- Att välja en plats och metod för att installera en radiator
- Kylvätskecirkulationsmetoder
- 5 Myter och fakta om kopparrör för vattenförsörjning
- Märkning och kostnad
- Metod #2: Grooving (Roll Groove)
- Förbereda och göra en räfflade anslutning
- Testar hela räfflade systemet
- Verktyg du behöver
- Sorter av kopparprodukter
- Alternativ för sammanfogning av rör av koppar
- Svetsfog
- Utvidgningsanslutning
- Tryck på anslutningsmetod
- Anslutningar av gängtyp
- Självmontering
- Klassificering efter tillverkningsmaterial
- Sorter av kopparprodukter
- Enligt överenskommelse
- Enligt tillverkningsmetoden
- Efter sektionsform
- Beroende på hårdhetsgraden
- Lindningstyper
Att välja en plats och metod för att installera en radiator
Alternativen för att ansluta värmeradiatorer beror på det allmänna uppvärmningsschemat i huset, värmarnas designegenskaper och metoden för att lägga rör. Följande metoder för att ansluta värmeradiatorer är vanliga:
- Lateral (ensidig). Inlopps- och utloppsrören är anslutna på samma sida, medan matningen är placerad på toppen. Standardmetoden för flervåningshus, när tillförseln sker från stigröret. När det gäller effektivitet är denna metod inte sämre än den diagonala.
- Lägre.På så sätt kopplas bimetallradiatorer med bottenanslutning eller stålradiator med bottenanslutning. Till- och returledningarna ansluts underifrån på enhetens vänstra eller högra sida och ansluts genom den nedre radiatoranslutningsenheten med överfallsmuttrar och avstängningsventiler. Kopplingsmuttern skruvas fast på det nedre kylarröret. Fördelen med denna metod är placeringen av huvudrören gömda i golvet, och värmeelement med en bottenanslutning passar harmoniskt in i interiören och kan installeras i smala nischer.
- Diagonal. Kylvätskan kommer in genom det övre inloppet, och returen ansluts från motsatt sida till det nedre utloppet. Den optimala typen av anslutning som ger jämn uppvärmning av hela batteriområdet. Anslut på detta sätt värmebatteriet, vars längd överstiger 1 meter, korrekt. Värmeförlusten överstiger inte 2 %.
- Sadel. Tillförsel och retur är anslutna till bottenhålen på motsatta sidor. Den används främst i enkelrörssystem när ingen annan metod är möjlig. Värmeförluster som ett resultat av dålig cirkulation av kylvätskan i den övre delen av enheten når 15%.
KOLLA PÅ VIDEO
När du väljer en plats för installation, beaktas flera faktorer för att säkerställa korrekt drift av värmeanordningar. Installation utförs på de platser som är minst skyddade från inträngning av kall luft, under fönsteröppningar. Det rekommenderas att installera ett batteri under varje fönster. Minsta avstånd från väggen är 3-5 cm, från golvet och fönsterbrädan - 10-15 cm.Med mindre luckor förvärras konvektionen och batterieffekten sjunker.
Typiska misstag vid val av installationsplats:
- Utrymme för installation av reglerventiler beaktas inte.
- Ett litet avstånd till golvet och fönsterbrädan förhindrar korrekt luftcirkulation, vilket gör att värmeöverföringen minskar och rummet inte värms upp till den inställda temperaturen.
- Istället för flera batterier placerade under varje fönster och skapar en termisk gardin, väljs en lång radiator.
- Installation av dekorativa galler, paneler som förhindrar normal värmespridning.
