- tips och tricks
- Lödning
- Hur man smörjer en kran ordentligt
- Typer av tätningsband
- Anaeroba lim tätningsmedel
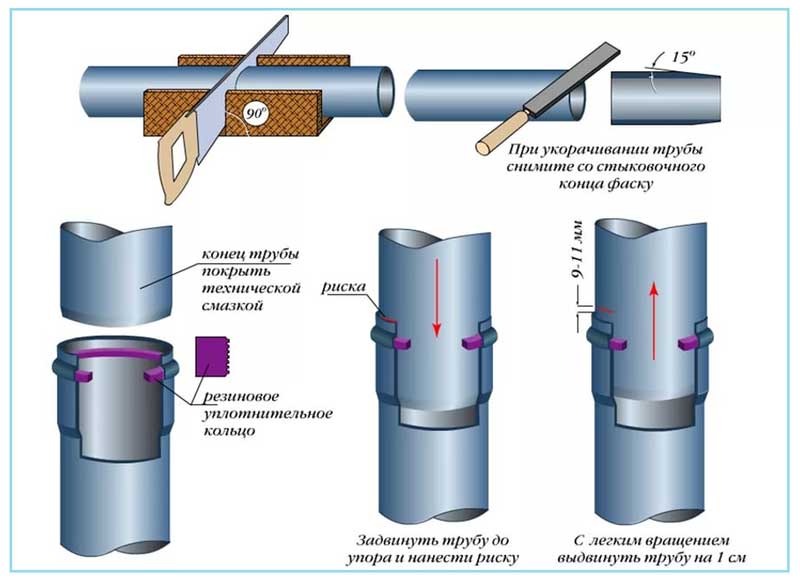
- Kopplingar
- Dockningsrör av metall och plast
- Flänsanslutning av gasrör
- GOI polerpasta Archimedes Norma
- Tabell 1. Slipmedel GOST 3647-80
- Vad är poleringsförmåga
- Lapping order
- Ordningen för varvning är som följer:
- Linné
- Vilken tätning är bättre att välja för att installera ett värmesystem
- Syfte och variation av termofogningsmedel
- Huvudtekniska egenskaper för tätningstejpen
- Regler för lödning av koppar
- Lödning av stora delar
- Lödtrådar eller tråd
- Lödskålar eller lödhål i koppar
- Metoder för att kontrollera tätheten av anslutningar
- Funktioner för installation av gängade beslag
- Steg för steg installationsinstruktioner
- Metallröranslutning utan gänga
- Tätning med lintråd
- Frågan om förpackning
tips och tricks
Professionella hantverkare delar flera rekommendationer om hur man gör tätning av gängade anslutningar så enkelt och hållbart som möjligt.
- Var inte rädd att det ohärdade tätningsmedlet kommer ut från insidan av röret. Det kommer inte att härda och under driften av vattenförsörjningssystemet kommer det helt enkelt att tvättas av med vatten.Anaeroba geler är helt ofarliga, men det är ändå bättre att lämna kranen öppen ett tag så att överflödigt tätningsmedel tas bort helt.
- Vid skruvförband behandlade med gängtätningsmedel är det inte nödvändigt att dra åt gängorna med skiftnycklar. Händernas maximala ansträngning kommer att vara tillräckligt, men du måste verkligen linda in den med all din kraft.
- Om röret är ömtåligt behöver du inte försöka linda upp fogen som behandlats med tätningsmedel. Värme måste appliceras omedelbart. 170 grader räcker.
- Om möjligt är det bäst att avstå från att använda tätningsmedel för tillfälliga installationer. Att demontera anslutningarna kommer att kräva mycket tid och ansträngning, vilket inte lönar sig fullt ut. Det är bäst att använda tätningstrådar eller linne för tillfällig användning.
För egenskaperna hos gängtätning, se följande video.
Lödning
 Utrustning för lödning av polyetenrör
Utrustning för lödning av polyetenrör
Det vore mer korrekt att säga stumlödning. Det används också för polyetenrör. Förutsättningen för dess genomförande kommer att vara rörligheten för de två ledade delarna. Annars kommer processen att brytas. När det gäller effektivitet är den inte sämre än elektrofusion. För att utföra arbetet behöver du en modulär enhet. Dess komponenter är en hydraulisk enhet, en skärare, en lödkolv och en centraliserare. Gör så här för att använda det korrekt:
- Insatser monteras i ett speciellt skruvstäd beroende på storleken på röret som bearbetas.
- Rören är fastklämda. Var inte nitisk, om du drar åt bultarna för hårt, kommer slutet att förlora formen av en cirkel, vilket kommer att leda till problem.
- Löda områden rengörs från smuts och damm.
- En konstruktionskniv eller annan anordning eliminerar eventuella spån på avfasningen.
- På hydraulblocket öppnar ventilen långsamt innan rörelsen av komponenterna på centralisatorn börjar. Tryckvärdet är markerat som fungerande.
- Delarna är uppfödda, en trimmer sätts in mellan dem. Den startar och växlingen görs igen. Efter några varv med knivarna kan enheten plockas upp.
- För att kontrollera fogens korrekthet och jämnhet skiftas munstyckena igen och inspekteras väl.
- Fogarna avfettas med lösningsmedel eller spritservett.
- Lödkolven värms upp.
- Efter att ha uppnått den inställda temperaturen, installeras den mellan delarna.
- Trycket för lödning ställs in enligt tabellen och centraliseringsmodulerna skiftas igen. De hålls i spänning tills bildandet av ett inflöde av 1 mm.
- Efter det släpps trycket och de värms upp i ytterligare några sekunder.
- Delar flyttas isär och värmaren tas bort. Inom 5 sekunder måste de återanslutas under ström i ytterligare 5 sekunder. Därefter tas kraften bort och kylningstiden avvaktas.
Fram till slutet av den angivna tidsperioden för kylning får skruvstädet inte tas bort eller rören lutas på något sätt. Detta kan leda till trycksänkning.
Hur man smörjer en kran ordentligt
Den allmänna algoritmen för att reparera en gasventil kommer ner till följande steg:
- Stäng av gastillförseln.
- Bryt strömmen i elcentralen. Om åtkomsten av någon anledning är blockerad där, stäng av alla elektriska apparater och lampor från uttagen.
- Ta bort alla brännbara material och redskap (inklusive tändstickor, lösningsmedel etc.).
- Stäng köksdörren och öppna fönstret.
- Demontera kranen.
- Koppla till stigröret med en fuktig trasa.
- Applicera smörjmedel.
- Ta bort trasorna och sätt ihop kranen.
- Ventilera rummet.
Att demontera kranen kräver erfarenhet och extrem noggrannhet. Om du behöver smörja gasledningen på kaminen måste du ta bort skivtallrikarna (flaggorna) och front- eller topppanelen under dem. Kranenheten öppnas.

