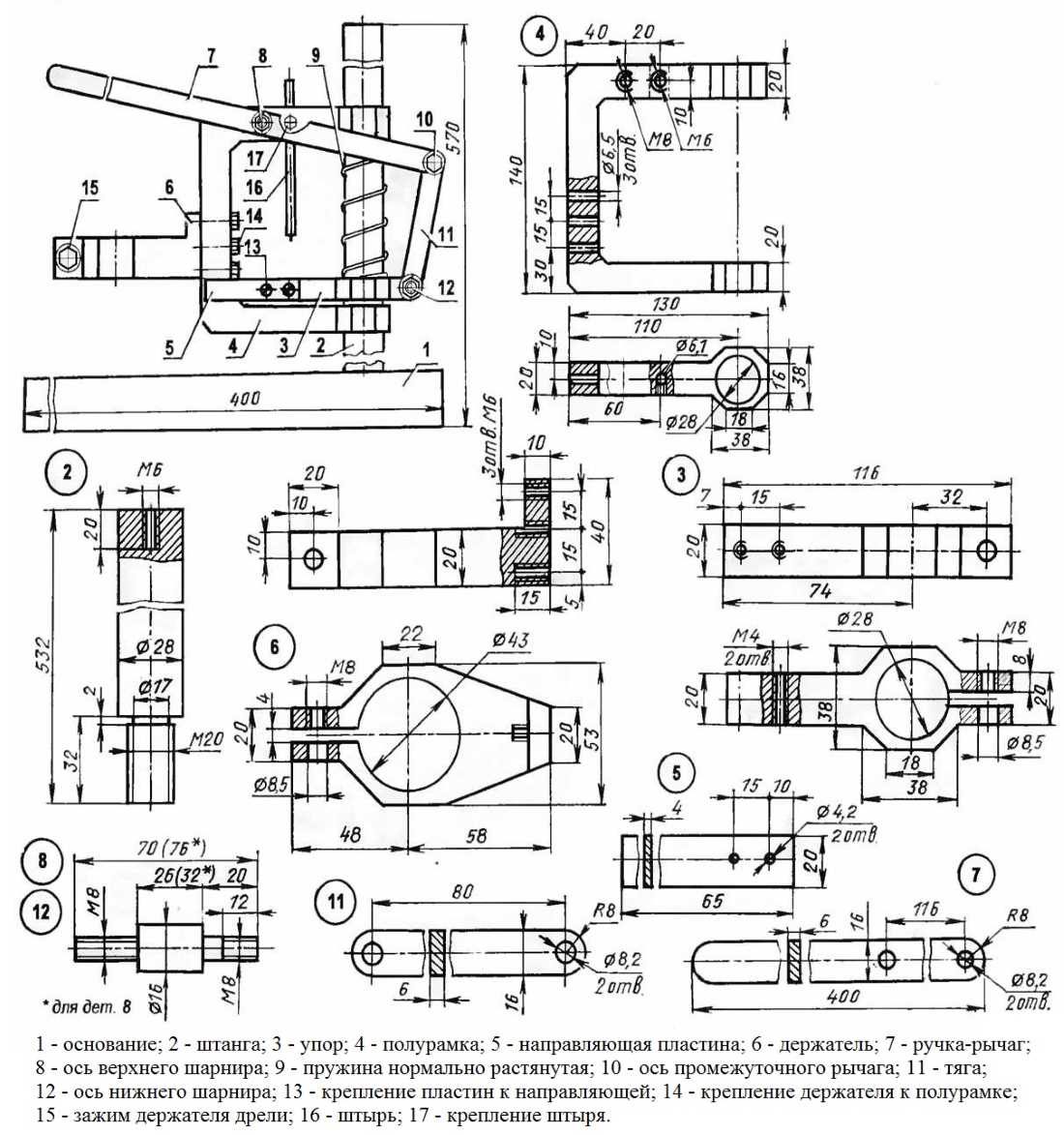
Instruktioner för att göra en enkel gör-det-själv svarv
Eftersom alla bestämmer hur hans svarv ska se ut och vilka dimensioner den kommer att ha, är det omöjligt att ge en exakt beskrivning av tillverkningen av alla delar med dimensioner, toleranser och passningar. Processen att bygga valfri svarv består dock av samma steg.
Ramtillverkning. Som nämnts ovan är det omöjligt att göra en massiv gjutjärnsram hemma. Därför kommer dess roll att spelas av en ram gjord av en kanal eller stålprofilrör, som skärs i storlek och svetsas sedan enligt ritningen
Det är viktigt att observera riktigheten av alla räta vinklar, så kontroll med en kvadrat bör utföras varje gång nästa fog görs. Fungerar bäst på en plan, horisontell platta
Detta kommer att göra det möjligt att få en ram med strikt geometri i horisontalplanet. Du kan klara dig utan en massiv säng, vilket gör den från långa skaft som guider.
På en svarv görs sidoställ av sängen.
Montera guider med ställ. I detta fall installeras avståndsbussningar mellan sidostödelementen.
Bussningar för att fästa ändstocken och verktygshållaren är monterade på styrningarna. Det är inte nödvändigt att göra dem lika långa. Den ena delen kan göras kortare än den andra genom att använda den långa biten som en guide och den kortare delen för att stödja de rörliga delarna. Denna lösning kommer att öka arbetsslaget för den bakre mitten.