Kylvätskecirkulationsmetoder
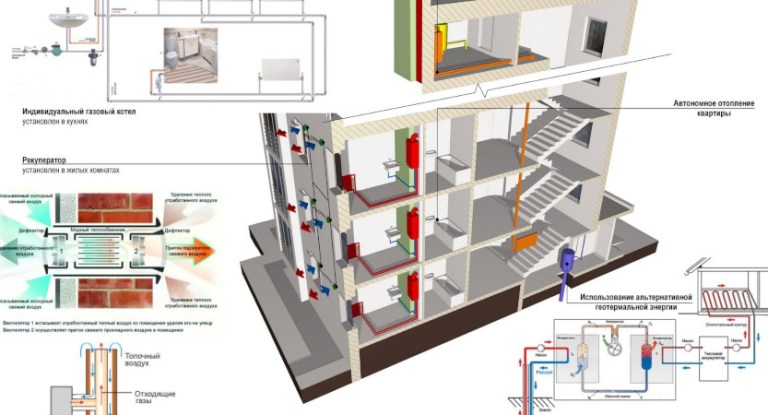
Cirkulationen av kylvätskan genom rörledningar sker på ett naturligt eller påtvingat sätt. Den naturliga (gravitations)metoden innebär inte användning av ytterligare utrustning. Kylvätskan rör sig på grund av en förändring i vätskans egenskaper som ett resultat av uppvärmning. Den heta kylvätskan som kommer in i batteriet, kyls ner, får en större densitet och massa, varefter den faller ner och en varmare kylvätska kommer in i dess ställe. Kallt vatten från returen strömmar genom gravitationen in i pannan och tränger undan den redan uppvärmda vätskan. För normal drift installeras rörledningen i en lutning på minst 0,5 cm per linjär meter.
Schema för kylvätskecirkulation i systemet med hjälp av pumputrustning
För tvångstillförsel av kylvätska är installation av en eller flera cirkulationspumpar obligatorisk. Pumpen är installerad på returledningen framför pannan. Driften av uppvärmning i detta fall beror på elförsörjningen, men det har betydande fördelar:
- Det är tillåtet att använda rör med liten diameter.
- Huvudet installeras i valfri position, vertikalt eller horisontellt.
- Mindre kylvätska krävs.
5 Myter och fakta om kopparrör för vattenförsörjning
VVS-kopparrör har försetts med ett antal brister från kategorin myter, på grund av konkurrens och bristande medvetenhet.
1. Hög kostnad för kopparledning. Denna idé bildades tack vare aggressiv reklam för plaströr. Kopparrör är faktiskt 2-3 gånger dyrare än plaströr, men kopplingar gjorda av koppar kostar 30-50 gånger mindre än de som är gjorda av polymerer. Med tanke på att installationsmetoderna för rörledningen kan användas på samma sätt, är kostnaderna för att installera system från dessa material ungefär lika. Som ett resultat är kostnaden för den färdiga pipelinen starkt beroende av systemets topologi.
När det gäller långa och ofrenade nätverk (till exempel huvud) är plaströrledningar mycket billigare. När man använder dyra, bra plaster, som är designade för höga nivåer av klorering, men inte är tillgängliga på den ryska marknaden, blir polymersystem självklart dyrare. Kopparrör kan installeras utan användning av beslag, vilket gör det billigare. Och med tanke på hållbarheten och den höga tillförlitligheten hos kopparsystem är kostnaden för deras drift en storleksordning lägre än plast. I händelse av bortskaffande av den använda kopparledningen, återbetalas de använda medlen.
2. Koppar är giftigt. Helt ogrundat påstående. Giftiga är endast speciella kopparföreningar som produceras av industrin (färgämnen, blåvitriol, andra) och som inte bildas naturligt i rörledningen. Oxiderna av denna metall, som huvudsakligen är en skyddande film (patina) på dess yta, är inte giftiga.Tvärtom har de och koppar i sig en mild bakteriedödande och bakteriostatisk effekt, som vid användning av vatten från en sådan rörledning säkerställer hög infektionssäkerhet.
3. Klor. Detta ämne i sin rena form är ett mycket starkt oxidationsmedel, förbjudet för transport genom kopparrör. Effekten av klorföreningar, inklusive de som används för vattendesinfektion, tolererar koppar helt smärtfritt. Tvärtom påskyndar interaktion med dessa ämnen bildandet av en skyddande bana på kopparytan. Därför, i USA, under den tekniska spolningen av en ny pipeline, utförs hyperklorering för att snabbt få ett skyddande lager.