För spisar av typen Hephaestus är det inte nödvändigt att höja panelen med brännare - frontkåpan tas bort av sig själv, medan det är ganska enkelt, eftersom det är fäst på självgängande skruvar. Ventilerna är fixerade med flänsar med två skruvar - för att ta bort dem behöver du en Phillips-skruvmejsel.
Typer av tätningsband
Detta material produceras i form av lindning på en spole upp till 10 meter lång. Den används framgångsrikt för lindning på rörgängor i trycksystem, inklusive VVS, gas och värme.
Dess syfte i fogar är ett deformerbart fyllmedel som fungerar som ett gängsmörjmedel, vilket bidrar till en ökning av tätheten. Denna tätning finns i 3 typer:
- typ 1 - för användning i rörledningssystem för transport av aggressiva vätskor, som används med renad vaselin;
- typ 2 - för pumpning av starka oxidanter, vilket förbjuder användningen av ytterligare tätningsmedel i form av oljor;
- typ 3 - används för att transportera relativt rena vätskor och gaser, användningen av smörjning är utesluten.
Anaeroba lim tätningsmedel
Detta material har god viskositet och flytande konsistens. De kan hitta lång tid i det fria utan att ändra deras egenskaper. När de går in i gängade fogar där det inte finns någon luft polymeriserar de utan att krympa. Resultatet är ett mycket starkt och fast ämne, liknande egenskaper som plast. Den ger utmärkt tätning och fyller helt gapet i gängan, oavsett trycket på vätskan eller gasen i rören.En viktig fördel med anaeroba lim är att de blir till en fast substans endast i gängade anslutningar, och i det fria förblir de flytande och täpper inte till utrustning och ventiler. De kan lätt tas bort från ytan. Detta material används ofta i industrin.
Anaeroba lim kan enkelt appliceras direkt från förpackningen. När man utför bulkarbete är det värt att använda dispensrar. Olika typer av lim har olika polymerisationstider av ämnet, från 3 minuter till flera timmar. Valet av ett visst lim beror på den tekniska uppgiften. Om du behöver en snabb installation, bör du använda ett lim med kort härdningstid. I en situation där anslutningen behöver justeras, då kan du välja ett lim som får sin slutgiltiga form efter ett tag.
En fog tätad med anaerobt lim kan demonteras med konventionella verktyg. Efter härdning är limmet giftfritt, vilket gör det lämpligt för användning inom livsmedelsindustrin. Driftstemperaturen för anaeroba tätningsmedel är från -55 till +150 grader Celsius. Vissa typer av lim tål upp till +200 grader. När de kortvarigt utsätts för högre temperaturer kan de fortsätta att göra sitt jobb utan att ändra egenskaper.
Kostnaden för anaeroba lim är högre än andra typer av tätningsmedel. De räknar dock ut det deklarerade priset fullt ut. Tillförlitligheten för anslutningen med anaerobt lim är mycket högre än något annat material. Varje ägare väljer själv vad som är viktigare för honom: förtroende och tillförlitlighet eller sannolikheten för stora förluster i händelse av ett systemavbrott.
De otvivelaktiga fördelarna med ett anaerobt limtätningsmedel inkluderar användarvänlighet, tätande gängor oavsett kraft, enkel installation av systemet på grund av smörjning, förmåga att motstå mer gas- eller vätsketryck, bättre valuta för pengarna, bevarande av flytande form i det fria luft.
Nackdelarna med detta ämne inkluderar omöjligheten att använda i en oxiderande och syremiljö och vid låga temperaturer på grund av en ökning av polymerisationstiden. Denna komposition kan endast användas på torra trådar och rekommenderas inte för installation av rör med en diameter större än M80.
Kopplingar
När du reparerar gas- och vattensystem eller lägger nya, uppstår frågan: vad är det bästa sättet att ansluta stigarna och täta lederna som har dykt upp.
Om vi pratar om löstagbara anslutningar, är det bäst att ansluta stigarna med hjälp av kopplingar. De kan användas både i form av beslag och som adaptrar, om de linjära dimensionerna, inklusive diametrarna på gängade röranslutningar, är olika.
- pålitlighet;
- tillgänglighet och bredd på sortiment;
- hastighet, enkel montering och demontering;
- låg kostnad.
Beroende på typer av stigare tillverkas liknande anslutningsbeslag. Tätningsmedel väljs på samma sätt. Om metallbeslag oftast tätas med släp med oljefärg, är FUM-tejp och syntetiskt tätningsmedel, i synnerhet ett anaerobt tätningsmedel, bäst lämpade för plastdelar.
Dockningsrör av metall och plast
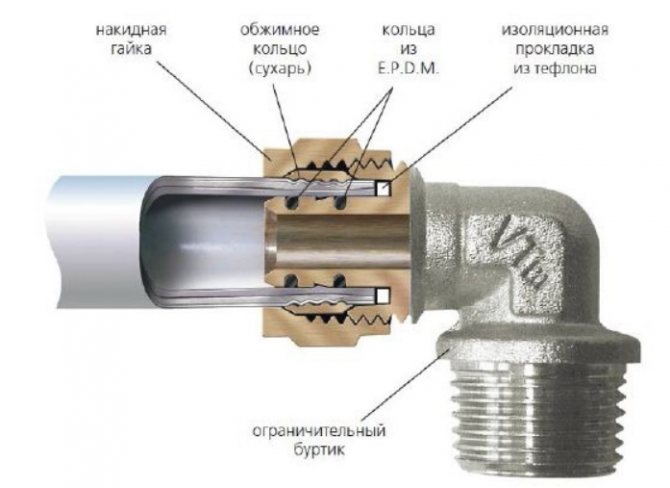
Polymerrörens popularitet i hushållsnätet kräver ofta att de ansluts till befintliga metallrör. För detta används speciella adaptrar. De vanligaste av dessa är beslag som kallas "amerikansk" eller "nipple".