Från en stålplåt med en tjocklek på 8 - 10 mm är monteringsplatserna för fjäderpennan och bromsok gjorda och fästa på styr- och hållarbussningarna med bultar med en diameter på 6 mm
Särskild uppmärksamhet bör ägnas åt monteringshålen, eftersom den minsta felaktigheten kommer att leda till förvrängning och fastklämning av maskinens rörliga delar.
Montera ledarskruven. Du kan skära den här delen från ett arbetsstycke eller använda en gängad del från vilken enhet som helst, till exempel från en barnstol med variabel höjd
Se till att se till att antifriktionsbussningar av brons eller mässing är installerade i motsvarande hål i sidoställen.
En vernier och en ratt är fästa på ledskruven.
En plattform för att fästa huvudet installeras, varefter monteringen av ramen anses vara färdig.
Från lagerstödet, två kullager, huvudaxeln med remskivor och spindeln, monteras huvudstocken.
En tailstock är gjord av en lång skruv, en hylsa med en invändig gänga, en metallprofil och ett handtag, varefter den bakre rörliga enheten monteras på maskinen.
Kontrollera och vid behov justera inriktningen av främre och bakre mitten.
Montera stödet. Processen för dess tillverkning liknar monteringen av ramen - styrningarna är utrustade med bussningar, en skruv, en vernier och en liten ratt är monterade.
En verktygshållare är gjord av en tjock metallplatta och bultar med en diameter på 8 mm, varefter den installeras på bromsoket.
Med hjälp av en svetsmaskin tillverkas en elmotorunderram, för vilken metallhörn eller profilrör används. Hjälpramen måste ge höjning och sänkning av kraftenheten, annars blir det problematiskt att överföra remmen från en remskiva till en annan för att ändra spindelhastigheten.
Montera och anslut elmotorn, varefter en provkörning utförs.
Efter att svarven har testats i drift ska dess komponenter och delar målas. Detta kommer att lägga till din avkomma av attraktivitet och kommer inte att tillåta korrosion att förstöra utrustningen som skapats av dina egna händer.
En svarv hemma är en mångsidig utrustning som kan användas för annat än det avsedda syftet. Spindeln kan hålla en poler- eller slipskiva för slipning av verktyg eller efterbehandling av metalldelar.
Verktygsmaskiner för metallbearbetning
För att arbeta med metall (särskilt i minibutiker för tillverkning av metallkonstruktioner) används en mängd olika maskiner och enheter, och många av dem kan göras för hand.
För metallbearbetning är det inte tillrådligt att göra verktygsmaskiner från trä med egna händer på grund av att de helt enkelt inte kan klara av belastningen.
Till exempel är en hemmagjord bockningsmaskin (för att göra halvbågar och ringar) endast gjord av järnskrot. Designen måste vara tillförlitlig.






En hydraulisk domkraft för bilar används också, eftersom styrkan hos händerna för att böja arbetsstycket definitivt inte räcker. Och med ett uttag blir enheten verkligt funktionell.
Det är möjligt att göra en maskin av trä med dina egna händer (eller snarare bara en ram för den) för bearbetning / skärning av metall endast i ett antal fall.
Detta kan till exempel implementeras vid montering av en skärmaskin baserad på en liten kvarn. I det här fallet är basen gjord av spånskiva (du kan ta plywood).

Men hur som helst, om du gör en metallskärmaskin, är det bättre att göra basen för den mer pålitlig och hållbar. Det är inte värt att spara på material här - besparingar kan gå åt sidan.
Du kan svetsa en enkel ram från ett profilrör med förstärkning i den centrala delen och sedan svetsa eller bulta en metallplåt av lämplig storlek ovanpå.
En bockningsmaskin för bockning av metallstänger och lister behöver också en mycket stark bas.

Om det istället för en plåt fanns en plywoodskiva, skulle maskinen helt enkelt inte klara av sin uppgift.
Därför att göra trämaskiner till dina egna händer för bearbetning metall är endast möjlig i fall där belastningen på basen (ramen) kommer att vara obetydlig.Till exempel ett borrställ eller en skärmaskin.