"Klorproblemet" började med koppar med introduktionen av plaströr till VVS-marknaden. Detta beror på att även klorföreningar som används för att desinficera vatten har en ganska skadlig effekt på de flesta plaster. Och den gyllene regeln för framgångsrik marknadsföring säger som du vet: "Skift din skuld till en konkurrent - låt honom rättfärdiga sig själv."
4. Vandrande strömmar. Det är de strömmar som flyter i jorden när den används som ledande medium. I det här fallet leder de till korrosion av metallföremål i marken. I detta avseende har ströströmmar ingenting att göra med kopparrör, som mestadels är interna.
Det är förbjudet att använda både koppar- och stålsystem som huvudjordelektrod. Om denna regel följs strikt, kommer inga elektriska problem att uppstå (inklusive ströströmmar). Jordning, som arbetar i nödläge, passerar endast kortvarig ström, vilket inte kommer att skada rörledningen.Problem uppstår endast när de grundläggande reglerna för design och drift av elektriska installationer överträds.
Märkning och kostnad
Rör för uppvärmning är gjorda, märkta enligt GOSTs. Till exempel tillverkas produkter med en väggtjocklek på 0,8–10 mm enligt GOST 617-90 standarder. En annan beteckning rör renheten av koppar, reglerad av GOST 859-2001. Samtidigt är märken M1, M1p, M2, M2p, M3, M3 tillåtna.










Genom att markera, som anges på de tillverkade produkterna, kan du ta reda på följande information:
- tvärsnittsform. Betecknas med bokstäverna KR.
- Längd - denna indikator har olika markeringar. BT - bay, MD - dimensionell, KD - flerdimensionell.
- Metoden för att tillverka produkten. Om elementet är svetsat anges bokstaven C. Bokstaven D placeras på ritade produkter.
- Specialfunktioner. Till exempel indikeras ökade tekniska egenskaper med bokstaven P. Högt plasticitetsindex - PP, ökad skärnoggrannhet - PU, noggrannhet - PS, styrka - PT.
- Tillverkningsprecision. Standardindikatorn indikeras med bokstaven H, ökad - P.
För att visuellt förstå hur man läser markeringen måste du förstå ett enkelt exempel - DKRNM50x3.0x3100. Dekryptering:
- Den är gjord av ren koppar, designad av märket M1.
- Produkten är stretchig.
- Formen är rund.
- Mjuk.
- Yttre diameter - 50 mm.
- Väggtjocklek - 3 mm.
- Produktens längd är 3100 mm.
Europeiska tillverkare använder ett speciellt märkningssystem enligt DIN 1412. De tillämpar beteckningen EN-1057 på elementen i vattenförsörjning och värmesystem.Det inkluderar numret på standarden enligt vilken rören är gjorda, ett ytterligare element som ingår i kompositionen - fosfor. Det behövs för att öka motståndet mot rost.
Kopparrör i en fabrik
Metod #2: Grooving (Roll Groove)
Rörledningar skapade av en koppling med ändspår (räfflade spår) har använts under lång tid vid konstruktion av sprinkler (bevattning) brandsystem. Sedan 1925 har denna helt pålitliga metod att ansluta rör använts på stål- och järnrörledningar för uppvärmning, ventilation, luftkonditionering och andra system.
Samtidigt finns en liknande räfflad mekanisk anslutningsmetod även tillgänglig för kopparrör med en diameter på 50 mm till 200 mm. Den räfflade mekaniska anslutningssatsen innehåller:
- kopplingar,
- packningar,
- olika beslag.
Det mekaniska räfflade systemet erbjuder ett praktiskt alternativ till att löda kopparrör med större diameter. Följaktligen kräver spårmetoden inte ytterligare uppvärmning (med öppen låga), som vid lödning eller mjuklödning.
Det räfflade spåret i änden av kopparröret är ett av huvudelementen i anslutningsmetoden för "räfflade spår". Mätning efter valsning avgör lämplig passform
Spåranslutning är baserad på koppars duktilitetsegenskaper och den ökade hållfastheten hos denna metall under kallbearbetning. Konstruktionen innebär tätning av klämsystemet, för vilket en syntetisk elastomerpackning (EPDM - Ethylene Propylene Diene Methylene) och en specialdesignad klämma används.Ett antal tillverkare runt om i världen erbjuder verktyg för att skapa räfflade leder - packningar, klämmor, beslag.
