
- Förberedelse för arbete
- Installation av metall-plaströr
- Verktyg
- Kompressionsanslutning
- Tryck på anslutning
- Push fit-anslutning
- Väggfäste
- Passande klassificering
- Förberedande arbete före pressning
- Användningsinstruktioner
- Crimpprocess
- Vad är att spola och trycka
- Gör-det-själv installation av metall-plaströr
- Tester i flerbostadshus
Förberedelse för arbete
All mätutrustning måste vara förverifierad av ett licensierat testlaboratorium. Hydraulaggregatet är anslutet till tryckledningen via ett provtrycksgrenrör. Uppsamlaren har en avtappningsventil och en tryckmätare. Tryckmätare är installerade i slutet och början av tryckledningen.
Innan tryckprovning av rör ska alla ventiler och portar vara stängda.
Förberedelse för tryckprovning av rörledningen inkluderar följande steg:
- Fylla kretsen med arbetsvätska;
- Fyllning av ledningen tills ett tryck som är lika med testtrycket skapas där;
- Anslutning av testinstrument och utrustning till önskad del av motorvägen.
Installation av metall-plaströr
Installation av en rörledning gjord av metall-plast inkluderar flera steg:
- Förberedelse av material, verktyg.
- Installation av anslutningar.
- Test av färdig pipeline.
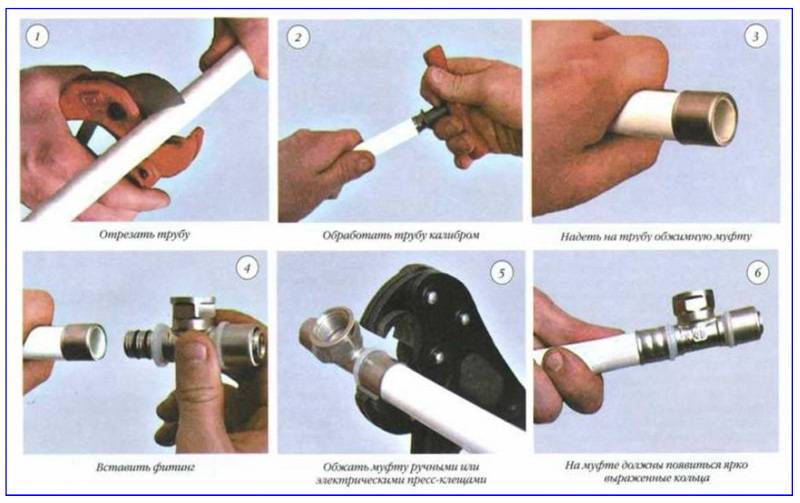
Materialberedning för alla typer av fogar är densamma. Rör ska kapas enligt projektet. Ta hänsyn till längdöverlappningen för beslaget vid mätning.

Eftersom metall-plast säljs i rullar måste materialet rätas ut före installation genom att röret rullas på en plan yta. Först ska röret lindas in i flera lager trasor.
Verktyg
En uppsättning verktyg för installation av metall-plastkommunikation beror på vilka beslag som används för att ansluta delar av rörledningen.
För att montera en rörledning från metall-polymerrör måste du ha:
- rörskärare eller bågfil för att skära material;
- kalibrator - för att expandera röret och ge cirkeln idealiska proportioner;
- avfasning - för fasning;
- sandpapper för att avgrada kanterna på röret;
- justerbara (eller skiftnycklar) skiftnycklar;
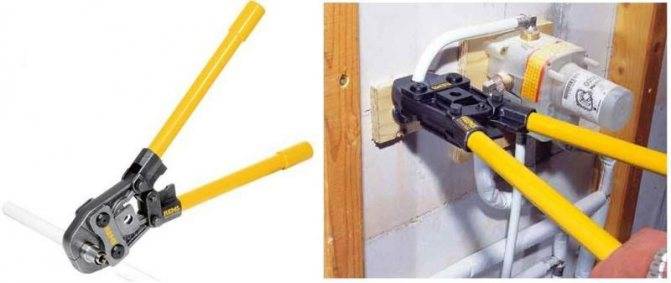
- presstång för vissa typer av anslutningar;
- bygghårtork eller bockningsanordning, såsom sand.
Det är att föredra att skära med sax, men du kan också använda en bågfil eller en vass kniv.
När kanterna är förberedda för anslutning förs röret in i beslaget. Det finns flera typer av anslutning av metall-plaströr till varandra eller med en övergång till ett annat material:
- kompressionskopplingar;
- pressanslutning;
- tryckpassning.