Den amerikanska adaptern består av två delar. I ena änden av metalldelen appliceras en utvändig eller invändig gänga, beroende på vilken typ av skärning av röret som ska anslutas. I andra änden finns en utvändig gänga. Den andra delen är gjord av plast, slutar med en kopplingsmutter med en invändig gänga. Båda delarna är anslutna till varandra genom att skruva på muttern på metallelementets gänga. Fogtätning - genom en tätningspackning inuti kopplingsmuttern.
Amerikansk adapter som ansluter metall och plast
Den första delen av adaptern skruvas in i metallröret som ska anslutas, och utloppsröret svetsas med polymersvetsning till plaströret.
En nippelbeslag är en polymerhylsa, inuti vilken en gängad metalldel är lödd. Det ger en skarv med ett stålrör, och själva hylsan är svetsad till en plaströrledning.
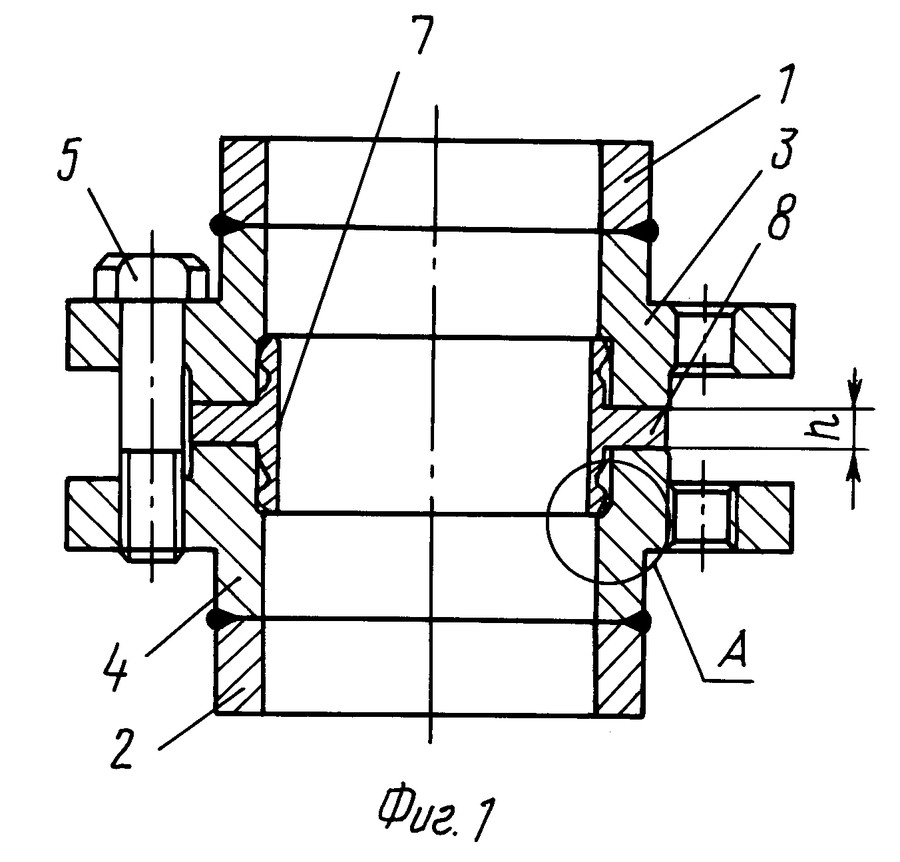
Flänsanslutning av gasrör
 Flänskoppling är den vanligaste typen av löstagbar rörkoppling.
Flänskoppling är den vanligaste typen av löstagbar rörkoppling.
På grund av enkel design, enkel demontering och montering. Men samtidigt är det en hög kostnad för arbete och en låg tillförlitlighet för anslutningen jämfört med svetsad.
Och om trycket på det transporterade mediet ändras, kan en gasläcka uppstå.
Flänsanslutningen består av:
- från 2 flänsar;
- fästelement - dubbar, bultar, muttrar;
- O-ring eller packning.
Används oftast tekniska gummipackningar, asbestpapp eller plåtparonit.
Hej kära läsare. Frågan om hur man tätar gängorna på ett gasrör är ganska relevant. Det här är trots allt ett väldigt utsatt område. Det är här de flesta läckorna uppstår.
GOI polerpasta Archimedes Norma
Paste GOI polering Archimedes Norma betyder för polering av metall, glas och plast. Den kan också användas för att förbereda ytan för polering. Pastan tillåter både manuell och mekanisk användning på alla typer av färg. Pastan är utformad för att ta bort: oxiderat ytskikt; pigmenterade områden av färg; beläggningsdefekter; repor och repor; envisa spår av insekter.
Tabell 1. Slipmedel GOST 3647-80
| Grupper | Rum | Grupper | Rum |
| spannmål | Kornstorlek µm | spannmål | Beteckning |
| Slipning av spannmål | Malning av pulver | ||
| Glas, korund eller en blandning | |||
| 63 — 50 | M63 | ||
| 50 — 40 | M50 | ||
| Mikroslippulver | |||
| 25-28 | M28 | ||
| 18-20 | M20 | ||
| 12-14 | M14 | ||
| 10 | M 10 | ||
| 7 | M 7 | ||
| 5 | M 5 |
| Procent sammansättning. | grov | Medium | Tunn |
| Kromoxid | 81 | 76 | 74 |
| silikagel | 2 | 2 | 1,8 |
| stearinsyra | 10 | 10 | 10 |
| dela fett | 5 | 10 | 10 |
| oljesyra | — | — | 2 |
| bikarbonat | — | — | 0,21 |
| fotogen | 2 | 2 | 2 |