Beslag av olika storlekar och arbetsklämmor med packningar används vid utformningen av anslutningar gjorda med den räfflade metoden
Förbereda och göra en räfflade anslutning
Som med andra lödfria kopparfogningsprocesser är korrekt förberedelse av röränden av primär vikt för att skapa en stark, läckagetät svets. Rätt val av räfflade verktyg för varje typ av kopparrör är också självklart. Tillverkarens rekommendationer måste följas för att säkerställa säker och problemfri förberedelse av dessa typer av anslutningar.
Tabell över tillåtna tryck och temperaturer för denna typ av anslutning
| Kopplingstyp | Tryckområde, kPa | Temperaturområde, ºC |
| Spår, D = 50,8 - 203,2 mm, typ K, L | 0 — 2065 | minus 35 / plus 120 för K minus 30 / plus 80 för L |
| Rullspår, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm typ M | 0 — 1725 | minus 35 / plus 120 |
| 0 — 1375 | minus 30 / plus 80 |
Steg-för-steg-process för att montera en knut med räfflade spår:
- Kapa ändarna av kopparrören exakt vinkelrätt mot axeln.
- Ta bort grader efter kapning och fasa.
- Rulla spåren till önskade dimensioner enligt krav från beslagstillverkaren.
- Inspektera beslag, packningar, klämmor för skador.
- Smörj packningar enligt tillverkarens rekommendationer.
Inspektera klämytorna för renhet och skräp före slutmontering. Montera sammansättningen enligt tillverkarens rekommendationer.
Praktiskt sammansatt fragment av noden med hjälp av metoden "räfflor".De elastiska packningarna på klämfästet behandlas med en liten mängd smörjmedel innan kopparrören slutligen sitter fast.
Klämmuttrarna ska slutligen dras åt till erforderligt vridmoment enligt tillverkarens rekommendationer. Efter att skruvarna har dragits åt, bör klämområdet undersökas igen för att säkerställa att enheten är korrekt monterad.
Testar hela räfflade systemet
Testning av ett komplett rörsystem kan utföras genom att anbringa luft- eller vattentryck på systemet. Den hydropneumatiska metoden är inte heller utesluten när ett relativt högt provtryck appliceras.
Det bör dock beaktas att värdet på provtrycket inte bör överstiga det maximalt tillåtna arbetstrycket som anges av tillverkaren av det räfflade spårsystemet.
Verktyg du behöver
För att utföra en kompetent installation måste du ha följande verktyg:
- Rörskärare - måste väljas utifrån den specifika typen av rörtvärsnitt. Kan vara mekanisk eller manuell;
- Sander - kan mycket väl ersättas med sandpapper;
- Gasbrännare för lödning av kopparrör eller lödkolv med flussmedel och lod.
Arbetet inleds med att upprätta en plan för värmesystemet med obligatorisk beteckning av platser där batterier planeras att installeras. Nästa steg är att skära röret i kapade längder. Man bör komma ihåg att ändarna måste vara strikt vinkelräta. De skurna proverna måste vara fria från grader. Fogarna ska rengöras med finkornigt sandpapper.










Ett flussmedel appliceras på den rengjorda änden av röret, varefter den (änden) förs in i kylaren eller beslaget tills det tar stopp.Därefter appliceras lod på fogen för lödning av kopparvärmerör. Passande delar vid korsningen värms upp med en gasbrännare. Försiktighet måste iakttas så att lågan inte vidrör lodet. Men samtidigt måste det smälta för att fylla mellanrummen mellan kopplingen och röret.
Sorter av kopparprodukter
Det finns flera klassificeringar av kopparrör. Låt oss överväga några av dem. Enligt tillverkningsmetoden särskiljs produkterna:
- Oglödgat. De är gjorda av ren metall genom stämpling eller rullning. De kännetecknas av hög draghållfasthet, som är cirka 450 MPa. I det här fallet minskar metallens duktilitet, vilket skapar vissa begränsningar för användningen av delar.