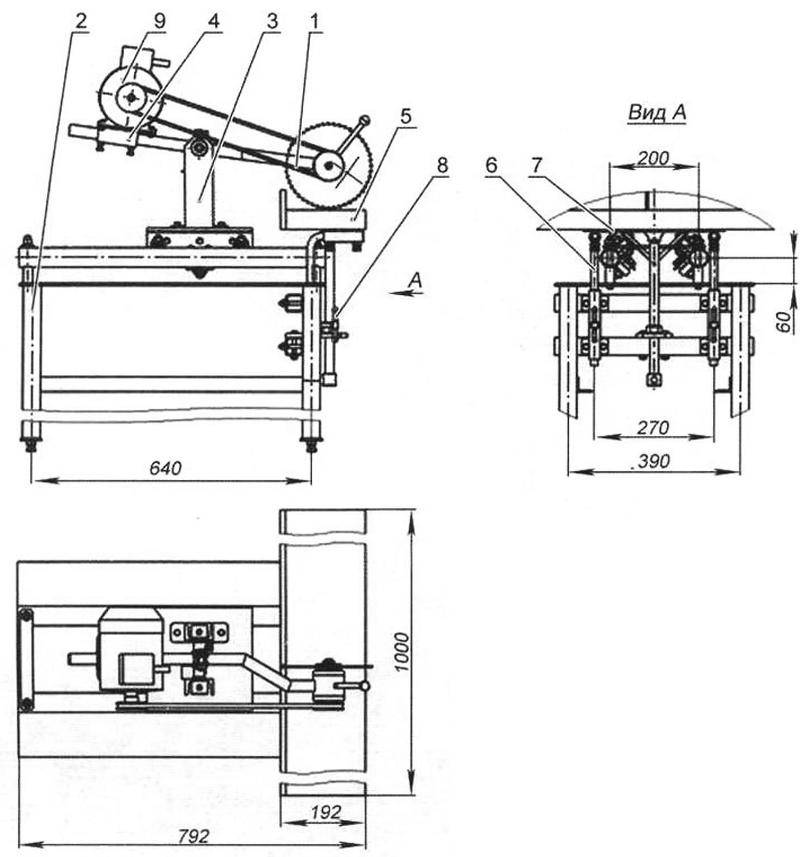
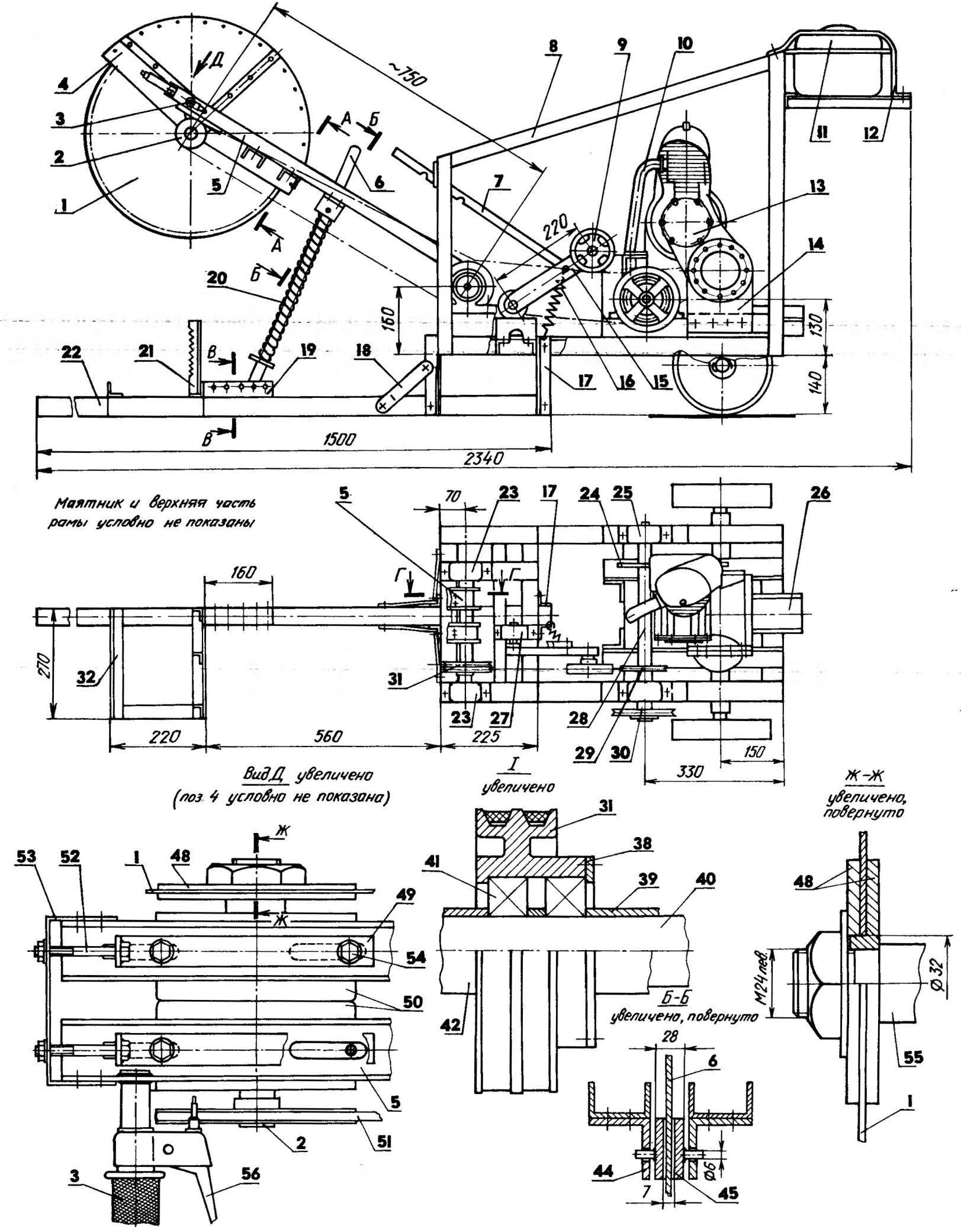
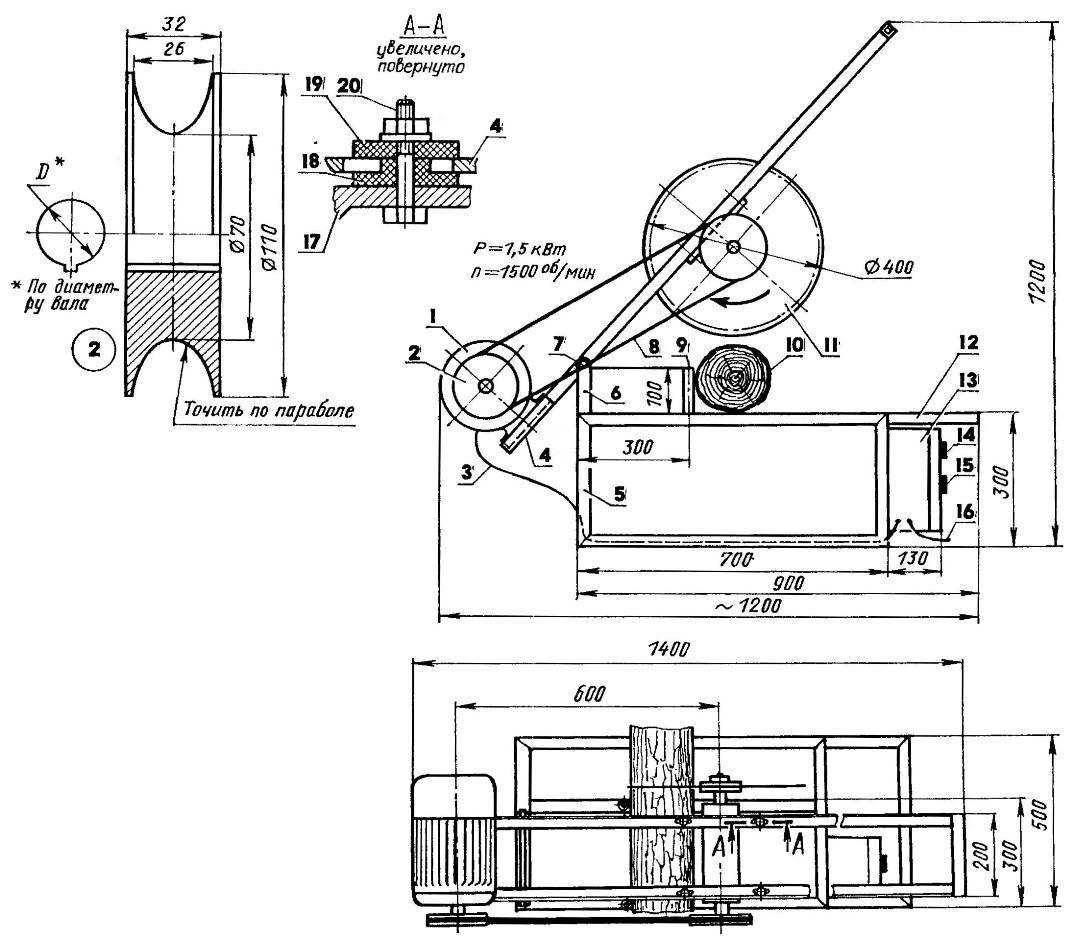
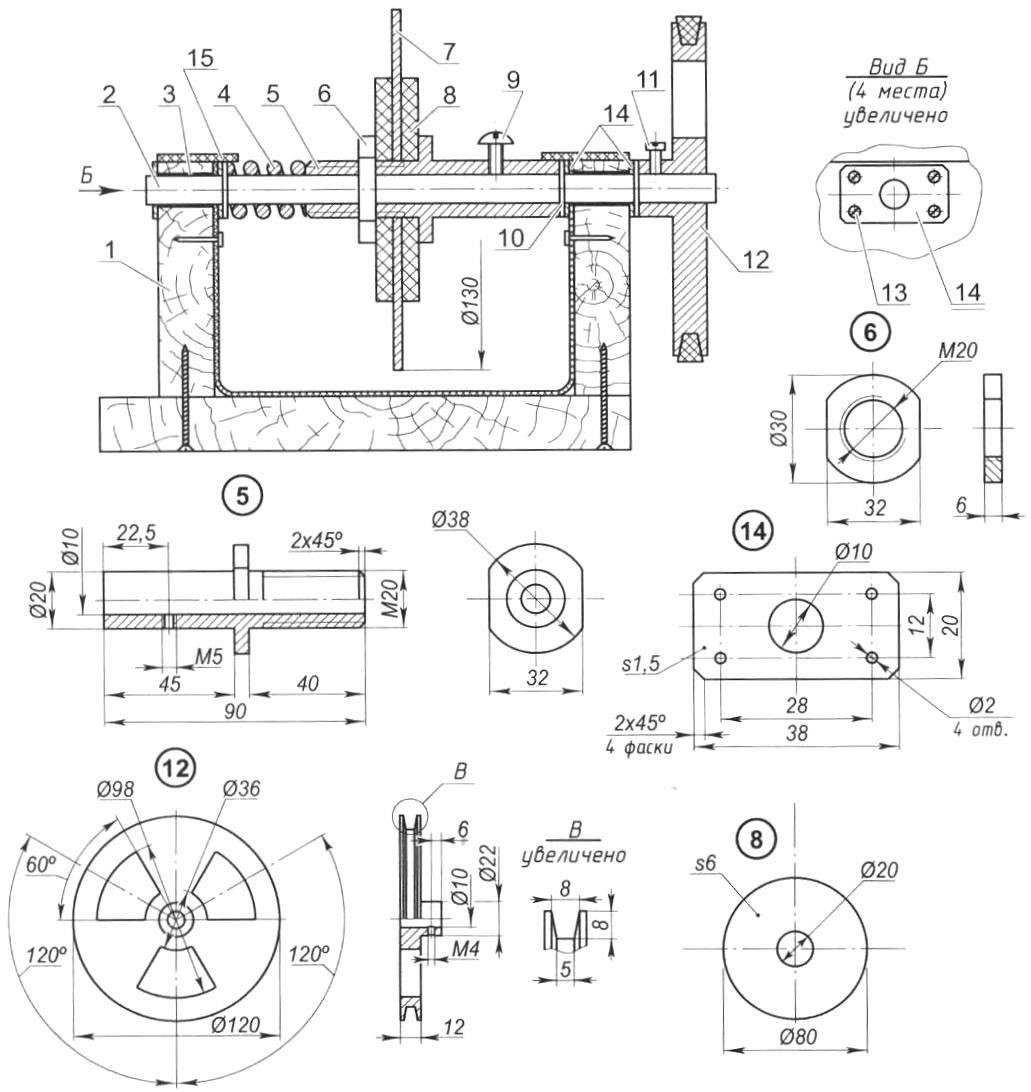
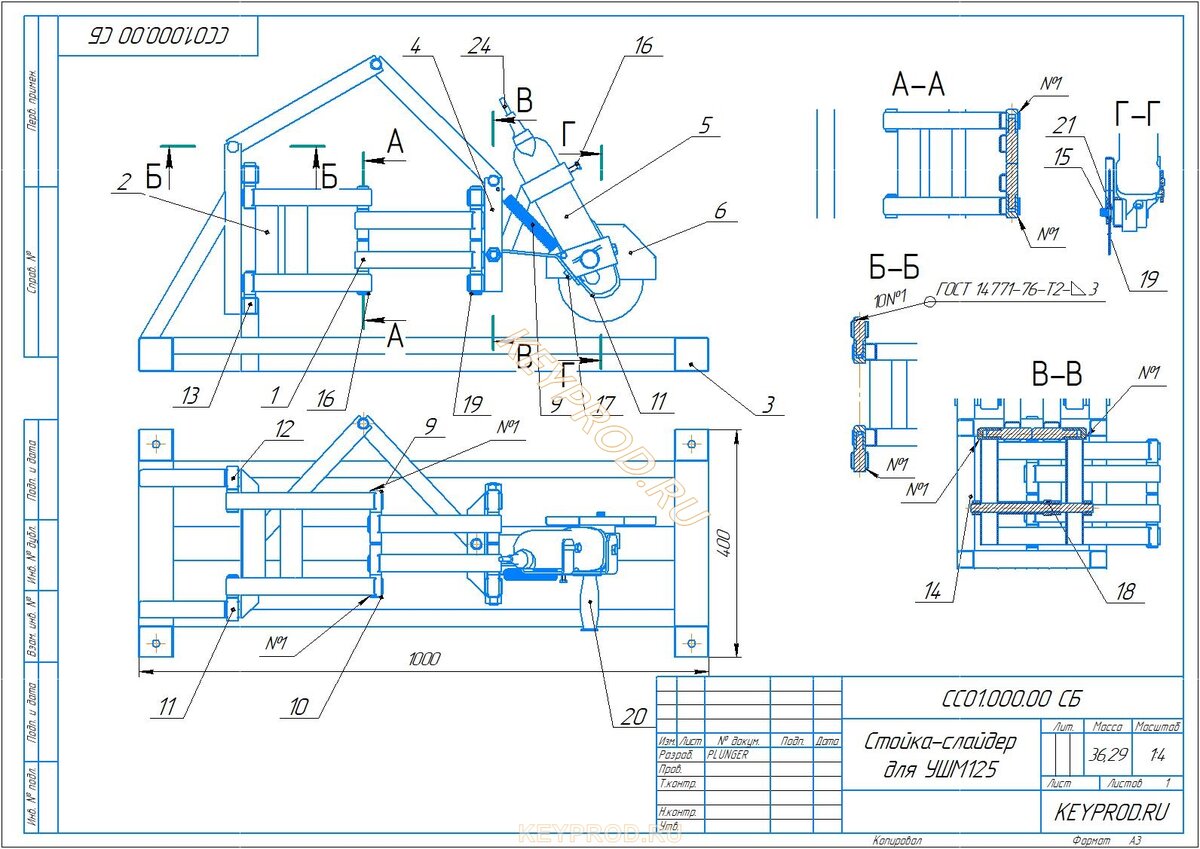