Ris. 3 . Slipande pulver och pasta GOI.
Vad är poleringsförmåga
Standardtestet för poleringsförmåga utförs enligt följande - kaotiska rörelser av en härdad stål- eller mässingsplåt utförs kaotiskt på en gjutjärnsplatta som mäter 400 gånger 450 mm. totalt ger 40 meter väg vid ett visst tryck. Grov pasta tar bort cirka 40 mikron metall. medium, ca 5 mikron, tunn 0,25 mikron.
Lapping order
Pluggventiler tillverkas i 3 typer: med gjutjärnskropp och mässingstopp, med mässingskropp och mässingstopp, och helt av gjutjärn.
Ordningen för varvning är som följer:
- Om ventilen vrids från röret, kläms kroppen i en idegran med liten kraft, för att inte skada kroppen, med en stor kondiameter uppåt:
- GOI mediumpastan späds ut med fotogen och appliceras jämnt med en borste på korkkroppen;
- Knoppen är ansluten till ett speciellt gängat hål i botten av konen;
- Korken sätts in i kroppen och roteras flera gånger med lätt tryck;
- Varför görs 5 - 6 rörelser med handen med cirka 180 °, om det inte finns några allvarliga spår på korken eller kroppen, så räcker det här;
- Ta bort och inspektera korken, om svarta fåror av pastan visas på den, är det nödvändigt att torka av delarna och upprepa försöket tills svärtan försvinner;
- Torka sedan försiktigt av korken och kroppen torr. Applicera flera krita längsgående remsor på konen, sätt i pluggen och vrid den, inspektera sedan, kritaskårorna ska vara jämnt fördelade över hela ytan av de matchande delarna;
- Därefter torkas de passande ytorna noggrant igen och efter applicering av tätningssmörjmedlet för gasventiler monteras de ihop. Du måste dra åt de gängade hålen med drag eller fum. tejp är bättre med tätningsfett. Tätningsfett för gaskranar kan köpas i en specialiserad VVS-butik eller beställas från många onlineresurser.
Slutligen kontrolleras för läckor med tvålvatten, bubbeluppblåsning är inte tillåten.
För att kranen ska fungera korrekt är det nödvändigt att rotationen av pluggen i krankroppen sker utan ansträngning, vilket säkerställer tillförlitlig tätning. För dessa ändamål används speciella tätnings- och antifriktionsföreningar. Tätningssmörjmedel har en hårdare koncentration och används för att täta passande delar. Antifriktionssmörjmedel är mindre trögflytande och är utformade för att separera rörliga delar. Smörjmedel måste ge tillförlitlig drift när de värms upp till 300C. Fasta ämnen som grafit eller fluorplastspån tillsätts till tätningsmassan. Antifriktionssmörjmedel kan vara baserade på fett eller silikon.
Linné

