- Bestämning av optimal diameter
- Hur man gör ett värmesystem i ett privat hus med egna händer
- Monteringsverktyg
- Stadier av arbetet, schema för värmestrukturen
- Lödning på svåråtkomliga ställen och hörn
- 4 Tillämpliga kopplingsscheman
- n1.doc
- Typer av polypropenrör
- Installation av ett värmesystem av polypropen
- Installation av polypropenrör
- Rörfixtur
- Videolektion om lödning av rör
- Löduppvärmningstid
- Svetsning av polypropenrör i värmesystemet
- Första stadiet
- Lödteknik för värmerör av polypropen
- Funktioner för svetsning av polypropenrör
- Utrustning för diffus muffsvetsning av polypropenrör
- Diametrar på polypropenrör
- Monteringsschema
Bestämning av optimal diameter
Installationen av ledningen föregås alltid av en preliminär beräkning av polypropenrör. Det utförs för att bestämma antalet och optimala diameter av produkter för ett visst rörledningssystem, baserat på dess syfte.
Korrekt vald diameter säkerställer minimala förluster och nödvändigt tryck i systemet även under timmar med maximal (topp) vattenförbrukning. Beräkning är särskilt viktig när man designar ett vattenförsörjningssystem för ett flerfamiljshus med ett stort antal VVS-armaturer.
Du kan själv beräkna rörets inre diameter med hjälp av formeln:
- där Qtot är den maximala (totala) vattenförbrukningen,
- V är hastigheten med vilken vatten transporteras genom rören.
För tjocka rör tas hastighetsvärdet lika med 2 m / s, och för tunnare rör - 0,8 - 1,2 m / s.
Men ägare av lägenheter och små hus på landet bör inte slösa tid på komplexa beräkningar. Med tanke på att rörledningssystemets totala permeabilitet beror på genomströmningen av den smalaste punkten, är det tillräckligt att köpa rör med en diameter på 20,0 mm, förutsatt att längden på vattenförsörjningssystemet inte överstiger 10 meter. Med ett standardantal sanitära apparater (handfat, toalettskålar, tvättställ) kommer genomströmningen av rör med denna diameter att vara tillräcklig.
Med en total längd på rörledningen upp till 30 meter är det nödvändigt att använda 25 mm produkter i diameter och med en längd på mer än 30 meter - 32 mm.
Hur man gör ett värmesystem i ett privat hus med egna händer
Det finns ett stort antal värmesystem. Varje system har sina egna egenskaper och används för att lösa specifika problem.
När du väljer bör du vara uppmärksam på följande initiala data:
- Golv och yta av huset. För uppvärmning av flera våningar används komplexa system med beräkning av hydrodynamiskt motstånd. Ett distributionssystem med en stigare, "Tichelmann loop", är lämpligt. För en envåningsbyggnad med enkel layout kommer Leningradka enrörssystem, ett enkelt bottenspillsystem, att vara optimalt.
- layout och estetiska överväganden. Så att rören inte förstör utseendet på väggarna och inte stör installationen av möbler, kan du designa dekorativa skärmar för det övre spill, dölja det nedre spill i väggarna eller golvet.Rör ska inte passera under dörrarna, stör inte gång. Värmen fördelas jämnt i det uppvärmda rummet.
- Energiberoende. Om det finns frekventa och långvariga strömavbrott i huset är det bättre att designa ett gravitationssystem med en öppen expansionstank. Om det inte finns några strömavbrott används ett mer effektivt slutet system med membranexpansionstank och forcerad cirkulation. Rör kan vara mindre.
- Kraft. Beror på husets värmeförlust. Ju större kraft systemet har, desto större diameter på rören för att underlätta cirkulationen av kylvätskan.
Monteringsverktyg
För att montera systemet behöver du en billig och prisvärd uppsättning verktyg.
Verktyg för att arbeta med polypropen. Detta är en lödkolv, rörskärare, trasor, linjal, penna, avfettningsmedel. För att ta bort aluminiumförstärkning krävs en brotsch med lämplig diameter.

Foto 2. Speciallödkolv för anslutning polypropenrör. Enheten har två hål med olika diametrar.
- En uppsättning VVS-tillbehör - skiftnycklar och justerbara skiftnycklar, fum-tejp, tång.
- En uppsättning konstruktionsverktyg: stansare, kvarn, skumpistol, mixer.
Stadier av arbetet, schema för värmestrukturen
Monteringen av värmesystemet utförs i successiva logiska steg.
Märkning av installation av panna och batterier. Radiatorer placeras vid entrén och under fönstren för att skapa rätt konvektionsströmmar i rummet. Pannan kan installeras i ett pannrum, vissa typer kan placeras nära valfri yttervägg.
Bestämma ställena där rör passerar.Var noga med att designa kompensationsslingor - längden på polypropenrör ändras vid uppvärmning.
Hängning av pannan och dess remmar. Om det behövs ansluter vi vattenförsörjning, gas till den. Rörledningarna till en fastbränslepanna är bäst gjorda av metall. Gaspannan är ansluten med polypropenrör med värmebeständiga egenskaper.
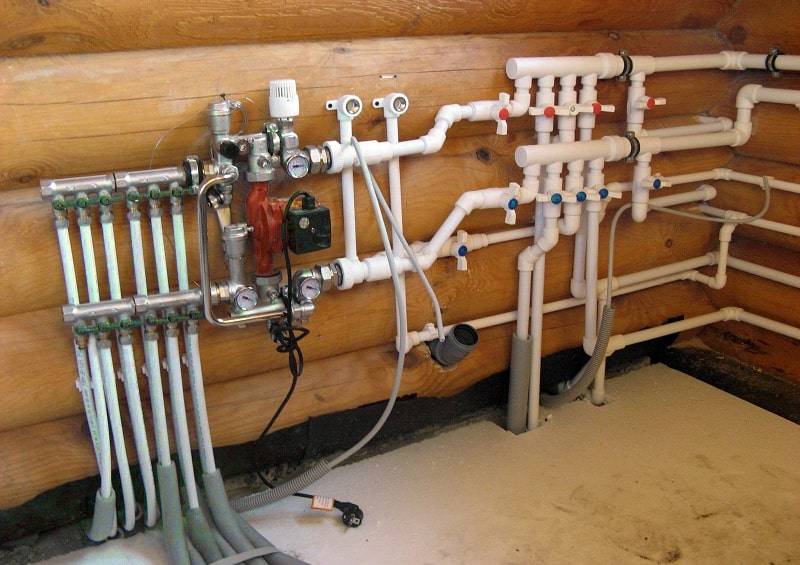
Med ett samlarsystem ansluter vi en "kam" - en distributör. Om systemet är tvåarmigt kan du klara dig med tees.