- Glödgat. De skiljer sig åt i speciell bearbetningsteknik. Rören värms upp till 700C och kyls sedan gradvis ned. Som ett resultat tappar produkterna något i styrka, men blir mer formbara. Sådana rör sträcker sig perfekt, precis före pausen kan längden på elementet öka en och en halv gånger. Glödgade produkter är mjukare, vilket förenklar installationen.
Formen på sektionen skiljer mellan runda och rektangulära element. De senare kännetecknas av en högre kostnad, vilket beror på komplexiteten i deras tillverkning. De används för produktion av ledare i statorlindningar av elektrisk utrustning kyld med en flytande metod. Standardstorlekar på oisolerade kopparprodukter när det gäller ytterdiameter varierar från 12 till 267 mm. Dessutom kan var och en av standardstorlekarna ha olika väggtjocklek, som ligger i intervallet från 0,6 till 3 mm. För gasförsörjning används produkter med en minsta tjocklek på 1 mm.Inom VVS är de vanligaste storlekarna 22, 18, 15, 12 gånger 1 mm, 52 gånger 2 mm och 42, 35, 28 gånger 1,5 mm.
Glödgade kopparrör förlorar viss styrka, men får speciell plasticitet och mjukhet, vilket underlättar installationsprocessen.
GOST 52318-2005 reglerar tillverkningen av koppardelar i tre typer, som skiljer sig i hårdhetsgrad, operativa och mekaniska egenskaper:
- Mjuk. Betecknad M eller W, föråldrad r eller F22. Tål expansion utan sprickor och brott i processen att öka ytterdiametern med 25%. Kan utsättas för böjning och passningsfri kallkoppling. Produkterna används för att arrangera värme- och vattenförsörjningssystem med balkfördelning av rörledningar till värme- och VVS-armaturer, samt för värmepumpar, golv- och panelvärme.
- Halvfast. Märkning P eller HH, föråldrad version z. Delar tål expansion i processen att öka diametern på röret med 15%. Mindre duktilitet än mjuka produkter kräver användning av värme för en passningsfri anslutning. För bockning behöver du en rörbockare.
- Fast. Beteckning T eller H, föråldrad z6 eller F30. Under installationen sker expansionen av röret endast under uppvärmningsprocessen. En rörbockare används för att böja delen. Solida, såväl som halvfasta, element används för att arrangera motorvägar utan frekventa förändringar i rörelseriktning och svängar. Dessutom används sådana produkter för rörledningar som kräver ökad mekanisk styrka.
Vissa tillverkare producerar speciella rör med ytterligare alternativ som efterfrågas för värme- och vattenförsörjningssystem:
- Isolerad med en tunnväggig mantel av polyeten, vars tjocklek är 2-2,5 mm. Materialet är resistent mot kemiska och mekaniska påfrestningar, applicerat på rör med en diameter på 12 till 54 mm. Manteln minskar värmeförlusterna i värmesystem och förhindrar bildning av kondensat på kallvattenledningar.
- Med skyddsisolering 2,5 till 3 mm tjock. Polyetenskalets insida är utrustad med små längsgående tänder som bildar luftkanaler. Således förbättras värmeisoleringsegenskaperna, och det blir möjligt att utföra termisk expansion av det monolitiska röret med temperaturfluktuationer.
- Med ett värmeisolerande skal av skummaterial: syntetiskt gummi, polyetenskum, mjukt polyuretanskum, etc. Isoleringsskiktets bredd kan överstiga 30 mm. Skalet används för att minska hög värmeöverföring i varmvatten och värmesystem.
Vid behov kan du köpa specialdelar för skydd och värmeisolering av installerade rörledningar.
Beslag används för att ansluta koppardelar. Deras utbud är mycket brett. De skiljer sig i form och är designade för att göra olika typer av anslutningar.
Alternativ för sammanfogning av rör av koppar
Vid montering av värme används olika installationsmetoder. Så dockning av kopparrör utförs med en hopfällbar och icke-hopfällbar metod. I det första fallet används flänsar, gängade fästelement, beslag, som fixeras automatiskt.Vid utformning av ett icke-separerbart värmesystem används pressning, lödning och svetsning.