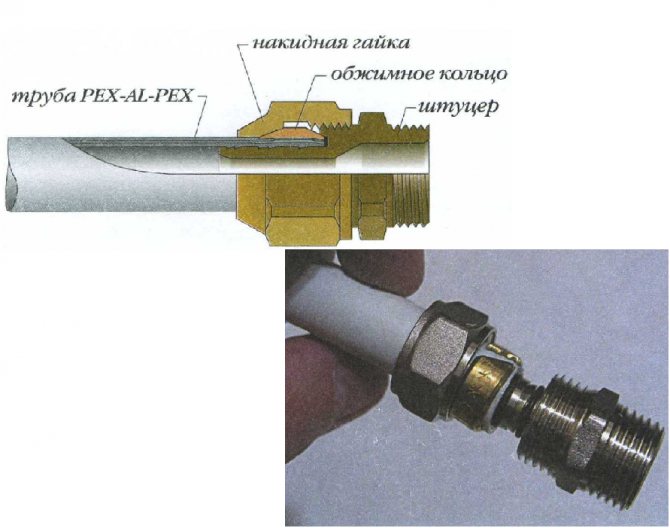
Kompressionsanslutning
Anslutning av metall-plaströr med hjälp av kompressionskopplingar är vanligt och prisvärt för självmontering. Sådana noder kan tas isär och återmonteras. Du behöver 2 skiftnycklar för installation.
Installationsalgoritm:
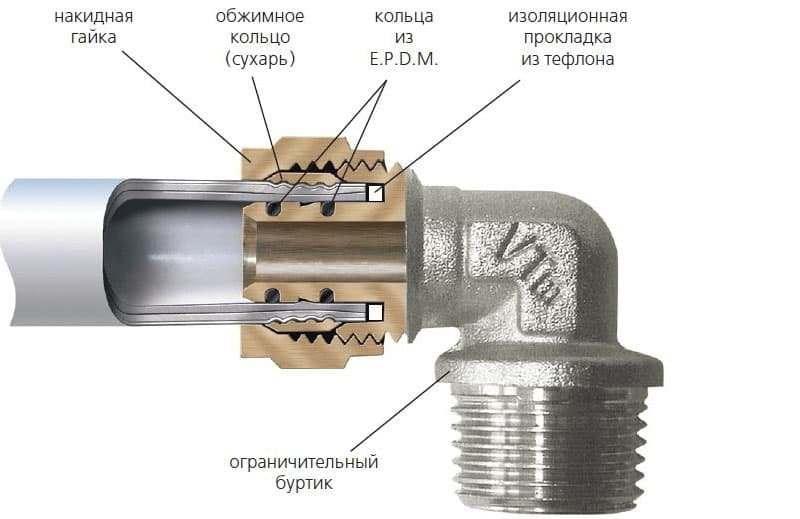
- Beslaget är otvinnat och demonterat. En kopplingsmutter och en hylsa sätts på änden av röret.
- Insidan av röret och änden av kopplingen med en gummipackning är smorda med tjockt tvålskum för att underlätta inriktningsprocessen. För samma ändamål är den inre diametern förutvidgad med en kalibrator. Sådana åtgärder kommer att förhindra förskjutning av gummipackningarna.
- Beslaget sätts in i skarven, ringen förskjuts och muttern dras åt. Vridningsprocessen utförs med två nycklar.
Den resulterande anslutningen kräver periodisk kontroll och åtdragning av muttern i händelse av läckage.