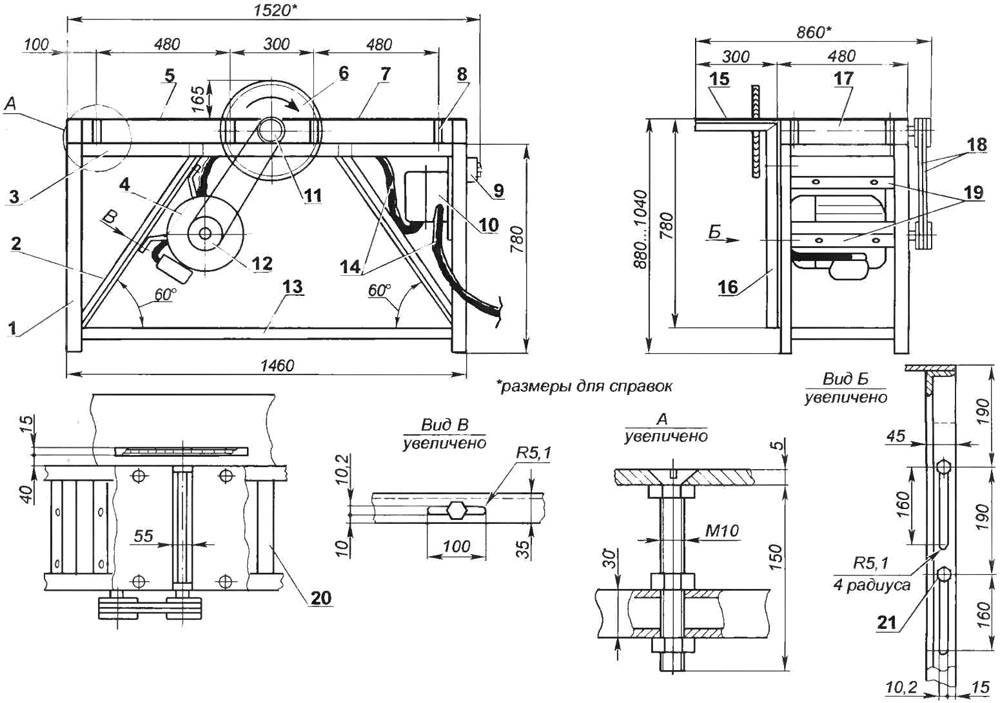
Design- och måttritningar
Design börjar med att bestämma typer av arbete och dimensioner på de arbetsstycken som ska bearbetas. Baserat på detta skisserar vi de övergripande dimensionerna, kraften hos drivmotorn, längden på sängen. Det är inte nödvändigt att rita alla detaljer i enlighet med GOST. Tillräckligt med teknisk ritning av alla detaljer.