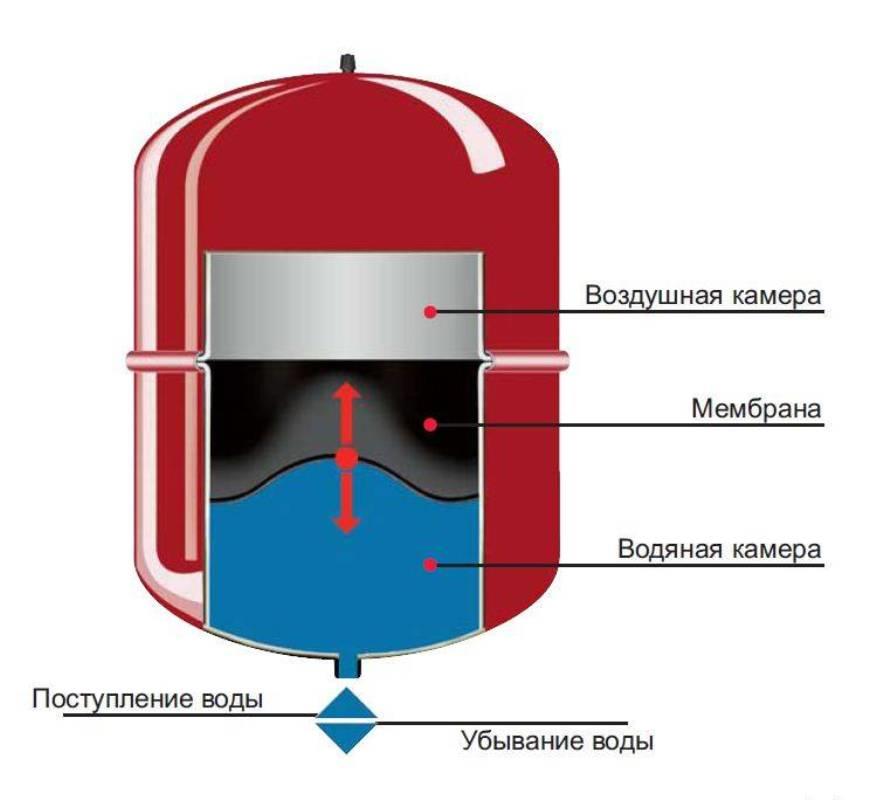
Installera expansionstanken och säkerhetsgruppen. Expansionstankens volym beräknas utifrån volymen vatten i systemet.
Vi fäster fästelement på golv eller vägg. Om systemet är med gravitationscirkulation observerar vi sluttningar. Vi monterar rör, ansluter batterier.
Efter avslutad installation trycksätter vi systemet. Vi stänger av batterierna, stänger av alla utgångar med pluggar. Vi levererar luft under tryck på 8-10 atmosfärer. Om fistlar avslöjas eliminerar vi dem.
Vi ansluter batterierna, pannan, expansionskärlet.
Vi fyller systemet med vatten, tar bort luft från de övre punkterna.
Genomför en provkörning
Vi uppmärksammar rör, skarvar, anslutningspunkter. Vi verifierar enhetligheten i uppvärmningen av batterierna. Vi stänger rören i screed, vägg eller dekorativ låda
Vi stänger upp rör i en koppling, en vägg eller en dekorativ låda.
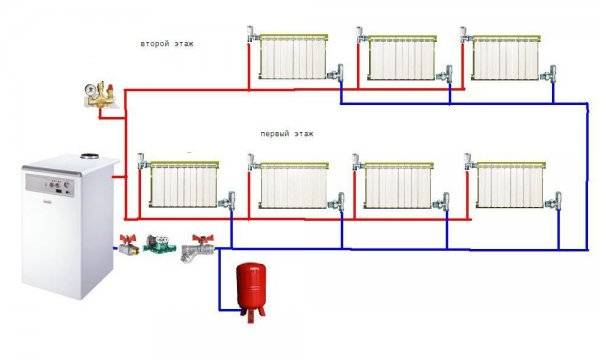
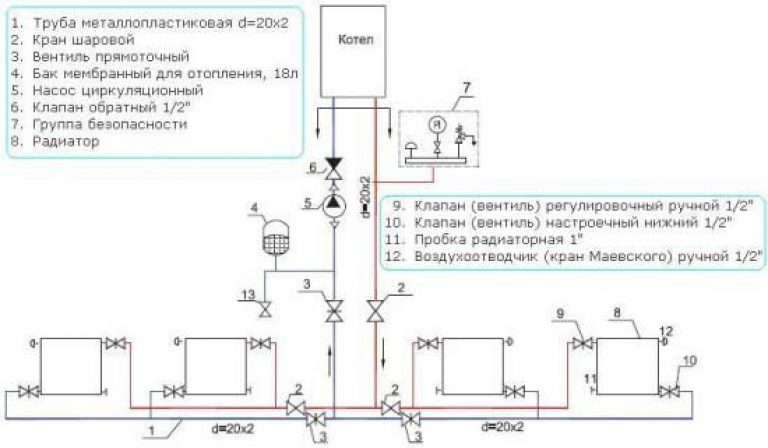
Foto 3. Schema för värmesystemet i ett tvåvåningshus använda polypropenrör.
Lödning på svåråtkomliga ställen och hörn
Arbetet med att montera ett värmerör på svåråtkomliga platser är svårare än under förhållanden med tillräckligt med utrymme. Sådana platser inkluderar vanligtvis takområdet, hörnen av rummen och trånga förhållanden när det inte är möjligt att installera lödkolven på ett stativ.