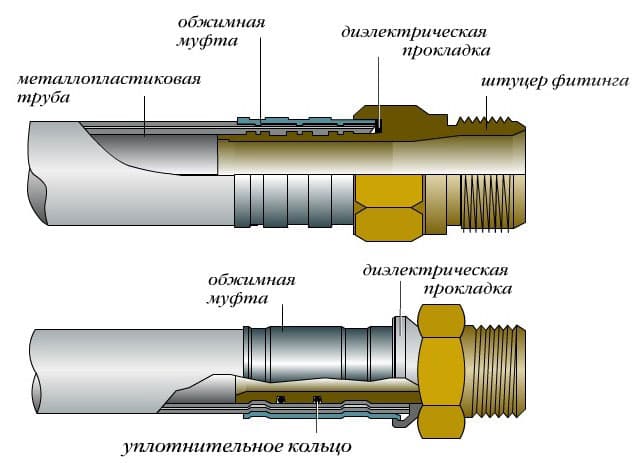
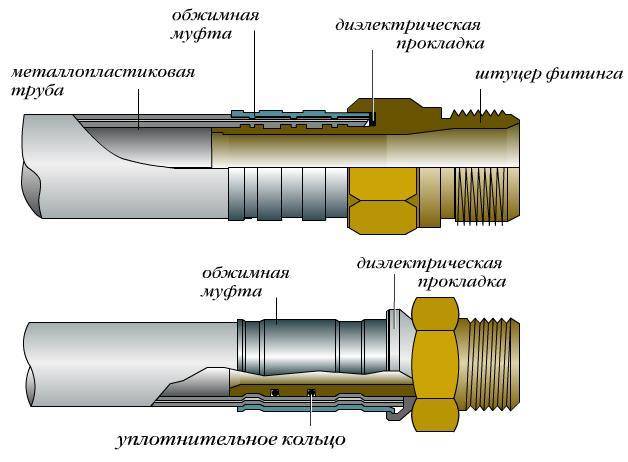
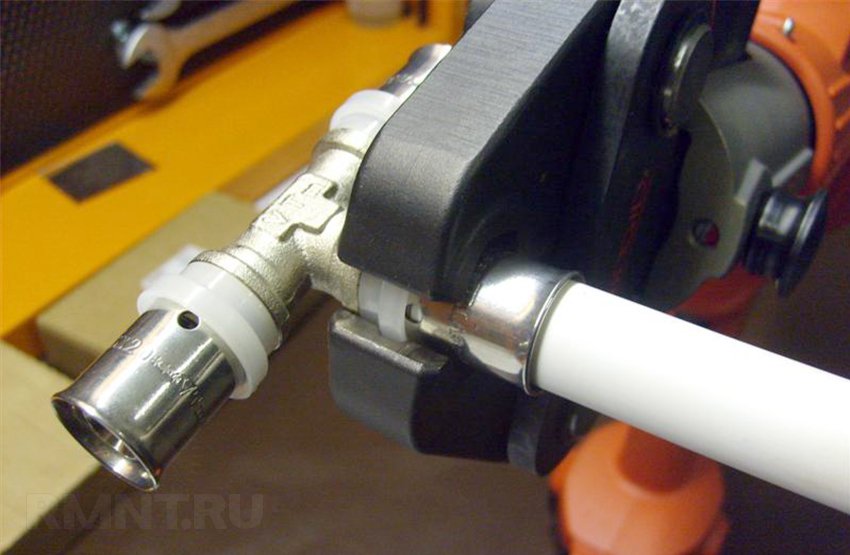
Tryck på anslutning
Crimpkopplingen monteras med presskopplingar och ett pressverktyg (manuellt eller elektriskt).
Monteringsschema:
- Förberedelse: snittet bearbetas och rengörs. Presskopplingen demonteras och kontrolleras med avseende på integritet och närvaron av packningar och sätts sedan ihop igen.
- Kanten för anslutningen sätts på beslaget till kontrollfönstret.
- Hylsan pressas med presstång, verktygshandtagen reduceras till stopp.
- Upprepa operationerna på den motsatta änden av anslutningsbeslaget.
Den resulterande anslutningen kan vara i upp till 50 år, men är inte separerbar.







Push fit-anslutning
Tryckbeslag är de dyraste elementen för att ansluta plaströr. Men deras användning kräver inga verktyg och färdigheter, det är pålitligt och hållbart.

Det förberedda röret förs in i push-fit upp till kontrollhålet. Därefter monteras hela strukturen. Ett provflöde startas, under vars verkan anslutningen fixeras med en inre kil.
Väggfäste

Den svaga punkten hos metall-plastprodukter är den låga motståndskraften mot mekanisk skada på grund av att aluminiumskiktet är tunt.
Med stor böjningsradie eller konstanta tryck deformeras röret.I det här fallet rekommenderas det att fixera rörledningen på en solid bas - en vägg, tak eller under en sockel. För att göra detta fästs fästelementet på väggen:
- clips;
- stöder;
- hängen.
Processen att fästa och fixera sker på ett enkelt sätt:
- stödet är fäst på väggen, fixerat i ett fast läge;
- röret sätts in i klämman med en expanderande mekanism. Om klämman är döv, sätts först ett rör in, och sedan fästs hela strukturen på väggen.
Passande klassificering
Variation av kompressionskopplingar.
- hörn och böjar (används vid anslutning av svängar från 45 grader);
- korsar (hjälp till att förgrena sig på två sidor);
- tees (används för envägsgren);
- pluggar (används för att fästa i änden av röret);
- kopplingar (med hjälp av dem är rör med samma diameter och riktning anslutna);
- beslag (om nödvändigt, anslutning med en slang).