Linnetråd är en gammal men beprövad metod för packning. Dessutom kan du köpa den i VVS-butiker.
Innan du köper måste du överväga några faktorer:
- vad är tjockleken på strängen;
- om det finns en obehaglig lukt eller partiklar av skräp;
- Är tråden tillräckligt elastisk?
Man bör också komma ihåg att lin inte är lämpligt för alla rörsystem. Vatten och temperatur leder till sönderfall, och i värmesystemet kommer det att brinna ut på kort tid.








Moderna tätningspastor är bättre på att främja rost på anslutningskopplingar och gasrör.

Miniumjärn är vanligtvis det mest använda materialet. Gör-det-själv-pasta är billig och glad. För att göra detta, ta vitt och häll i lite torkande olja, rör om blandningen tills den blir liknande i konsistens som gräddfil.
Den ska appliceras i ett litet, tunt lager direkt på själva tråden. Jämnt fördela och torka materialet. Röd blyvit fungerar bäst med stålrör.
På grund av att det övre lagret av järn är oxiderat släpper olösliga föreningar inte igenom ozonmolekyler, enligt magins princip.
Köp färdiga hermetiska pastor i specialbutiker:
Gebatout 2 (pasta baserad på mineralfyllmedel och syntetiska polymerer). Pastum GAS (korrosionsinhibitor, fyllmedel).
Multipak (naturlig paraffinolja med inslag av mineraler). Unipak (naturliga mineraler, fettsyror). Frånvaron av ovanstående medel är inte ett problem alls.
Arbetsprocessen är som följer: vi separerar en del av linet från hela härvan, två tändstickor i tjocklek. Vi lindar på en gängad anslutning, med början från basen av röret och till slutet.
Efter det belägger vi den bildade strukturen med pasta, detta är nödvändigt så att lederna håller tätt ihop.
Vilken tätning är bättre att välja för att installera ett värmesystem
Hittills är de viktigaste kriterierna för att välja den bästa tekniken för tätning av gängor i värmesystemanslutningar erfarenheten och materialen som måste arbetas med.
Så när du arbetar med gjutjärnsradiatorer och ventiler är det bästa alternativet för dem att använda en linnesträng med VVS-pasta eller värmebeständigt silikonfogmassa.
För anslutningar med liten diameter upp till 25 mm från märkesbeslag, rekommenderas att använda FUM-tejp eller självhäftande tätningsmedel.
För att installera kranar eller ansluta stål-, aluminium- eller bimetallradiatorer kan du använda hela arsenalen av sätt att täta anslutningar.
Den enda punkten som du behöver vara uppmärksam på är att när du installerar kopparrörledningar måste du noggrant studera instruktionerna för tätningsmedlet för att utesluta inkompatibiliteten i sammansättningen av lim och icke-järnmetall.
Syfte och variation av termofogningsmedel
Det bör noteras att det är svårt att klara sig utan tätningsmedel på många områden av mänskligt liv, från vardagen till industrisektorn. När allt kommer omkring, vad gör vi om det är nödvändigt att eliminera luckor, till exempel mellan en vägg och fönsterkarmar? Just det, vi går till affären och köper silikon. Men kommer ett enkelt lim att utföra alla sina funktioner när det utsätts för mycket höga temperaturer? Svaret på denna fråga är otvetydigt - nej. Naturligtvis är deras temperaturregim ganska stor, och i enskilda fall kan den nå 200 ° C, men ofta är detta inte tillräckligt. Och inte alla tätningsämnen behåller sina egenskaper även vid denna temperatur.