Beräkna borrpunkter, bestäm måtten på matchande delar. Separat är det nödvändigt att utveckla ett kinematiskt diagram och en elektrisk krets. I det kinematiska schemat bestämmer vi centrum-till-centrum-avstånden för växlar eller remskivor. Det elektriska diagrammet gör det möjligt att korrekt ansluta elektrisk utrustning.
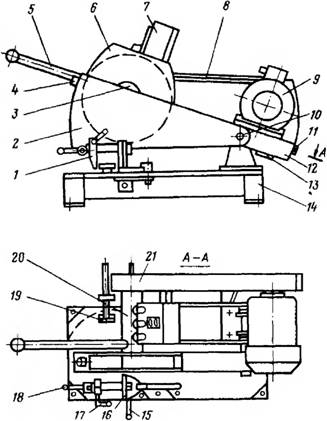
Och vad pratar vi om egentligen?
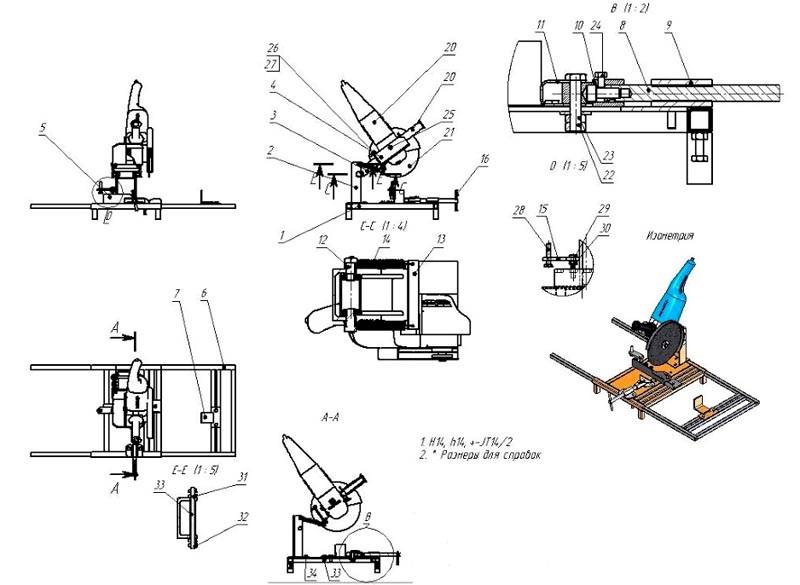
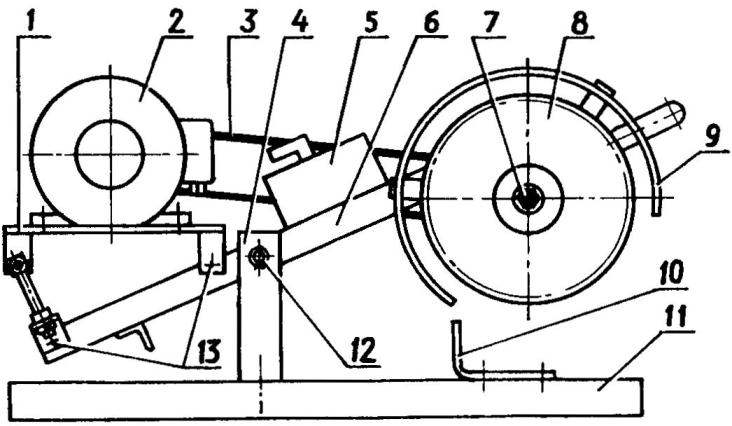
Endast dussintals traditionella konstruktioner av enheter för exakt skärning av plåt, rulle och långa material är kända, här räknas inte laser etc. från högteknologins ålder. Vi kommer vidare att överväga maskiner med en svängande arbetsmodul och en rund roterande skärkropp - ett slipmedel eller sågblad. Sådana skärmaskiner kallas pendel. De är de mest mångsidiga (inklusive lämpliga för broschning - bibehålla en längsgående skärning av begränsad längd) och kan göras oberoende i en bod-garageverkstad. När man säger ”skärmaskin” är det i den överväldigande majoriteten av fallen just pendeln (pendulum cut grinder på engelska) som avses.
Motor eller vinkelslip?