Beslag som används för att ansluta rör med samma diameter kallas raka kopplingar, och de som är avsedda för att fästa rör med olika diametrar kallas övergångskopplingar.
Det finns ett brett utbud av beslag av gjutjärn, stål, mässing eller koppar på byggmarknaden.
När det gäller gjutjärn kännetecknas de av sådana egenskaper som styrka och hållbarhet. Gjutjärnsbeslag har en betydande fördel jämfört med andra anslutningsprodukter, såsom stålkopplingar. En annan positiv egenskap hos gjutjärnselement inkluderar hög motståndskraft mot negativ miljöpåverkan och mångsidighet.
Stålbeslag är oumbärliga i modern industri idag. På senare tid kunde hinder i rörledningens väg förbigås genom att böja röret.Idag finns det inget behov
Rörledningen med stålprodukter är lätt att montera och demontera, vilket också är viktigt
Förberedande arbete före pressning
Åtgärderna som måste utföras innan kontrolltryckprovningen av gasledningen påbörjas utförs i enlighet med arbetarskyddsinstruktionerna som utvecklats enligt standardsäkerhetsföreskrifterna för utföra gasfarligt arbete.
Förberedelserna inkluderar:
Gasledningsschema
- avstämning av den faktiska underjordiska läggningen av kommunikation med den routing som anges på diagrammen i projektdokumentationen;
- platser väljs för att ansluta nödvändiga pluggar, instrumentering och regulatorer;
- anslutningspunkten för kompressorenheten bestäms.
Alla ingenjörer och arbetare som är involverade i denna händelse måste ominstrueras i arbetarskydd och bekanta sig med proceduren för att utföra arbete.
Användningsinstruktioner
Oavsett vilken typ av installation och utrustning du väljer finns en allmän procedur för förarbete. Dessa regler kommer att underlätta arrangemanget av rörledningen och är önskvärda för utförande:
- du måste upprätta en rörlayoutplan, detta hjälper till att beräkna mängden material och kopplingar;
- arbetsplatser måste rengöras noggrant för att förhindra att damm och smuts kommer in i anslutningspunkterna för att undvika läckor i framtiden;
- om du behöver ansluta till ett befintligt system måste du kontrollera dess integritet och förbereda insättningsplatsen;
- rör ska skäras så att skärningen är exakt 90 grader mot rörets längdaxel, detta är nödvändigt för att säkerställa tillförlitlighet och täthet;
- vägledd av diagrammet, lägg ut alla rör och kopplingar för att kontrollera skärningen och antalet alla nödvändiga anslutningselement.
Som nämnts ovan finns det tre huvudalternativ för att ansluta tvärbunden polyeten. Valet av utrustning och verktyg beror på valet av metod. För alla metoder behöver du munstycken för diametern på rören och en beskärare.










Den första metoden är den enklaste att utföra. Förutom rör och beskärare krävs endast kompressionskopplingar och ett par skiftnycklar. Dessa verktyg behövs för att dra åt muttrarna efter att de har tryckts på plats.
Det är viktigt att komma ihåg: du måste kontrollera processen att dra åt muttrarna för att inte skada tråden. Skruva åt, men dra inte åt för hårt.
Den andra metoden är pressande. Du behöver en kalibrator, sax, en expander och en press.
Det kommer inte att finnas några svårigheter med sax, deras syfte är enkelt - att skära röret i de storlekar vi behöver. Vi bearbetar dess kanter med en kalibrator, avfasning från insidan. Detta verktyg är nödvändigt för att ge röret en rundad form efter skärning.
Sedan tar vi expandern (expandern) av manuell typ, som är väldigt enkel att använda. Vi fördjupar arbetskanterna på enheten inuti röret och expanderar den till önskad storlek. Detta bör inte göras på en gång, eftersom materialet kan skadas. Vi gör detta gradvis och vrider expandern i en cirkel. Fördelarna med denna enhet är priset och användarvänligheten. Detta är ett amatörinstrument.
Den elektriskt drivna expandern är utrustad med ett uppladdningsbart batteri, designat för att påskynda installatörens arbete. Det sparar avsevärt arbetstagarens ansträngning och tid för installation av system.Naturligtvis är den här enheten många gånger dyrare, men om du behöver arbeta mycket kommer den att passa perfekt och motivera kostnaderna. Det finns hydrauliska expanderare. Efter att vi har förberett röret måste du installera en beslag i det. För att göra detta behöver vi ett pressskruvstäd. De är också hydrauliska och mekaniska. Före användning måste de tas ur förvaringsväskan och monteras i arbetsläge.