Så ett värmebeständigt tätningsmedel används för att isolera fogar på "heta" föremål. Dessa inkluderar varmvattenledningar, ugnar med öppen spis, skorstenar, eldstäder, motorer, inklusive bilmotorer, delar av turbiner, kompressorer, pumpar, såväl som enheter som arbetar på ånga, i kemiska och gasformiga medier. Sådana tätningsmedel är uppdelade i silikon och silikat.
Den första högtemperaturfogmassan är en pastaliknande substans av röd, brun och rödbrun nyans. Dess huvudkomponent är silikongummi, och tack vare järnoxider uppnås den önskade värmebeständigheten. Sådana tätningsmedel är indelade i neutrala och sura. De senare har begränsningar i användningen, eftersom syran som frigörs vid stelning påverkar sten-, betong- och metallytor negativt.Därför är sådana "aggressiva" kompositioner användbara för att arbeta med trä, glas, plast och keramik. Neutrala har inga begränsningar, för i det här fallet släpps säkra alkoholhaltiga vätskor och vatten ut under vulkaniseringen.
Förutom kompositionen är silikontätningsmedel också uppdelade beroende på tillämpningsomfånget.
- Matalternativ innehåller inga gifter och är helt säkra för människors hälsa.
- Sanitärt smältlim har funnit sin tillämpning inom medicin.
- Värmebeständigt tätningsmedel för motorn är resistent mot aggressiva komponenter, frostskyddsmedel, oljor och andra bilkemikalier, samt ökad plasticitet. Denna smälta har vanligtvis en röd färg.
- Högtemperaturtätningsmedel för ugnar är också mycket populära. De används i industrin och i vardagen för fogning av ugnskonstruktioner.
- Universalkompositioner kan behandla nästan alla ytor och leder i den värmepåverkade zonen.
Silikat tätningsmedel är mer värmebeständiga och tål upp till 1500 ° C, därför används de i strukturer i kontakt med öppen eld. De är baserade på natriumsilikat. På grund av färgen kallas sådana tätningsmedel också svarta. Det är mest lämpligt att använda dem för att bearbeta sprickor i eldstäder, skorstenar, ugnar, ugnar, inklusive öppen spis, värmepannor, etc.
Huvudtekniska egenskaper för tätningstejpen
FUM-tejpen har följande egenskaper:
- Minskad friktionskoefficient. Den fluorplastiska tätningen är, förutom plasticitet, hal, vilket förenklar montering av beslag.
- Termisk stabilitet, som tillåter att motstå temperaturer upp till 260 grader utan förstörelse och förlust av tätningsegenskaper. Dessutom är fluoroplaster mycket effektiva dielektrika.
- Styrka och plasticitet.Tätningar gjorda av detta material arbetar stabilt vid tryck upp till 10 MPa och klarar kortvariga belastningar upp till 42 MPa, till exempel sådana som uppstår vid hydrauliska stötar i rörledningssystem. Livslängden för en tätning av FUM-tejp (fumka) bestäms till 13 år. Bryts ned snabbare när den utsätts för ljus, men detta är inte för vårt fall, du behöver bara ta hänsyn till denna faktor när du organiserar lagringen av materialet.
- kemisk passivitet. Inte föremål för förstörelse under inverkan av syror och alkalier, vilket bestäms av den enhetliga fördelningen av fluoratomer över produktens yta. Lösningsmedel som kan förstöra detta tätningsmedel har ännu inte uppfunnits. Motståndskraftig mot sönderfallsprocesser.
Hur man använder FUM-tejp för gas- och VVS-rör korrekt, kommer vi att överväga mer i detalj.
Regler för lödning av koppar
När det är nödvändigt att löda en kopparprodukt eller en produkt som innehåller kopparkomponenter är det omöjligt att ge ett entydigt svar på hur och vad som är det bästa sättet att göra detta. Valet av metod och verktyg beror på många faktorer, såsom storlek och vikt på delar, deras sammansättning. Den belastning som redan lödda produkter måste utsättas för beaktas också. Det finns flera lödningsmetoder, och det är bättre att känna till dem alla för att välja den lämpligaste om det behövs.
Lödning av stora delar
Schema för kapillärlödning av koppar.