I sådana situationer, ta till hemliga knep:
- lödkolven hängs på en krok;
- speciella hörnadaptrar är svetsade i hörnen;
- om rörsektionerna som ska lödas är för nära väggen, värms skarvens raka och passande sektioner omväxlande. I det här fallet värms den första delen upp lite längre än förväntat, och sedan värms motparten upp under en kortare tid, men vid en högre temperatur på munstyckena (termostaten är installerad för att värma rör med större diameter);
- för att inte hålla delarna på vikt vid svetsning på väggarna är det bekvämare att fixera röret med klämmor och flytta dem efter behov.
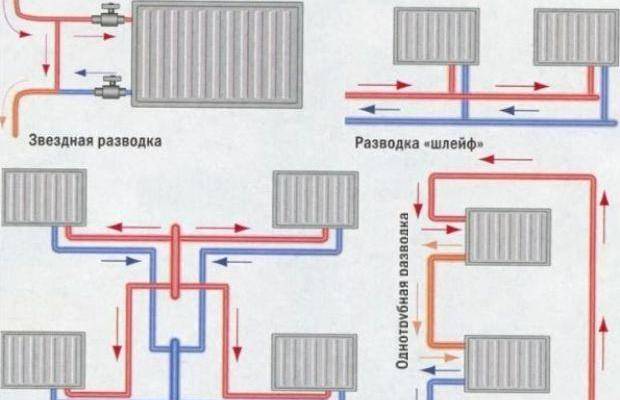
4 Tillämpliga kopplingsscheman
De vanliga standardschemana för anslutning av värmare till huvudledningen, som används för installation av polypropenrör, skiljer sig inte från andra typer av material. Här är det möjligt att klassificera scheman enligt tre parametrar:
- Enligt placeringen av vattendrag.
- Med antalet läktare.
- Med antalet rör för kylvätskans cirkulation.
Befintliga scheman för anslutning av värmeenheter till elnätet
Implementeringsalternativ för schema efter vattenvägens läge
Det finns 2 typer av kylvätsketillförsel:
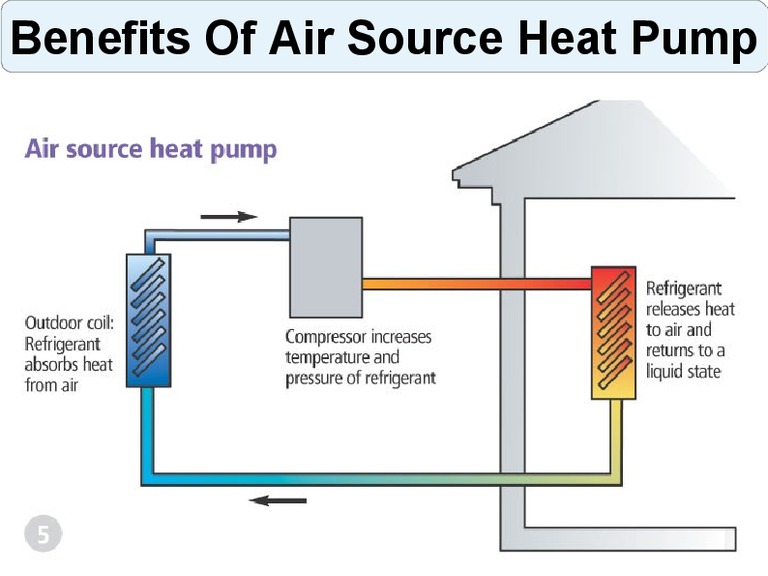
- 1. Topp eyeliner. I det här fallet är vattenförsörjningssystemet, genom vilket det varma kylvätskan tillförs, placerat på toppen. Detta kan vara ett vindsutrymme eller fixering i taket under ett lager av efterbehandlingsmaterial. Den nedre, returkanalen läggs under golvet eller i källaren. Värmaren matas med kylvätska genom vertikala stigare. Fördelen med sådana ledningar är att det inte finns något behov av en cirkulerande panna, vilket kommer att vara relevant om ett privat hushåll ligger i ett område med strömavbrott.
- 2. Nedre eyeliner.I det här fallet utförs vattenförsörjning och dränering genom rörledningar som ligger från botten av rummet, i golvet eller i källaren. Fördelarna med detta system är besparingar på material och enhetlig uppvärmning av alla värmeanordningar, en betydande nackdel är omöjligheten att implementera utan användning av en forcerad cirkulationspump.
Kabeldragning enligt antalet stigare
Beroende på antalet stigare som levererar varm kylvätska är följande alternativ möjliga:
- 1. Schema med en stigare. Det här alternativet är lämpligt för användning i små två-tre-vånings stugor, när området på strandgolvet är relativt litet. Vattenförsörjningen här utförs av en stigare till alla våningar, från vilken ytterligare ledningar utförs till alla rum i våningarna.
- 2. Schema med flera stigare. I det här fallet installeras flera stigare, som matar en radiator i separata rum på varje våning. Stigarna är anslutna till pannan med separata ledningar. Detta schema är perfekt för stora hus. På grund av autonomin för varje stigare, i händelse av ett haveri, finns det inget behov av att stänga av hela systemet, det räcker att stänga en stigare till vilken det skadade elementet är anslutet och göra reparationer.