Efter montering av verktyget och installation av kopplingen i röret, installeras anslutningen med en press. Det vill säga, beslaget går in på sin plats och tryck appliceras ovanifrån med en monteringshylsa. Manuella pressar rekommenderas för små rördiametrar och låg efterfrågan.
Hydrauliska pressar kräver praktiskt taget ingen ansträngning under pressning. Beslagen och hylsan installeras helt enkelt i spåret på enheten, sedan faller de lätt och smidigt på plats. Detta verktyg kan användas även på platser som är obekväma för installation, det har ett vridbart huvud. Och det sista alternativet för att ansluta tvärbunden polyeten är svetsad. Som nämnts tidigare är det den dyraste och sällan använda, men den mest pålitliga. För det, förutom de saxar som redan är bekanta för oss, kommer det också att behövas expanders, speciella kopplingar. Elektrofusionsbeslag har speciella ledare för uppvärmning.
Efter att ha förberett utrustningen och komponenterna fortsätter vi till svetsning. För att göra detta installerar vi en elektrisk svetsad koppling i änden av röret. Den har speciella terminaler som vi ansluter svetsmaskinen till. Vi slår på den, vid denna tidpunkt värms alla element upp till smältpunkten för polyeten, cirka 170 grader Celsius. Kopplingsmaterialet fyller alla tomrum och svetsning sker.
Om enheten inte är utrustad med en timer och en enhet som kan läsa information från armaturerna måste du övervaka instrumentets avläsningar för att kunna stänga av allt i tid. Vi stänger av utrustningen, eller den stänger av sig själv, vi väntar tills enheten svalnar. Rör levereras ofta i rullar och kan förlora sin form under lagring. För detta behöver du en hårtork. Med dess hjälp är det möjligt att eliminera denna nackdel genom att helt enkelt värma upp det deformerade segmentet med varm luft.
I nästa video hittar du en översikt över verktyg för att installera XLPE värme- och VVS-system.
Crimpprocess
Trycktestning av värmesystem i ett privat hus börjar med att koppla bort värmepannan, automatiska luftventiler och expansionskärl från systemet. Om avstängningsventiler leder till denna utrustning kan du stänga dem, men om ventilerna visar sig vara felaktiga kommer expansionstanken definitivt att misslyckas och pannan, beroende på vilket tryck du applicerar på den. Därför är det bättre att ta bort expansionstanken, särskilt eftersom detta inte är svårt att göra, men när det gäller pannan måste du lita på kranarnas användbarhet. Om det finns termostater på radiatorerna är det också lämpligt att ta bort dem - de är inte konstruerade för högt tryck.









Ibland testas inte all uppvärmning, utan bara en del. Om möjligt skärs den av med hjälp av avstängningsventiler eller tillfälliga byglar installeras - sporrar.
Därefter är processen:
- Om systemet var i drift tappas kylvätskan.
- En tryckgivare är ansluten till systemet. En slang sträcker sig från den och slutar med en kopplingsmutter.Denna slang ansluts till systemet på valfri lämplig plats, även i stället för den borttagna expansionstanken eller istället för en avtappningskran.
-
Vatten hälls in i trycktestpumpens kapacitet och pumpas in i systemet med hjälp av en pump.
- Ta bort all luft från systemet innan trycksättning. För att göra detta kan du pumpa systemet lite med avloppsventilen öppen eller sänka den genom luftventilerna på radiatorerna (Mayevsky-kranar).
- Systemet bringas till driftstryck, bibehålls i minst 10 minuter. Under denna tid sjunker all återstående luft.
- Trycket stiger till testtrycket, en viss tidsperiod bibehålls (regleras av energiministeriets föreskrifter). Under testet kontrolleras alla enheter och anslutningar. De inspekteras för läckor. Dessutom anses även en lätt fuktig anslutning vara en läcka (imma måste också elimineras).
- Under pressningen kontrolleras trycknivån. Om dess fall under testet inte överstiger normen (registrerat i SNiP) anses systemet vara funktionsdugligt. Om trycket sjunker till och med något under det normala måste du leta efter en läcka, fixa den och sedan starta trycktestet igen.