Svetsfog
Låt oss ta en titt på processen att svetsa kopparrör. Denna dockningsteknik tillämpas på rör med en diameter på 108 mm eller mer. Värmematerialets väggtjocklek måste vara minst 1,5 mm. För att utföra svetsarbete, i det här fallet, är det bara nödvändigt att stöta, medan den rätta temperaturen bör vara 1084 grader. Det är värt att tillägga att det här alternativet för installation av värme inte rekommenderas att göras för hand.
Hittills använder byggare flera typer av svetsning:
- Gassvetsning med brännare av oxy-acetylentyp.
- Svetsning med förbrukningsbara elektroder, utförd i en inert gasmiljö - argon eller helium.
- Svetsning där icke förbrukningsbara elektroder används.
I de flesta fall används bågsvetsmetoden för att sammanfoga kopparelement. Om rören som är planerade att användas för att montera rörledningen är gjorda av ren koppar, är det nödvändigt att använda icke smältbara volframelektroder i en argon-, kväve- eller heliummiljö. Vid svetsning av kopparelement måste processen vara snabb. Detta kommer att förhindra bildandet av olika oxidationer på rörets metallbas.
Svetsfog av kopparrör
För att ge styrka till en sådan anslutning, efter avslutad dockningsarbete, rekommenderas att utföra ytterligare smide av de resulterande lederna.
Utvidgningsanslutning
Det händer att användningen av svetsbrännare under installationen av värmesystem skapar en del olägenheter. I det här fallet rekommenderas att tillgripa utvidgning av kopparrörskarvar.Denna installationsmetod kommer att visa sig vara löstagbar, vilket kommer att spela en positiv roll i händelse av en tvångsuppvärmningsmontering.
En operation av detta slag kommer att kräva obligatorisk närvaro av en facklingsanordning. Vi kommer att försöka beskriva i detalj hur man ansluter värmerör genom fackling:
- till att börja med rengörs rörets spets för att ta bort från dess yta de repor och grader som bildas under sågning av materialet;
- en koppling är fixerad på röret;
- sedan förs röret in i en klämanordning, med hjälp av vilken ytterligare expansion utförs;
- sedan bör du börja dra åt skruven på verktyget tills vinkeln på rörets ände når 45 grader;
- efter att rörområdet är klart för anslutning, ska en koppling föras till den och muttrarna ska dras åt.
Du kan lära dig mer om processen i videon nedan.










Tryck på anslutningsmetod
Förutom alla ovanstående metoder för installation av värmerör finns det också en pressteknik. För att förena kopparelementen i detta fall är det nödvändigt att sätta in den tidigare förberedda änden av röret i kopplingen tills den stannar. Efter detta kommer det att krävas användning av en hydraulisk eller manuell press, genom vilken rören kommer att fixeras.
Om värmen planeras att monteras från tjockväggiga rör, kommer presskopplingar med speciella tryckhylsor att krävas. Dessa element gör det möjligt att komprimera rör och beslag för uppvärmning från insidan, medan externa tätningar ger utmärkt täthet av strukturen.
Anslutningar av gängtyp
Tyvärr är det omöjligt att hitta kopparrör med gängade anslutningar på marknaden, och därför är det vanligt att använda beslag som har en kopplingsmutter för att sammanfoga delar av värmesystemet.
För sammanfogning av kopparrör med rör av andra material används gängade beslag av brons eller mässing. Deras användning eliminerar risken för galvanisk korrosion. I händelse av att rören skiljer sig i diameter, ta hjälp av speciella expanderare.
Med tanke på de typer av tätningar som används idag för kopparvärmesystem, finns det två typer av gängade anslutningar:
- Konsolideringar av konisk typ ("amerikansk"). Dessa element rekommenderas för värmeinstallation under förhållanden med höga temperaturindikatorer.
- Platta anslutningar. Sådana material inkluderar i sin design tätningar gjorda av polymermaterial i olika färger. Packningar är målade i olika färger för att indikera vid vilka temperaturer du kan arbeta med sådana element.