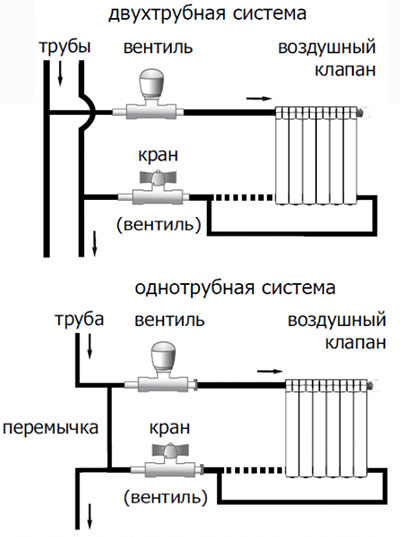
Ledningar efter antalet rörledningar
Här är två alternativ för montering av motorvägen möjliga för implementering:
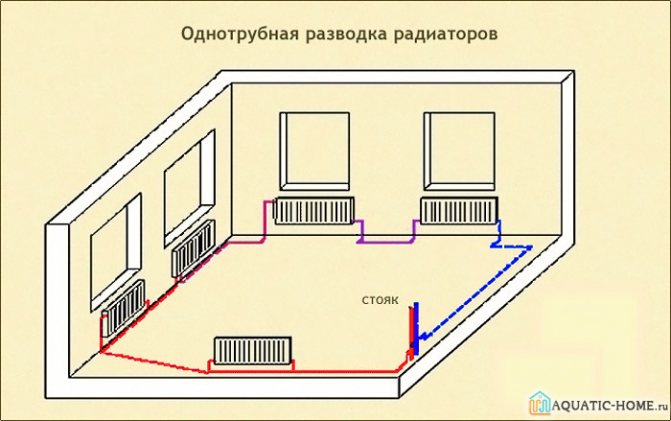
- 1. Enrörsledning. Med detta schema tillförs kylvätskan till värmeanordningarna genom en rörledning, i serie, från enhet till enhet.En betydande nackdel med detta schema är den sekventiella kylningen av kylvätskan, vilket resulterar i att värmarna som finns i slutet av linjen inte kommer att värmas upp bra. Därför är användningen av denna metod tillrådlig i små hus med högst tre värmeradiatorer.
- 2. Tvårörsledning. Här tillförs kylvätskan genom den primära rörledningen parallellt med alla radiatorer, och utloppet sker genom returkanalen. På grund av detta är temperaturen på alla radiatorer densamma och kan justeras individuellt, med en speciell regulator. Fördelen med systemet är möjligheten att stänga av en av värmeanordningarna i händelse av fel, utan att stoppa hela systemet.
Alltså att välja ett schema installation av en värmeledning i en privat hus, är det värt att titta närmare på alternativet med en stigare och ett tvårörssystem på varje våning och en lägre anslutning med ett tvårörssystem i fallet med en envåningsbyggnad. Dessa metoder är de mest praktiska, underhållbara och ekonomiska.










n1.doc
TYPISKT TEKNOLOGISKT SCHEMA (TTK) INSTALLATION AV STÖGARE OCH VÄRMEANORDNINGAR AV ETT ENRÖRS SYSTEM FÖR CENTRALVÄRME VID STORA REPARATIONER AV BOSTADSHUSI. Kartans omfattning II. Organisation och teknik för byggprocessen 21. Grundläggande krav på arbetets kvalitet: Säkerhets regler: III. Tekniska och ekonomiska indikatorer
| Arbetsintensitet för en stigare i ett fyravåningshus (med två radiatorer på varje våning) | 2,76 dagsverken |
| Produktion per arbetare och skift | 0,42 stigare |
IV. Material och tekniska resurser
| N p / p | namn | måttenhet | Kvantitet | |
| Huvuddesign, halvfabrikat och material | ||||
| 1. | Risers gjorda av stålrör | PCS. | 1 | |
| 2. | Stålrör för radiatorer | PCS. | 20 | |
| 3. | Radiatorer | PCS. | 10 | |
| 4. | Fästen för radiatorer | PCS. | 30 | |
| 5. | Klämmor, metallhylsor för att passera stigaren genom golven | PCS. | 5+5 | |
| 6. | Driver | PCS. | 20 | |
| 7 | Ventiler med en justering + kopplingar | PCS. | 10+10 | |
| 8. | Låsmuttrar + kylarfoder | PCS. | 20+20 | |
| 9. | Kylarpluggar | PCS. | 20 | |
| 10. | Linné | PCS. | 35 | |
| 11. | Minium (whitewash) | PCS. | 150 | |
| 12. | Svetstråden | PCS. | 750 | |
| Maskiner, utrustning, verktyg, inventarier och inventarier | ||||
| 1. | Konstruktion och monteringspistol SMP-1 | PCS. | 1 | |
| 2. | Gassvetsmaskin med en uppsättning verktyg | PCS. | 1 | |
| 3. | Rörtång nr 2 | PCS. | 1 | |
| 4. | bågfil | PCS. | 1 | |
| 5. | Bågfilsblad | PCS. | 2 | |
| 6. | lod | PCS. | 1 | |
| 6. | Murslev (spackel) | PCS. | 2 | |
| 7. | Låssmedshammare 500-800 g | PCS. | 2 | |
| 8. | Bänkmejsel | PCS. | 1 | |
| 9. | Glidande skiftnycklar | PCS. | 1 | |
| 10. | hopfällbar mätare | PCS. | 2 | |
| 11. | tång | PCS. | 1 | |
| 12. | Hoppare | PCS. | 2 | |
| 13. | Elektrisk borr | PCS. | 1 | |
| 14. | Sprutan Grigoriev | PCS. | 1 | |
| 15. | Bärbar stege | PCS. | 1 | |
| 16. | snickerinivå | PCS. | 1 | |
| 17. | Klupp-rör med en uppsättning stansar | PCS. | 1 | |
| 18. | Rörklämma | PCS. | 1 |
V. Schema, arbetsprestation
| N p / p | Verkens namn | Måttenhet | Omfattningen av arbetet | Arbetsintensitet, per måttenhet personer - h | Arbetskapacitet för hela arbetsomfattningen, människor - dag | Yrke, rang och kvantitet, använda mekanismer | Arbetsschema per timme | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |||||||
| 1. | Installation av radiatorer med märkningsplatser, borrning av hål och montering av konsoler | 1 enhet | 10 | 0,71 | 0,90 | Låssmed4 res. - 13 siffror - 1 Gassvets: 5 siffror - ett | — | 3— | |||||
| 2. | Installation av en stigarledning och anslutningar till radiatorer med märkning och borrhål i tak, skiljeväggar, gassvetsning | 1m rörtråd | 34,0 | 0,34 | 1,46 | GassvetsmaskinKonstruktions- och monteringspistol SMP-1 | — | 3— | — | — | — | ||
| Total | 2,36 |
VI. Arbetskostnad Tabell 3
| N p / p | Skäl för de antagna normerna för ENiR | Omfattningen av arbetet | Måttenhet | Omfattningen av arbetet | Norm tidsenhet för mätning, personer - h | Pris per måttenhet, gnugga - kop. | Arbetskostnader för hela arbetets omfattning, människor - h | Kostnaden för arbetskostnader för hela omfattningen av arbetet, gnugga - kop |
| 1. | 9-1-1, stycke 1. 2, 3 | Markering av platser för läggning och ritning av måttskisser av rörledningar | 100 m | 34,0 | 3,75 | 2-97 | 0,16 | 1-00 |
| 2. | 9-1-31, vol. 2, punkt 2 | Borra hål i golv | 100 hål | 4 | 7,1 | 3-94 | 0,04 | 0-16 |
| 3. | 9-1-2, vol. 2, punkt 2, | Utläggning av stålrörledningar | 1m | 34,0 | 0,25 | 0-14,8 | 1,06 | 4-85 |
| 4. | 22-17, s. 9 | Gassvetsning av rörledningar (fast vertikal skarv) | 10 leder | 5 | 0,95 | 0-66,7 | 0,05 | 0-35 |
| 5. | 9-1-12, vol. 3 | Installation av radiatorer med borrhål i väggarna | 1 enhet | 10 | 0,71 | 0-40,3 | 0,90 | 4-03 |
| 6. | 22-17, s. 14 | Gassvetsning av rörledningar (fast horisontell skarv) | 10 m | 10 | 1,1 | 0-77,2 | 0,15 | 0-75 |
| Total | 2,36 | 11-14 |
Typer av polypropenrör
PP-rör är indelade i två huvudtyper:
- förstärkt;
- oförstärkt.