Detta hänvisar till maskinens drivning - separat eller kombinerad i ett monoblock med en fungerande (skärande) kropp och en kraftöverföring till den.En separat motor har fördelen att den svängande delen av enheten - gungstolen (pendel, rocker) kan göras korrekt balanserad, vilket avsevärt förenklar arbetet på maskinen och ökar dess produktivitet; den senare är relativt svagt beroende av materialets motståndskraft mot skärning
Dessutom kan hela maskinen göras lämplig för intensivt rundskiftsarbete, vilket kan vara viktigt för den som skaffar inkomst med händerna växande där de ska och ett huvud som fungerar som de ska. Vinkelslip (bulgariska) kan som du vet arbeta kontinuerligt i 20-60 minuter
(beroende på modell), och sedan - en påtvingad stilleståndstid för verktyget att svalna. Men för tillfällig användning har vinkelslipar ett antal fördelar:
- En tillräckligt tålig och noggrann skärmaskin från en kvarn kan göras utan svarvade delar och med ett minimum av svetsarbete eller utan dem alls, se nedan.
- Grundverktyget förblir lämpligt för manuellt arbete utanför maskinen.
- Strömförsörjning - enfas 220 V från ett hushållsuttag.
- Startanordningar och skyddsjordning krävs inte, eftersom endast vinkelslipar med dubbel isolering är kommersiellt tillgängliga.
- Den yttre egenskapen hos vinkelslipens kollektorelektriska motor är mjukare än den för den asynkrona elmotorn med en ekorrburrotor, vilket sparar motorkraft och elförbrukning. I de flesta fall (förutom skärning av tjocka, tåliga och/eller trögflytande material) kan man anta att en 800 W elektrisk slipmaskin motsvarar en asynkronmotor med 1,2 kW på axeln (se nedan), och en 1300 W vinkelslip. är en separat motor för 2,2 kW.
- Skärmaskiner från vinkelslipar är lättare, mer kompakta och transporterbara än med separat drivning.
- Billiga vinkelslipar levereras inte med hastighetsregulatorer, men en vanlig hastighetsregulator för en borr är lämplig för dem (inte mer än $20; vanligtvis $5 - $6). "Frekvens" för en asynkronmotor upp till 2,5 kW kostar från $50.
Om hastighetskontroll
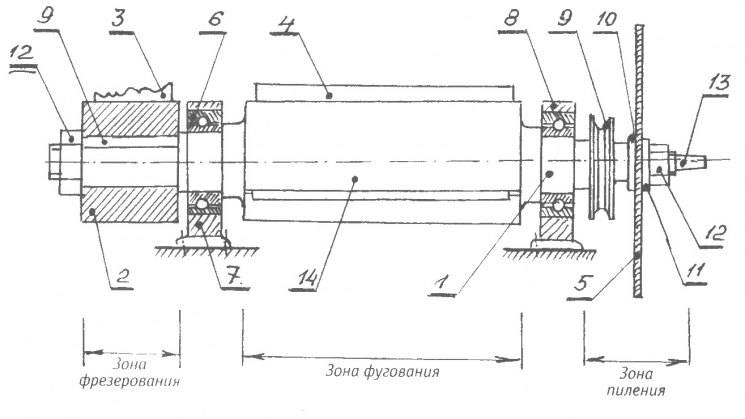
Och varför reglera hastigheten på disken? För att inte överskrida den maximala linjära kanthastigheten och/eller rotationshastigheten som anges på den. Annars kanske skivan inte går sönder, men dess prestanda kommer att sjunka dramatiskt, slitaget kommer att öka och kvaliteten på snittet kommer att försämras. Nominella rotationshastigheter för asynkronmotorer 2800-2850 min–1 tillåter användning av konventionella skivor med en diameter på upp till 350-400 mm eller mer, vilket ger ett skärdjup på minst 150 mm. Spindeln på kvarnen snurrar mycket snabbare (från 6000 min–1), och det är farligt att sätta en vanlig skiva med en diameter på mer än 160 mm på den. Skärdjupet är upp till 50-60 mm, och en höghastighetsskiva är dyr och slits snabbt. Att installera en hastighetsregulator löser problemet. Produktivitet och skärkvalitet lider inte, eftersom. bestäms av den linjära rotationshastigheten längs skäreggen.
Om namnet
LBM låter "tekniskt", men i själva verket är det felaktigt, eftersom. en kvarn skär mycket mer än den maler. "Vinkelborr" är ännu mer olyckligt, eftersom. att borra - att borra, borra, för vilka vinkelslipar i allmänhet är olämpliga. Vinkelslip är spårpapper från engelska. vinkelslipmaskin. Men engelskan att slipa har mycket bredare betydelse än alla typer av slipande bearbetning. Till exempel är en köttkvarn en köttkvarn. "Att slipa" har ingen exakt rysk analog; i termer av innebörd är detta något i stil med "sönderdela i strimlor längs bakgatorna." I allmänhet är folkspråket "bulgariska" terminologiskt felaktigt, men kort nog, och det är tydligt vad det är.
Och vad pratar vi om egentligen?
Endast dussintals traditionella konstruktioner av enheter för exakt skärning av plåt, rulle och långa material är kända, här räknas inte laser etc. från högteknologins ålder. Vi kommer vidare att överväga maskiner med en svängande arbetsmodul och en rund roterande skärkropp - ett slipmedel eller sågblad. Sådana skärmaskiner kallas pendel. De är de mest mångsidiga (inklusive lämpliga för broschning - bibehålla en längsgående skärning av begränsad längd) och kan göras oberoende i en bod-garageverkstad. När man säger ”skärmaskin” är det i den överväldigande majoriteten av fallen just pendeln (pendulum cut grinder på engelska) som avses.