Som redan nämnts beror testtrycket på vilken typ av utrustning och system som testas (värme eller varmvatten). Energiministeriets rekommendationer som anges i "Regler för teknisk drift av värmekraftverk" (klausul 9.2.13) sammanfattas i en tabell för att underlätta användningen.
| Typ av utrustning testad | Test tryck | Testets varaktighet | Tillåtet tryckfall |
|---|---|---|---|
| Hissenheter, varmvattenberedare | 1 MPa (10 kgf/cm2) | 5 minuter | 0,02 MPa (0,2 kgf/cm2) |
| System med gjutjärnsradiatorer | 0,6 MPa (6 kgf/cm2) | 5 minuter | 0,02 MPa (0,2 kgf/cm2) |
| System med panel- och konvektorradiatorer | 1 MPa (10 kgf/cm2) | 15 minuter | 0,01 MPa (0,1 kgf/cm2) |
| Varmvattenförsörjningssystem från metallrör | arbetstryck + 0,5 MPa (5 kgf/cm2), men inte mer än 1 MPa (10 kgf/cm2) | 10 minuter | 0,05 MPa (0,5 kgf/cm2) |
| Varmvattensystem från plaströr | arbetstryck + 0,5 MPa (5 kgf/cm2), men inte mer än 1 MPa (10 kgf/cm2) | 30 minuter | 0,06 MPa (0,6 kgf/cm2), med ytterligare en kontroll inom 2 timmar och ett maximalt fall på 0,02 MPa (0,2 kgf/cm2) |
Observera att för provning av värme och VVS från plaströr är hålltiden för provtrycket 30 minuter. Om inga avvikelser påträffas under denna tid anses systemet ha klarat trycktestet.
Men testet fortsätter i ytterligare 2 timmar. Och under denna tid bör tryckfallet i systemet inte överstiga normen - 0,02 MPa (0,2 kgf / cm2).
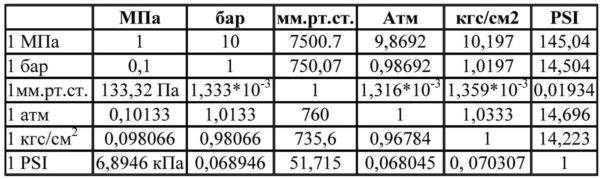
Korrespondenstabell för olika tryckenheter
Å andra sidan har SNIP 3.05.01-85 (klausul 4.6) andra rekommendationer:
- Tester av värme- och vattenförsörjningssystem bör utföras med ett tryck på 1,5 från det fungerande, men inte lägre än 0,2 MPa (2 kgf / cm2).
- Systemet anses vara servicebart om tryckfallet efter 5 minuter inte överstiger 0,02 MPa (0,2 kgf/cm).
Vilka regler man ska använda är en intressant fråga. Även om båda dokumenten är giltiga och det inte finns någon säkerhet, så är båda berättigade. Det är nödvändigt att närma sig varje fall individuellt, med hänsyn till det maximala trycket för vilket dess element är designade. Så arbetstrycket för gjutjärnsradiatorer är inte mer än 6 atm, respektive testtrycket kommer att vara 9-10 atm.Ungefär också är det nödvändigt att bestämmas med alla andra komponenter.
Vad är att spola och trycka
Spolning och tryckprovning av värmesystem utförs i de fall beläggningslagret i rören blir för stort för att de ska fortsätta att fungera. Som en förebyggande åtgärd genomförs sådana evenemang sällan, eftersom detta nöje är ganska mödosamt och dyrt. För hydropneumatisk spolning används sura lösningar som tar bort plack från rörledningens väggar till utsidan. Metallpartiklar klamrar sig fast vid rörens innerväggar och minskar därmed deras diameter. Det leder till:
- ökning av trycket;
- ökning av kylvätskans hastighet;
- minskad effektivitet;
- ökade kostnader.
Vad är trycktestning av ett värmesystem - detta är ett vanligt test, enligt resultaten av vilket man kan säga om det är säkert att använda sådan utrustning eller inte, och även om den tål de nödvändiga belastningarna. Det är trots allt ingen som vill bli ett offer för kretstrycksminskning och vara patient på brännskadaavdelningen. Tryckprovning av värmesystemet utförs i enlighet med SNiPs. Det är ett obligatoriskt förfarande. Efter det utfärdas ett dokument som bekräftar kretsens tekniska användbarhet. Här är de viktigaste fallen när trycktestning av värmesystemet utförs:
- när du monterar en ny krets och sätter den i drift;
- efter reparationsarbetet;
- förebyggande kontroller;
- efter rengöring av rör med sura lösningar.