De förstnämnda används där högt tryck och temperatur förväntas. Sådana rör klassificeras som "stabiliserade", de har en minimikoefficient för termisk deformation.
Oförstärkta rör används i tekniska system för cirkulation av vätskor utan uppvärmning. Sådana PP-rör används också för kallvattenförsörjningssystem, som också är lätta att installera med egna händer.
bord 1
| Märkning | Applikationsområde | Egenskaper |
| PN10 | VVS lågtemperatursystem med ett minimum av tryck | 10 atmosfärer, 45 °C |
| PN16 | VVS-system för kallvatten | 16 atmosfärer, 60 °C |
| PN20 | Varmvattensystem, ej för värmesystem | 20 atmosfärer, 95 °C |
| PN25 | Varmvattensystem, värmesystem | 25 atmosfärer, 95 °C |
| PPR | Värme, varmvattenförsörjning. Ej lämplig för att arrangera internt kallvattenförsörjningssystem. | 25 atmosfärer, 95 °C |
Tjockleken på polypropenrör har också betydelse. Värdet varierar från 1,9 till 18,4 mm, beroende på rörets typ och syfte.
Det är viktigt att veta! Rör med PPR-index används endast för industriella ändamål, använd dem för dricksvattenförsörjning rekommenderas inte av tillverkaren. Standardstorleken på ett polypropenrör av valfri diameter är 6 meter
Specialiserade polypropenrör används för installation av "varma golv"-system. Sådana rör levereras för golvvärme i ett fack, och oftast är de inte sammansvetsade utan fästs i skarvarna med kylvätskeuppsamlaren med kompressionskopplingar.
Golvvärmekretsen är ett sömlöst system. Olika typer av golvvärme används. Geometrin för någon av de valda metoderna - "snigel" eller "längs konturen" - bestämmer rörets förmåga att böja sig längs den minsta radien. Överdriven böjning leder till irreversibel deformation av röret.
PP-röret för golvvärme läggs på den förberedda basen. Oftast är detta en värmeisolator i form av ett polyuretanskumskikt, kompletterat med värmereflekterande folie.
Bra att veta! Crimphylsor är säkert fastsatta med en speciell tång; satsen innehåller också en mall för att kontrollera korrekt installation. Crimptång är ganska dyra, det är mer lönsamt att hyra dem för tiden för slutmontering och driftsättning av systemet.
Installation av ett värmesystem av polypropen
Förbereder för installation
I det förberedande skedet måste du utföra följande arbete:
- Gör upp ett värmeprojekt. Att designa ett värmesystem är en svår uppgift som inte alla har råd med. Baserat på beräkningarna väljs typ av värmesystem, värmepanna, värmare, extrautrustning och rörledningar. En integrerad del av projektet är specifikationen av material som anger längden och diametern på rör, typer och antal kopplingar
- Köp material och verktyg
- Installera en hemmagjord värmepanna, radiatorer och extra utrustning
- I instruktionerna för lödkolven eller referenslitteraturen, ta reda på tiden för svetsning och kylning av rören som används, gör en kontrolllödning
- Ta med rör och rördelar in i rummet så att de värms upp till rumstemperatur
Rörläggningsmetoder

I det första fallet är de fästa på väggarna på metall- eller plastfästen.
I den andra läggs de i spår (strober) gjorda i väggarna eller bakom efterbehandlingsmaterial (gipsskivor, plast, etc.).
Installation av värmerör
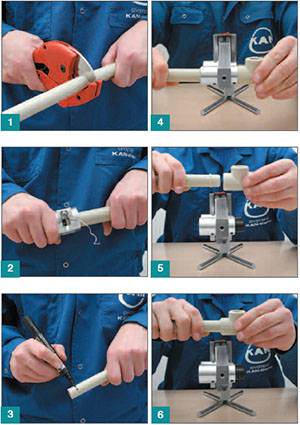
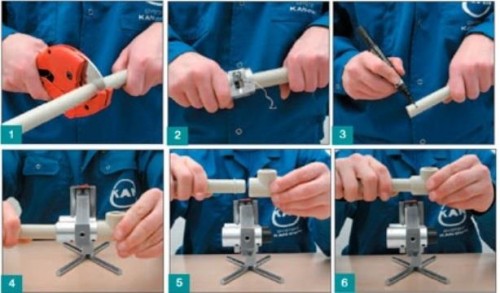
Installationen utförs i följande ordning:
- Rör med speciell sax eller en rullrörsskärare skärs i bitar av önskad längd
- Om folien är placerad nära rörets yttre yta och stör lödning, tas den bort med en rakapparat
- Cutter tar bort grader och avfasningar
- Lödpunkter avfettas med alkohol
- Lödning, speciellt för personer utan erfarenhet, görs bäst tillsammans.