Motor eller vinkelslip?
Detta hänvisar till maskinens drivning - separat eller kombinerad i ett monoblock med en fungerande (skärande) kropp och en kraftöverföring till den. En separat motor har fördelen att den svängande delen av enheten - gungstolen (pendel, rocker) kan göras korrekt balanserad, vilket avsevärt förenklar arbetet på maskinen och ökar dess produktivitet; den senare är relativt svagt beroende av materialets motståndskraft mot skärning
Dessutom kan hela maskinen göras lämplig för intensivt rundskiftsarbete, vilket kan vara viktigt för den som skaffar inkomst med händerna växande där de ska och ett huvud som fungerar som de ska. Vinkelslip (bulgariska) kan som du vet arbeta kontinuerligt i 20-60 minuter
(beroende på modell), och sedan - en påtvingad stilleståndstid för verktyget att svalna. Men för tillfällig användning har vinkelslipar ett antal fördelar:
- En tillräckligt tålig och noggrann skärmaskin från en kvarn kan göras utan svarvade delar och med ett minimum av svetsarbete eller utan dem alls, se nedan.
- Grundverktyget förblir lämpligt för manuellt arbete utanför maskinen.
- Strömförsörjning - enfas 220 V från ett hushållsuttag.
- Startanordningar och skyddsjordning krävs inte, eftersom endast vinkelslipar med dubbel isolering är kommersiellt tillgängliga.
- Den yttre egenskapen hos vinkelslipens kollektorelektriska motor är mjukare än den för den asynkrona elmotorn med en ekorrburrotor, vilket sparar motorkraft och elförbrukning. I de flesta fall (förutom skärning av tjocka, tåliga och/eller trögflytande material) kan man anta att en 800 W elektrisk slipmaskin motsvarar en asynkronmotor med 1,2 kW på axeln (se nedan), och en 1300 W vinkelslip. är en separat motor för 2,2 kW.
- Skärmaskiner från vinkelslipar är lättare, mer kompakta och transporterbara än med separat drivning.
- Billiga vinkelslipar levereras inte med hastighetsregulatorer, men en vanlig hastighetsregulator för en borr är lämplig för dem (inte mer än $20; vanligtvis $5 - $6). "Frekvens" för en asynkronmotor upp till 2,5 kW kostar från $50.
I allmänhet, om du monterar metallkonstruktioner på plats och har ett fordon, eller handlar med valsad metall (eller långt trä) skuren i storlek från kunden, måste du tillverka en maskin med separat drivning. Om trimning och skärning exakt i vinkel inte är en vardaglig nödvändighet för dig, så kommer en skärbädd för en slipmaskin att vara det bästa.
Om hastighetskontroll
Och varför reglera hastigheten på disken? För att inte överskrida den maximala linjära kanthastigheten och/eller rotationshastigheten som anges på den. Annars kanske skivan inte går sönder, men dess prestanda kommer att sjunka dramatiskt, slitaget kommer att öka och kvaliteten på snittet kommer att försämras.Nominella rotationshastigheter för asynkronmotorer 2800-2850 min–1 tillåter användning av konventionella skivor med en diameter på upp till 350-400 mm eller mer, vilket ger ett skärdjup på minst 150 mm. Spindeln på kvarnen snurrar mycket snabbare (från 6000 min–1), och det är farligt att sätta en vanlig skiva med en diameter på mer än 160 mm på den. Skärdjupet är upp till 50-60 mm, och en höghastighetsskiva är dyr och slits snabbt. Att installera en hastighetsregulator löser problemet. Produktivitet och skärkvalitet lider inte, eftersom. bestäms av den linjära rotationshastigheten längs skäreggen.
Om namnet
LBM låter "tekniskt", men i själva verket är det felaktigt, eftersom. en kvarn skär mycket mer än den maler. "Vinkelborr" är ännu mer olyckligt, eftersom. att borra - att borra, borra, för vilka vinkelslipar i allmänhet är olämpliga. Vinkelslip är spårpapper från engelska. vinkelslipmaskin. Men engelskan att slipa har mycket bredare betydelse än alla typer av slipande bearbetning. Till exempel är en köttkvarn en köttkvarn. "Att slipa" har ingen exakt rysk analog; i termer av innebörd är detta något i stil med "sönderdela i strimlor längs bakgatorna." I allmänhet är folkspråket "bulgariska" terminologiskt felaktigt, men kort nog, och det är tydligt vad det är.
Slutsats
Om hemmästaren har utbildning av en vändare eller åtminstone liknande färdigheter, kommer en svarv på gården att vara användbar. Det kommer att hjälpa till att spara på inköp av vissa delar för mekaniska enheter, polering eller till och med målning. Lockiga träben för pallar eller bord görs också på den. Som det blev klart från artikeln är det inte så svårt att göra en sådan enhet med dina egna händer. Du behöver bara vara uppmärksam på scheman och följa vissa regler.
Och slutligen, om hur man väljer en svarv - videon är kort, men fascinerande och lärorik. Trevlig visning!
Se den här videon på YouTube
Tidigare reparation Hur man applicerar ett tätningsmedel för plastfönster korrekt: allmän information och praktiska rekommendationer
Nästa ReparationHur man byter fönster till vinterläge: professionella råd till husmästare