Tryckprovning av värmesystemet utförs i enlighet med SNiP nr 41-01-2003 och nr 3.05.01-85, samt reglerna för teknisk drift av värmekraftverk.
Från dessa regler är det känt att en sådan åtgärd som tryckprovning av ett värmesystem utförs antingen med luft eller vätska. Den andra metoden kallas hydraulisk, och den första kallas manometrisk, den är också pneumatisk, den är bubbla. Reglerna för tryckprovning av värmesystemet säger att vattentester endast kan utföras om temperaturen i rummet är över fem grader. Annars finns det risk att vattnet i rören fryser. Trycktestning av värmesystemet med luft tar bort detta problem, det utförs under den kalla årstiden. I praktiken används hydraulisk tryckprovning av värmesystemet oftare, eftersom alla försöker slutföra det nödvändiga planerade arbetet innan eldningssäsongen. På vintern utförs endast eliminering av eventuella olyckor.
Det är möjligt att starta trycktestning av värmesystemet endast när pannan och expansionstanken är avstängda från kretsen, annars kommer de att misslyckas. Hur trycktestas värmesystemet?
- all vätska dräneras från kretsen;
- sedan hälls kallt vatten i det;
- när den fylls, sjunker överskottsluft från kretsen;
- efter att vatten har ackumulerats tillförs en trycköverladdare till kretsen;
- hur värmesystemet är trycksatt - mängden atmosfärer ökar gradvis. I detta fall bör det maximala provtrycket inte vara högre än draghållfastheten för de olika elementen i kretsen;
- högtryck lämnas ett tag och alla anslutningar inspekteras. Det är nödvändigt att titta inte bara på de gängade anslutningarna, utan också på de platser där kretsens delar är lödda.
Att trycksätta värmesystemet med luft är ännu lättare.Töm bara ut all kylvätska, stäng alla utlopp i kretsen och för in luft i den. Men på detta sätt är det svårare att fastställa felet. Till exempel, om det finns vätska i rören, kommer den vid högt tryck att sippra genom en möjlig lucka. Det är lätt att identifiera visuellt. Men om det inte finns någon vätska i rören, finns det därför inget att komma ut förutom luft. I det här fallet kan en visselpipa höras.
Och om det är ohörbart, medan tryckmätarnålen indikerar en läcka, är alla anslutningar smutsade med tvålvatten. För att göra det enklare kan du inte kontrollera hela systemet, utan genom att dela upp det i segment. I detta fall är det lättare att utföra tryckprovning av värmerör och bestämma möjliga platser för tryckavlastning.
Gör-det-själv installation av metall-plaströr
Rörskärning utförs med metallsax eller en speciell bågfil. Skärare används för att skära metall-plast med liten och medeldiameter och används ofta i professionell installation. Sax är en enklare hushållsapparat, de kan också köpas i budgetpriskategorin, det viktigaste är att det finns ett bekvämt och balanserat handtag, och själva bladen är vassa, gjorda av högkvalitativ metall. Skärarna är utrustade med en intern kalibrator, som inte bara tillåter skärning av metall-plast, utan också återställer den deformerade formen på kanterna.







Förutom specialverktyg, vid installation av ett system av metall-plaströr, krävs användningen av mer mångsidiga enheter: ett måttband, nycklar av rätt storlek, en avfasning, slipande smärgel, en expander, förutsatt att presspassningsanslutningar är Begagnade.
VVS-systemet av plast och metall är inte bara hållbart och praktiskt, utan också lätt att installera. Processen är tillgänglig för utförande även av en person som inte har den nödvändiga kunskapen. Med en uppsättning av de enklaste verktygen kan du utföra grundläggande installationsarbete effektivt och med anständiga kostnadsbesparingar om du följer enkla installationsregler.
Plast i kombination med metall är en bra tandem, men den är också "rädd" för aggressiva mekaniska och ultravioletta effekter, detta måste beaktas när du lägger dem öppna.
Om det är avsett att installera en stängd typ, är det nödvändigt att se till att det finns luckor för tillgång till kompressionstypbeslag.
Värmesystemet kan också bestå av MP-rör, men i det här fallet är det värt att ägna särskild uppmärksamhet åt att kontrollera integriteten hos alla element och observera tillståndet för den mest hållbara anslutningen av alla element. Använd inte vassa föremål när du packar upp nya delar av systemet, även en mikrorepa kan allvarligt skada hela systemet.
Metallstöd och hängare som används för rörinstallation måste vara utrustade med mjuka packningar, detta hjälper till att undvika mekanisk skada på plastytan.