Om du behöver löda massiva eller stora delar som inte kan värmas till önskad temperatur med en lödkolv, används en brännare och kopparlod. Fluxet i detta fall är borax. Styrka koppar-fosfor lod högre än standardplåt.
Ett tunt lager flussmedel appliceras på det mekaniskt rengjorda röret eller tråden. Därefter sätts en beslag på röret, även mekaniskt rengjort.Med hjälp av en gasbrännare värms kopplingen upp tills den flussmedelsbelagda kopparn ändrar färg. Flussmedlet ska bli silverfärgat, varefter du kan lägga till lod. Lödet smälter omedelbart och tränger in i springan mellan röret och kopplingen. När droppar av lod börjar sitta kvar på ytan av rören tas lodet bort.
Överhett inte rören, eftersom detta inte bidrar till uppkomsten av en större kapilläreffekt. Tvärtom är koppar uppvärmd till svärta mindre lödbar. Om metallen börjar svartna bör uppvärmningen stoppas.
Lödtrådar eller tråd
Zinkkloridlod bör inte användas för att löda tunna koppartrådar, eftersom detta kommer att förstöra kopparn. Om inget flussmedel är tillgängligt kan du i detta fall lösa en aspirintablett i 10-20 ml vatten.
Schema för kopparsvetsning i en inertgasmiljö.
Koppartråd eller delar gjorda av tråd av olika sektioner kan lätt värmas till önskad temperatur med hjälp av en lödkolv. Temperaturregimen bör vara den där lodet smälter, tenn eller bly-tenn, och lödning utförs också av det. Flussmedel måste innehålla kolofonium eller vara gjorda av kolofonium, lödolja eller till och med kolofonium i sig kan användas.
Trådens yta rengörs från smuts och oxidfilm, varefter delarna förtennas. Denna process innebär att man applicerar ett tunt lager flussmedel eller harts på den uppvärmda kopparn och sedan löder, som fördelas över ytan så jämnt som möjligt med en lödkolv. Delarna som behöver anslutas kopplas ihop och värms upp igen med en lödkolv tills det redan stelnade lodet börjar smälta igen. När detta händer tas lödkolven bort och fogen kyls ner.
Delar kan klämmas fast i ett skruvstycke så att avståndet mellan dem är 1-2 mm. Flux appliceras på delarna och värms upp. Löd förs till gapet mellan de heta delarna, vilket kommer att smälta och fylla gapet. Smälttemperaturen för lod för lödning på detta sätt måste vara lägre än smälttemperaturen för koppar, så att delarna inte deformeras. Delen svalnar, sedan tvättas den med vatten och avslutas, om nödvändigt, med sandpapper tills den är slät och enhetlig.
Lödskålar eller lödhål i koppar
Vid lödning av skålar används rent tenn, vars smältpunkt är högre än för tenn eller blyhaltigt lod. Ibland, för lödning av stora delar, används hammarlödkolvar, uppvärmda på öppen eld med en gasbrännare eller blåslampa. I framtiden händer allt enligt standardschemat: rengöring, flussning och förtenning, sammanfogning av delar och uppvärmning med en lödkolv. Det är för denna lödkolv som rent tennlod är bekvämt.
Från insidan har beslaget som regel en bård som förhindrar att den träs genom röret. Den kan tas bort med en grov fil om beslaget behöver skjutas på röret längre än tänkt och det onödiga hålet måste lödas på detta sätt.
Metoder för att kontrollera tätheten av anslutningar
Gasledningens täthet kontrolleras av sektioner. I situationen med flerbostadshus väljs ett segment från den plats där bränsle sprutas in i byggnaden till kranar för hushållsutrustning.
Pluggar placeras i ändarna av sektionen. Trycket i rören överstiger standardvärdena med 25%. Tryckfallet är en anledning att kontrollera anslutningarna.
Integriteten hos leder, grenar och utrustningsanslutningspunkter kontrolleras på två sätt:
- Med gasläckageindikator.
- Genom att applicera en tvållösning, emulsion.
I det första fallet kommer en digital, ljud- eller färgsignal från enheten att meddela dig om faran. I den andra måste du övervaka utseendet på bubblor. Deras närvaro indikerar en kränkning av anslutningens integritet.