- En rörbit och en koppling sätts på lödkolvmunstycken, hålls i rätt tid, tas bort, kopplas ihop utan att rulla och fixeras under den tid som krävs för kylning
- De anslutna rören fästs i väggarna med clips efter 50 - 70 cm
- Separata delar av rörledningen ansluts på plats med hjälp av en bärbar lödkolv
- Delar av värmesystemet renas med en trycktestpump för att säkerställa att det inte finns några pluggar (tätning), och det färdiga systemet testas med vatten för läckor
Följ följande regler när du installerar rör:
- Följ designrörlutningarna (0,02 - 0,06 från pannan till den sista radiatorn för ett rakt rör och samma lutning från den sista radiatorn till pannan för returröret)
- Returröret läggs ovanför inloppsröret till värmepannan
- För att undvika överhettning är polypropenrör anslutna till pannan genom en bit metallrör och läggs på avstånd från värmeanordningar
- Värmeapparater är anslutna till rör med snabbkopplingar - "American"
- Rör läggs på ett sådant sätt att de minskar sannolikheten för mekanisk skada, för att utesluta direkt solljus
- Rören är anslutna till varandra med hjälp av kopplingar eller "pipe to socket", i det senare fallet görs hylsan genom att expandera en av ändarna på röret
- Rör tjockare än 40 mm lödfog till fog

Dessutom, förutom uppvärmning, bör avlopp tillhandahållas i ett privat hus. Läs om funktionerna i dess arrangemang här.
Eftersom installationskostnaderna ofta överstiger kostnaderna för material, installation polypropen uppvärmning på egen hand kan du spara mycket pengar.
Erfarna specialister kommer att göra detta arbete på en dag, men för nybörjare är det bättre att inte rusa och noggrant följa rekommendationerna.Resultatet låter inte vänta på sig – inom några dagar har du ett effektivt värmesystem som nästan inte kräver underhåll.
Installation av polypropenrör
Viktig! På grund av det faktum att styrkan hos polypropenrör inte är lika stor som till exempel stålrör, bör fästelementen under installationen installeras oftare, någonstans var femtionde centimeter. Så låt oss titta på huvudkomponenterna i ett sådant värmesystem.
Så låt oss titta på huvudkomponenterna i ett sådant värmesystem.
- Fästelement nödvändiga för att säkerställa att hela strukturen förblir stationär.
- AGV, eller kanske någon annan värmepanna.
- Expansionstank, nödvändig för att vattnet, som expanderar vid höga temperaturer, inte kan skada hela systemet.
- Radiatorer, andra värmeavgivande element.
- Och faktiskt en rörledning som låter kylvätskan cirkulera mellan radiatorerna och värmeanordningen.

Rörfixtur
För sådan lödning används speciella lödkolvar. De värmer materialet till tvåhundrasextio grader, varefter det blir en homogen monolitisk förening. Detta förklaras av det faktum att atomerna i den så att säga penetrerar från ett rörstycke till ett annat. Dessutom kännetecknas en sådan anslutning av styrka och täthet.






Videolektion om lödning av rör
Lödning består av flera steg, överväg dem:
- Lödkolven slås på. Vi väntar tills signalindikatorn på den slocknar en andra gång.
-
Vi skär en bit rör enligt de dimensioner vi behöver, för detta använder vi specialiserade saxar, som säljs med en lödkolv.
- Vi rengör de avskurna ändarna på rören från allt överflödigt, särskilt från folien. För att göra detta kan du använda en vanlig kniv, eller så kan du använda en kanal.
- Röret sätts in i kopplingen och hålls där en tid.

Viktig! Den tid som röret måste spendera i beslaget beror helt på dess diameter, ett speciellt bord måste inkluderas med lödkolven, som indikerar alla dessa värden. Delarna är snyggt sammanfogade, det ska inte förekomma några snedvridningar.
Vi håller dem så här ett tag, det är förbjudet att vända på kanalen.
Delarna är snyggt sammanfogade, det ska inte förekomma några snedvridningar. Vi håller dem så här ett tag, det är förbjudet att vända på kanalen.
Särskild uppmärksamhet bör ägnas åt vridbeslag, speciellt för polypropenrör. Se till att kontrollera om de är korrekt inställda, för om svängen riktas åt fel håll måste hela monteringen göras om helt och den bifogade delen blir helt oanvändbar

Rören är sammankopplade med hjälp av "amerikanska kvinnor" - speciella anordningar som snabbt sätts på och tas av. Dom är fäst vid rörändar. Så att under termisk expansion inte deformation uppstår (trots allt, rörförstärkning räddar inte helt från detta, det minskar det bara), bör alla rör fästas säkert på ytan av väggarna och taket, medan steget, som redan nämnts , bör inte vara mer än femtio centimeter.
För fixering av radiatorer används också speciella enheter, de måste finnas i satsen. Det är inte tillrådligt att använda handgjorda apparater för radiatorer.Faktum är att fabriksfästen var speciellt beräknade för vikten av radiatorer helt fyllda med kylvätska, så hemgjorda fästelement kanske helt enkelt inte tål det.

Löduppvärmningstid
För att rörlödningen ska bli så effektiv som möjligt rekommenderas det starkt att hålla sig till den angivna uppvärmningstiden. Du kan ta reda på det från tabellen nedan.
| Diameter cm | 11 | 9 | 7.5 | 6.3 | 5 | 4 | 3.2 | 2.5 | 2 |
| Uppvärmningstid, sek | 50 | 40 | 30 | 24 | 18 | 12 | 8 | 7 | 7 |
| Dags att ansluta, sek | 12 | 11 | 10 | 8 | 6 | 6 | 6 | 4 | 4 |
| Kylning, min | 8 | 8 | 8 | 6 | 5 | 4 | 4 | 3 | 2 |
| Vad ska vara sömmen, cm | 4.2 | 3.8 | 3.2 | 2.9 | 2.6 | 2.2 | 2 | 1.8 | 1.6 |
Det är viktigt att veta att om delen värms upp till en högre temperatur än vad lödtekniken kräver, kommer den helt enkelt att deformeras. Och om uppvärmningen är otillräcklig, kommer den fullständiga sammansmältningen av materialet inte att inträffa, vilket i framtiden kommer att orsaka läckor
Vi pratade om att fästa på väggarna, steget där är 50 centimeter. Vid takmontering bör detta avstånd vara detsamma, men inte större.