Kopplingsschema för kopparrör
Självmontering
Installation av rörledningen med kopparrör är ganska genomförbart med dina egna händer. För att göra detta, använd en gasbrännare och lod, som är av två typer - hård och mjuk. Hårdlödning används för högtemperaturlödning i kommunikationer för vattenförsörjning, gas och värme. Mjuk - för lödning vid lägre temperaturer i hushållsförhållanden.

- borsta och slipa insidan av fogen;
- applicering av flussmedelspasta inifrån och ut;
- värma anslutningspunkten med en gasbrännare.
Dra nytta av dessa tips. Ta inte bort graderna efter att du har putsat kanterna på rören med sandpapper. En av ändarna på rören ska utökas med en rörexpanderare så att de passar in i varandra
När du applicerar flusspasta, se till att det inte blir för mycket av det och att det inte kommer in i rörets lumen vid lödning.
Det är viktigt att inte överhetta korsningen, 15-20 sekunder räcker för att få effekten. Uppvärmningen stoppas när flödet får en silverfärg.
Innan du startar det färdiga systemet är det lämpligt att skölja det med ett stort vattentryck för att ta bort alla partiklar från installationsprocessen.
Att arbeta med öppen låga kräver säkerhetsåtgärder. Liv och hälsa är värda att ta hand om under dessa arbeten.
Kopparrörledningar, på grund av sina utmärkta egenskaper, har visat sig vara ett pålitligt alternativ för ett värmesystem, tillsammans med möjligheten till varm- och kallvattenförsörjning.
Klassificering efter tillverkningsmaterial
Valet av material beror på driftsbelastningen - tryck, vätskeflöde, (ibland också på dess densitet), såväl som på nivån av hydrauliskt motstånd. När allt kommer omkring är en beslag en extra flödesbarriär som orsakas av olika intilliggande element - packningar och designegenskaper hos själva produkten - närvaron av tidvatten, avsatser, krökningsradier, övergångssektioner, etc.
Materialen som rekommenderas för tillverkning av delarna i fråga väljs också med hänsyn till tillverkningsbarheten av deras produktion:
- Gjutjärn. Gjutjärn med nodulär grafit (kvalitet VCh100) används oftare, som har tillräcklig styrka och tillfredsställande duktilitet. Ganska ofta finns adaptrar gjorda av segjärnskvaliteterna SCH30 eller SCH35, såväl som segjärnskvaliteterna KCh35-10 eller KCh 37-12. I vissa fall är färdiga produkter galvaniserade för att förbättra deras presentation.
- Stål.Mestadels används rostfritt stål 08X18H10, liksom dess utländska motsvarigheter. Andra kvaliteter används i system utformade för att pumpa korrosiva medier vid förhöjda temperaturer som är förorenade med slipande partiklar. Här används stål typ 45X. 40HN. 40HNM och liknande.
- Mässing. När de använder plastisk deformationsteknik styrs de av märkena av deformerbar mässing: vanlig från L70, multikomponent - LA-77-2, LN 65-5. Från gjutning av mässing - LTs40S, LTs25S2, etc.
- Metall-plaster baserade på deformerbar aluminium och polyeten kvaliteter PE-X eller PE-RT.
- Lågtryckspolyeten (HDPE). Vid låga driftsbelastningar används polymerer som är tillverkade enligt de tekniska kraven i GOST 16338-85.

Beslag för HDPE-rör: typer av kopplingar och alternativ för anslutning av rörledningar Inom byggandet används allt oftare rörledningar av HDPE. Därför ökar också efterfrågan på förstärkningselement. Med deras hjälp blir rörinstallationen enkel och snabb ...










Sorter av kopparprodukter
För tillfället finns det flera varianter av kopparrör. Nedan är de viktigaste.
Enligt överenskommelse
Följande rör används för sitt avsedda syfte:
- för möbler - gjord av krom - 25 mm;
- för kommersiell utrustning - en oval produkt - 25 mm;
- vid tillverkning av möbelstöd - 50 mm (bar);
- för köksrummet - 50 och 26 mm (räcke och bar).