Funktioner för installation av gängade beslag
Tack vare olika typer av gängade beslag kan rörledningen utföra de mest komplexa böjar och svängar.

Det vanligaste sättet att ansluta metall-/plaststrukturer är en "amerikansk" beslag. Ett sådant element, som har en koppling och gänga i ändarna, gör att du enkelt och snabbt kan docka olika delar
Den mest populära enheten för sammanfogningen av polymer- och metallelement är den amerikanska beslaget, som finns i olika storlekar. En bekväm fixtur med plasthylsa och metallgänga är extremt lätt att montera, vilket gör att du kan skapa en pålitlig tät anslutning på kort tid.
Steg för steg installationsinstruktioner
För att ansluta ett metallrör till ett polypropen- eller annat plaströr måste du:
Använd en speciell lödkolv, svetsa monteringshylsan till änden av polymerröret och vänta sedan tills fogen svalnar.
För metalldelen till den andra änden av "American" och dra sedan åt tråden. För att täta fogen, är det lämpligt att ytterligare linda den längs tråden med ett eller två lager FUM-tejp, släp eller linnefiber (du kan dessutom täcka den med silikon).
Beslaget måste alltid dras åt för hand: användningen av verktyg är oönskad och till och med farlig.
Specialutrustning tillåter dig inte att helt kontrollera de applicerade krafterna, vilket kan leda till skada på delen.
Efter att ha slutfört arbetet är det viktigt att kontrollera styrkan hos den resulterande fästningen. För att göra detta, slå bara på vattnet och se till att det inte finns något läckage.
Om fukt fortfarande filtreras genom fogen kan du försöka dra åt bulten lite mer. Med ytterligare vattenflöde är det nödvändigt att linda upp tråden igen och utföra alla manipulationer igen.
Formen på den färdiga anslutningen kan ändras genom att mjuka upp plastdelen med en byggnadshårtork och sedan göra böjningen nödvändig för projektet.
Metallröranslutning utan gänga
Det finns situationer när ett plaströr måste anslutas till en metallmotpart som inte har en gänga.

Gängan på röret kan appliceras med ett specialverktyg - en gängare. I specialiserade butiker kan du hitta både mekaniska och elektriska modeller av en sådan enhet.
Ett liknande problem kan lösas med ett specialverktyg som kallas "gängare" eller "trådskärare", med vilket du kan applicera spår på en del av stål eller gjutjärn.
Det finns två monteringsalternativ:
- Electric, som inkluderar flera fräsar utformade för rör med olika diametrar. Sådana modeller är bekväma och lätta att använda, men har en hög kostnad.
- En manuell trädare är mycket billigare, men att arbeta med den kräver mer fysisk styrka och vissa färdigheter.
Du kan läsa mer om hur man skär gängor på rör i vår artikel.
När du använder trådskärare bör du följa några enkla regler:
Verktyget kan inte användas om röret är ett kort avstånd från väggen.
Den elektriska trädaren värms upp snabbt, så du måste vila med jämna mellanrum när du bearbetar flera föremål.
När du arbetar med en handjigg är det viktigt att varva rörelser, göra ett halvt varv framåt och ett kvarts varv bakåt, tills du har klippt av tråden till önskad längd.
För gängning av ett rör är det nödvändigt att rengöra röret noggrant, om nödvändigt, ta bort den befintliga färgen och slipa bort metallflödena. Skär sedan med ett elektriskt eller snidat verktyg.
De skurna spåren är väl rengjorda och smörjs in med fast olja, olja eller annat smörjmedel och används sedan för anslutning till ett beslag.
Tätning med lintråd
Denna metod är den äldsta. Så här tätades rörskarvar i sovjetiska lägenheter. Om det inte finns några andra tätningsmedel i butiken, kommer lin och VVS-pasta säkert att hittas. Men denna tätning har ett antal betydande nackdelar:
- Enligt reglerna används lin i kombination med torkande olja och rött bly. Bly förhindrar korrosion av fogen och torkande olja fyller porerna på lin som en polymer. Men att hitta ingredienser av hög kvalitet är ganska svårt, så rött bly ersätts ofta med järn, vilket bara påskyndar oxidationen av metallkomponenter. Vissa hantverkare tar sig ur situationen genom att använda silikonbaserade tätningsmedel för bilar.
- Komplexiteten i att lägga lintråd på tråden. Det som är så enkelt för erfarna rörmokare kan orsaka många svårigheter för en icke-specialist. Det är osannolikt att det kommer att vara möjligt att linda lin korrekt på anslutningen första gången, och eventuella fel vid utförande av denna operation kommer att leda till att tätningen inte kommer att hålla särskilt länge.
- Len tolererar inte förändrade arbetsförhållanden särskilt väl. Därför kommer dess trådar i värmesystem att kollapsa mycket snabbare. Dessutom svarar denna typ av tätning inte bra på aggressiva miljöer.
- Materialets höga hygroskopicitet leder till dess svullnad, på grund av vilken otillräckligt starka leder helt enkelt kan brista. Till exempel rekommenderas det inte att använda lin vid tätning av aluminiumradiatorer.
Frågan om förpackning
Paketeringen av gasanslutningar är en skyddsåtgärd mot läckor. För processen behöver du: lin och pasta för att investera gängade anslutningar.
- En liten tråd plockas ur linnet som används.


- Om det inte finns några skåror på tråden måste de göras. Ett specialverktyg används.

Tack vare skårorna lossnar inte linnet när gängan skruvas.
- Lindningen börjar från slutet av tråden. Fortsätter mot sitt slut. Lin ska täcka toppen av tråden ganska mycket.


Denna volym räcker för att linet ska fixeras i fogen.

Det visar sig vara en snygg koppling.

- Linne är inslaget i pasta.


- Den färdiga anslutningen skruvas.

- Det ömsesidiga elementet hos den amerikanska träs på (en nyckel används här) och lindas in i en värmeapparat (radiator).


- Resultat.