Det är önskvärt att använda rörliga klämmor, och eventuella upphängda kompensationsanordningar behövs inte. Det bör också fästas ordentligt, tillförlitligt, eftersom rörets termiska expansion kan deformera det.
I allmänhet kom vi på hur man gör värmeinstallation från polypropenrör. Vi hoppas att artikeln kommer att vara användbar för dig.
Svetsning av polypropenrör i värmesystemet
Plast (polypropen) rör har nyligen blivit de mest använda för att skapa vattenvärmesystem i hus.
Du kan anförtro installationen av uppvärmning med plaströr till specialister som har all nödvändig utrustning för svetsning. Men processen att svetsa polypropenrör är inte särskilt komplicerad och är ganska tillgänglig för alla att göra det på egen hand. Det viktigaste är att följa steg-för-steg-rekommendationerna.
Hela svetsprocessen består i att värma upp röret och kopplingen, följt av en snygg anslutning av delarna. I detta fall uppstår stark vidhäftning på grund av blandningen av den uppvärmda polypropenen av de två anslutna elementen och bildandet av en monolitisk struktur vid korsningen. Sömmens egenskaper i detta fall skiljer sig praktiskt taget inte från egenskaperna hos originaldelarna.
Du kan få en uppfattning om hur man svetsar plaströr genom att titta på följande video:
Första stadiet
I det inledande skedet förbereds delarna som ska sammanfogas för lödning. I det här fallet är det nödvändigt:
- Skär rören i bitar av önskad längd.
- Ta bort avfasningen från utsidan av röret.
- Ta bort smuts från delarna som ska sammanfogas, avfetta dem.
Fasningsparametrarna regleras av både ryska och utländska standarder:
- enligt tysk standard: avfasning - 15 grader, djup - 2-3 mm;
- enligt rysk standard: fas lutning - 45 grader, djup - 1/3 av rörtjockleken.
För att göra en avfasning kan du använda alla verktyg som gör att du kan ta bort det nödvändiga lagret av material ganska jämnt.
Dessutom måste du hitta (köpa) och förbereda en apparat för lödning av plaströr:
- Installera enheten på ett stabilt specialställ.
- Ställ temperaturregulatorn på 260 °C. Denna temperatur säkerställer enhetlig och säker smältning av polypropen och skadar inte enhetens teflonmunstycken.
Fasning på polypropenrör för svetsning
Lödteknik för värmerör av polypropen
Instruktioner för svetsning av polypropenrör innefattar följande sekvens av åtgärder:
- Vänta tills lödkolven värms upp till en viss temperatur (vanligtvis 260 grader).
- Sätt samtidigt beslaget på dornen (speciellt munstycke på lödkolven) och sätt in röret i hylsan.
- Behåll den uppvärmningstid som anges i instruktionerna för enheten. Det beror på rörets väggtjocklek och dess diameter.
- Ta samtidigt bort delarna från munstyckena och anslut dem.
- Vänta på spontan kylning av den sammansatta strukturen.
Detta avslutar faktiskt processen. Systemet är nu redo för prestandatestning.
Funktioner för svetsning av polypropenrör
Det finns dock några funktioner som bör beaktas vid produktion av svetsarbete:
Svetsmaskinens munstycken är gjorda på ett sådant sätt att de bildar en kon med en liten lutning (upp till 5 grader) och har en diameter lika med rörets nominella diameter endast i mitten. Därför kommer röret att passa in i hylsan med viss ansträngning. Detsamma gäller montering av beslaget på dornen. För in röret i hylsan tills det tar stopp. Du kan inte driva längre!
Teknologi lödning av polypropenrör
- För att markera en "gräns" som inte bör korsas och för att kontrollera processens korrekthet kan du markera ett avstånd på utsidan av delen som är lika med djupet på ärmen.
- Det är nödvändigt att ansluta uppvärmda delar så snabbt som möjligt för att undvika kylning av det smälta materialet.
- Det är omöjligt att förskjuta (skifta, rotera) de varma anslutna delarna av systemet i förhållande till varandra. Annars kan du få en anslutning av dålig kvalitet, som snart kommer att misslyckas.
Utrustning för diffus muffsvetsning av polypropenrör
För arbete behöver du:
Rörskärare. Det vanligaste alternativet är sax. för rörkapning. En sådan röravskärare garanterar dock inte en jämn skärning och kan delvis deformera röret. Ett jämnare snitt uppnås vid användning av en cirkulär rörskärare för plaströr. I avsaknad av ett speciellt skärverktyg kan du använda en bågfil med en fin tand och en geringslåda.
Trimmer. Vid användning av metallfolieförstärkta rör i system värme och varmvattenförsörjning för att förhindra delaminering av rörväggar under vattenslag vid höga temperaturer, rekommenderas att ta bort det inre folieskiktet i upp till 2 mm. Trimmern låter dig också få en jämn skuren fas och ta bort eventuella grader.
Linjal och penna. På röret är det nödvändigt att mäta och markera det rekommenderade svetsdjupet. Om du inte följer normerna för att fördjupa rör i beslag under svetsning, kan polypropenrullar bildas inuti, vilket minskar rörspelet. Även märken på rör och kopplingar är användbara för rörsvetsning i ett visst inbördes läge.
Alkoholservetter. Platsen för svetsning av ett polypropenrör måste dammas och avfettas noggrant för att förhindra bildandet av kapillärkanaler i tjockleken på materialet som ska svetsas.