Som en garderob börjar med en hängare, så börjar installationen av metall-plaströr med val och fästning av kulventiler
Detta element är extremt viktigt för hela systemet, du bör inte spara på det och köpa kinesiska budgetmotsvarigheter
En högkvalitativ kran måste tåla upp till 60 atmosfärer och höga temperaturer
Som en garderob börjar med en hängare, så börjar installationen av metall-plaströr med val och fästning av kulventiler
Detta element är extremt viktigt för hela systemet, du bör inte spara på det och köpa kinesiska budgetmotsvarigheter. En högkvalitativ kran måste tåla upp till 60 atmosfärer och höga temperaturer. Vid läckage är det kranen som klarar av att stoppa vattenflödet på kortast möjliga tid.
Om kranen vid rätt tillfälle inte klarar av sin direkta uppgift riskerar VVS-systemet att få allvarliga skador.
Vid läckage är det kranen som klarar av att stoppa vattenflödet på kortast möjliga tid. Om kranen vid rätt tillfälle inte klarar av sin direkta uppgift riskerar VVS-systemet att få allvarliga skador.
Som en garderob börjar med en hängare, så börjar installationen av metall-plaströr med val och fästning av kulventiler
Detta element är extremt viktigt för hela systemet, du bör inte spara på det och köpa kinesiska budgetmotsvarigheter. En högkvalitativ kran måste tåla upp till 60 atmosfärer och höga temperaturer. Vid läckage är det kranen som klarar av att stoppa vattenflödet på kortast möjliga tid.
Om kranen vid rätt tillfälle inte klarar av sin direkta uppgift riskerar VVS-systemet att få allvarliga skador.
Vid läckage är det kranen som klarar av att stoppa vattenflödet på kortast möjliga tid. Om kranen vid rätt tillfälle inte klarar av sin direkta uppgift riskerar VVS-systemet att få allvarliga skador.
Om hela systemet installeras från grunden, kommer det att inkludera installation av rengöringsfilter, mätare, en tryckreducerare, ett grenrör för rör i hela området. Rör rekommenderas att monteras tillsammans med filter, detta förhindrar att tekniskt skräp kommer in i systemet.









Läs också:
Tester i flerbostadshus
I flerbostadshus kan även tryckprovning av värmesystemet med luft utföras. Vi kommer nu att överväga de nödvändiga förutsättningarna för arbetet. I händelse av att du hittar vattenläckor måste de repareras. Men ofta, utan högt tryck i systemet, är det ganska svårt att hitta tunna sprickor i sömmarna. I flerbostadshus är det nödvändigt att utföra tryckprovning av både enskilda lägenheter och alla motorvägar.
Du måste förbereda:
- Inspektera alla låsbeslag. Om ventilerna är gjorda av gjutjärn, se till att byta ut körtlarna med dem. Byt ut packningar på flänsanslutningar. Alla bultar som tappat sitt ursprungliga utseende måste också bytas ut. Se till att installera nya tryckmätare, det rekommenderas att skicka de gamla för verifiering för att avgöra om de kan användas vidare för mätningar.
- Inspektera visuellt alla rör, kopplingar för att identifiera även mindre defekter, skador. Om du hittar problemområden måste du snabbt reparera dem.
- Kontrollera tillståndet för värmeisoleringsmaterialet på ledningarna som läggs i källaren och mellan våningarna.
Efter förberedelse kan du börja utföra direkt pressningsarbete:
- Fyll hela kretsen med vatten med låg hårdhet (så att kalk inte uppstår). Det är bättre att pumpa in det i systemet, naturligtvis, med en elektrisk pump. Tryck - 6-10 bar. I en behållare med vätska måste du sänka slangarna - dränera och tillföra. Anslut sedan pumpen till värmenätet och sätt på trycktestaren. Trycket måste ställas in i förväg.
- Du upptäcker en halvtimme - under denna period bör trycket förbli nästan på samma nivå. I händelse av att trycket inte sjunker kan testet anses avslutat. Du kan fylla systemet med arbetsvätska och starta aktiv drift.
- Om trycket sjunker, finns det defekter i värmesystemet. Proceduren för att trycktesta värmesystemet med luft är ungefär densamma, men du måste använda en tvållösning - utan den är det svårt att hitta en läcka. Så fort du hittar defekter kan du börja tömma systemet och reparera. Diagnostisera sedan om hela uppvärmningen.
Inmatningsenheten utförs på liknande sätt - trycket bör vara ca 10 bar.