Vid tillverkning av möbler används möbelförkromat rör. Den används i den huvudsakliga möbelstrukturen - som en metallstång. Till skillnad från rund har den ett rektangulärt tvärsnitt. Den vanligaste profilen är 40*100, 40*80, 50*50.
Den installeras endast på en plan yta och används också vid reparationer och i bilfabriker - när du skapar en stark ram.
Enligt tillverkningsmetoden
Beroende på tillverkningsmetoden används sådana kopparrör som:
Obehärdat kopparrör. Den är gjord av ren metall med hjälp av stämpling.
Den har hög draghållfasthet. I det här fallet blir metallen mindre duktil, varefter det finns vissa begränsningar för användningen av ett sådant rör.
Glödgade kopparrör är av plast, denna kvalitet underlättar installationsprocessen
Glödgat kopparrör. Den går genom en speciell processteknik. Den värms upp till 700 grader Celsius och kyls sedan ner. I detta fall blir rörledningselementen mindre starka, men mer flexibla.
Dessutom sträcker de sig bra - innan de går sönder ökar deras längd med 1,5 gånger.
Glödgade rörprodukter är mjukare, så installationen går snabbare och enklare.
Efter sektionsform
Enligt sektionens form skiljer de åt:
- runda vattenrör;
- rörledningselement som har formen av en rektangel. De används för att skapa ledare i statorlindningen av elektrisk utrustning, som kyls med en flytande metod.
Dimensionerna på kopparrör kan bestämmas av ytterdiametern som är 12–267 mm. I detta fall har varje rörstorlek en viss väggtjocklek lika med 0,6–3 mm.
Vid ledning av gas in i hus används rör som har en tjocklek på minst 1 mm.
Vid installation av VVS används i många fall ett VVS-rör av koppar, som har sådana storlekar som: 12, 15, 18, 22 med 1 mm, 28, 35, 42 med 1,5 mm och 52 med 2 mm.
Beroende på hårdhetsgraden
Beroende på hårdhetsgraden kopparrör används, såsom:
Mjuk. Beteckningen är M eller W. De klarar expansion utan att spricka och rivas när ytterdiametern expanderar med 25 %.
Sådana rörledningsprodukter används när ett värmesystem skapas eller rörledningar läggs för konsumenternas vattenförsörjning. Samtidigt görs en strålfördelning av rören till VVS- och värmeanordningar.
Mjuka rörledningselement används i de flesta fall vid konstruktion och reparation av vattenrör. Deras anslutning anses vara den enklaste - dockning kan göras utan användning av extra utrustning.








Kopparrör tål den höga temperaturen hos vätskorna som transporteras genom dem
Halvfast. De har följande beteckningar - P eller NN. Sådana rörledningsprodukter kan motstå expansion med en diameterökning på 15 %.
När de är installerade används värme för att ansluta rören utan användning av beslag. För bockning eller oböjning av halvfasta produkter används en rörbockare för kopparrör.
Fast. De betecknas med följande bokstäver - T eller H. När de är installerade sker distribution endast under uppvärmning. För att böja röret, använd en rörbockare.
De två sista typerna av kopparprodukter används vid konstruktion av olika motorvägar.
Sådana delar används också vid konstruktionen av en rörledning, som bör ha ökad mekanisk hållfasthet.
Tätningen av sådana rör anses vara en viktig process. När allt kommer omkring kan deras lossning ske när som helst - till exempel när tätningsmedlet är utarmat. I händelse av en sådan situation kommer det att vara nödvändigt att göra om fogarna helt.
Lindningstyper
Tillverkare använder olika typer av lindningar för kopparrör:
- FUM tejp. Denna tejp används i alla typer av gängade anslutningar;
- härdande tätningsmedel för VVS. Sådant material används både på olika företag och i vardagen;
- hemgjord tätningsmedel för VVS. De rör som är installerade i 1940-talets hus läcker inte.
Denna metod kan också tillämpas om det är nödvändigt att göra uppvärmning från kopparrör.
Om rött bly inte är tillgängligt ska vanlig PF-färg användas.
Tätning vid arbete med vätskeledande system är obligatorisk