Svetsmaskin med utbytbara hylsmunstycken (dornkopplingar). För de flesta fall är en konventionell och billig svetsmaskin med ett svärdformat värmeelement med en effekt på upp till 1 kW lämplig. En sådan anordning kan ge svetsning av rör med en diameter på upp till 63 mm. Professionella svetsmaskiner är mer kraftfulla, mer exakta i temperaturkontroll. Professionella enheter låter dig också värma två par hylsor med olika diametrar samtidigt, för att inte slösa tid på att ersätta dem när du svetsar rör med olika diametrar.För svetsning av PPR-rör på svåråtkomliga ställen finns svetsmaskiner med ett tunt runt värmeelement, som kan placeras både direkt och i en vinkel på 90 grader
Uttagen för sådana svetsmaskiner är gjorda som en enda enhet med ett hål för värmeelementet mellan hylsan och dornen.
När du väljer en svetsmaskin är det viktigt att vara uppmärksam på att uttagen i satsen är belagda med en Teflon non-stick beläggning (kallad PTFE) för att förhindra att plast fastnar på uttagen. I hushållsbruk räcker det med två värmeindikatorlampor: röd (driftsindikator) och grön (indikerar att den inställda temperaturen har uppnåtts)
Värmeregulatorns handtag måste ha en tydlig gradering och bra fixering i det valda läget.
Det kommer inte att finnas någon extra klämma på svetsmaskinens stativ: det gör att du kan fixa maskinen så att den inte rör sig när de uppvärmda rören kopplas bort.
Diametrar på polypropenrör
Rör med den största diametern - från tvåhundra millimeter och uppåt. Polypropenrör av denna typ används oftast för byggande av butiker, stora köpcentrum, sjukhus och andra institutioner där belastningen på röret kommer att vara maximal på grund av uppvärmning av stora ytor.
För konstruktion av hus är polypropenrör mer relevanta, med en mindre diameter - från tjugo till trettiotvå millimeter. Som många recensioner säger har de betydande genomströmningsegenskaper och dessutom tar de den nödvändiga formen ganska enkelt och utan problem, vilket är ett obestridligt plus.
Ett tjugomillimetersrör är mest lämpligt för system involverade i varmvattenförsörjning. Tjugofem millimeter - för stigare och installation av centraliserade värmesystem.Den minsta diametern på sexton millimeter är för montering av ett golvvärmesystem.
Därmed fick vi reda på vilken diameter polypropenrör generellt kan ha, samt de huvudsakliga användningsområdena för dessa rör. Därefter kommer vi att prata om vad som utgör ett kopplingsschema.
Monteringsschema
Specialiserade platser tillhandahåller detaljerade instruktioner i form av foto- eller videomaterial angående rörinstallationsscheman. Hur installationsschemat för ett polypropenrörsystem ser ut i allmänhet, kommer vi att överväga nedan.
Uppvärmning och själva installationen tar hänsyn till flera viktiga nyanser som avsevärt förenklar arbetet och ökar systemets hållbarhet.

Installation av polypropenrör
Först och främst måste installationsarbeten av denna typ utföras vid en omgivningstemperatur som överstiger fem grader Celsius. Installationen utförs på en yta renad från all slags smuts och ojämnheter, vilket säkerställer bättre tätning av systemet.
Användningen av öppen låga och gängning vid installation av polypropenrör är oacceptabel - detta minskar avsevärt värmesystemets kvalitet och förstör det använda materialet. Av enheterna för montering av värmesystemet behöver du speciella tång, med vilka polypropenrör ska skäras, en elektrisk svetsmaskin, med vilken polyfusionssvetsning kommer att utföras och en kompensator.






Installation av polypropenrör
Nedan är ett diagram över installationen och arbetssekvensen.
- Mätning och kapning av röret till önskad längd. Vid svetsning av ett rör av folietyp avlägsnas först de övre och mellersta skikten.
- Rengöring av rörets ände från stötar.
- Markera med en markör för det djup som krävs för exakt inmatning av beslaget.Mellan den och änden, för att undvika att passagen smalnar av, bör en indragning på cirka en millimeter lämnas.
- Markera konvergenspunkten på kopplingen och rörytorna med en markör.
- Samtidig uppvärmning av delarna genom att trycka på röret och passa på svetsmaskinen.
- Anslutning av element efter uppvärmning, med hänsyn till de märken som gjorts i förväg. Alla defekter och förvrängningar i fästet bör omedelbart korrigeras.
- Sömkylning, som varar cirka tjugofem sekunder.
- Liknande anslutning av andra element.
Vid montering av kompensatorn måste den installeras strikt med en ögla nedåt. Detta kommer att hjälpa till att undvika ackumulering av luft i dess övre del, vilket leder till ett stopp i cirkulationen av vatten i värmesystemet och med tiden till dess oåterkalleliga sammanbrott.
För bättre och snabbare montering av ditt system är det bättre att bekanta dig med videohandledningar om detta ämne. Detta kommer att ge en visuell exempel på arbete och kommer att avsevärt förenkla installationsprocessen, vilket minskar tiden för att installera systemet med dina egna händer.
När det gäller sökningen efter material, här bör du noggrant studera grunden för förslagen när det gäller pris-kvalitetsförhållandet för polypropenrör och de material som krävs för installation. Efter att ha spenderat lite tid på att leta efter det mest lämpliga alternativet får du därmed den högsta kvalitetsprodukten som ger rör och värmer sig själv med hållbarhet och stabilitet.
Polypropenrör är resistenta mot yttre påverkan och tunga belastningar på systemet om rätt schema används. Deras obestridliga fördel är att ett sådant system är extremt enkelt att installera och det är inte svårt att göra uppvärmning med dina egna händer. För att göra detta behöver du nödvändiga material, ett exakt arbetsschema och flera videoinstallationsinstruktioner.
Således, genom att veta vad uppvärmning är och ha en uppfattning om egenskaperna hos värmesystemet gjorda av polypropenrör, får du maximal komfort, värme och mysighet i ditt hem eller i ett annat rum.
Installation av rör för uppvärmning
Mer och oftare används polymermaterial vid installationen av kommunikationslinjer. De har utmärkta tekniska egenskaper och saknar de nackdelar som är inneboende i metallprodukter. Och installationen av uppvärmning från polypropenrör är enkel och kräver inga hjälpmaterial.