
- 1 Kopparrör för vattenförsörjning - tekniska funktioner och fördelar
- Anslutningsmetoder
- Montering
- Hur man löder kopparrör, steg för steg instruktioner
- Anslutningsförberedelse
- Fluxapplikation
- Lödning
- Sorter av kopparprodukter
- Enligt överenskommelse
- Enligt tillverkningsmetoden
- Efter sektionsform
- Beroende på hårdhetsgraden
- Lindningstyper
- Vilka beslag finns på marknaden?
- Alternativ #1 - komprimeringselement
- Alternativ #2 - kapillärkopplingar
- Alternativ #3 - presskopplingar
- Typer av passande produkter
- Nyanserna av montering och lödning av rör av alla diametrar
- Gör-det-själv steg-för-steg-arbete i 7 steg
- Specifikationer
- Rörklassificering
- Tillsynskrav
- Installation av kopparrör för vattenförsörjning
- Nödvändiga verktyg och material
- Arbetsprocess
- Monteringsfunktioner
1 Kopparrör för vattenförsörjning - tekniska funktioner och fördelar
Först och främst koppar rör för VVS attraktiva för sin styrka. Fasta produkter med en diameter på 12 mm, med en väggtjocklek på endast 1 mm, är konstruerade för ett arbetstryck på 100 bar vid en temperatur på 250 °C. Kopparrörledning på beslag, sammansatt genom hårdlödning, tål maximala belastningar på mer än 500 atm och temperaturer upp till 600 °C. Många material blir spröda när temperaturen sjunker.Koppar är ett undantag - styrkan och duktiliteten hos denna metall ökar med sjunkande temperatur.
Denna egenskap säkerställer tillåtligheten av upprepad frysning och upptining av kopparrör (beroende på hårdheten hos produkterna upp till 3 gånger). Även om en olycka är framme är den bara på ett ställe, till skillnad från stålrörledningar, där impulsen sprider sig i röret. Därför är det inte svårt att eliminera konsekvenserna av att frysa kopparprodukter, och stålsystemet måste bytas ut helt.

Kopparrör är lätta att bearbeta och mycket tekniskt avancerade i alla delar av installationen: när man passerar hål, böjer sig runt hörn och andra hinder, installerar utrustning, monterar en gren på en redan färdig rörledning. För allt arbete behövs ett enkelt mekaniserat och manuellt verktyg.
Kopparsystem är universella - beslag och rör av samma standard används för alla typer av verktyg. Detta säkerställer användningen av en enda installationsmetod och samma utrustning. Den vanligaste och mest pålitliga metoden för att foga kopparrör är kapillärlödning. Lödningsbredden, även med små diametrar, är inte mindre än 7 mm och ger installationshållfastheten högre än den för kända anslutningsmetoder, inklusive alla typer av svetsning.

Under testerna var det alltid ett brott i rörkroppen och tätheten i skarvarna, inklusive de servade, bröts aldrig. Kapillärlödning möjliggör snabb och enkel montering. Dess fördelar är särskilt tydliga jämfört med svetsning, som kräver större precision och noggrannhet vid arbete med plaströr, eller skrymmande utrustning när det gäller stålsystem.
Förutom anslutningar med hög hållbarhet och tillförlitlighet (pressning, lödning, svetsning) finns det också de som inte kräver speciella färdigheter och verktyg - med hjälp av beslag för snabb installation i händelse av olyckor, såväl som i icke-trycksystem (själv). -låsning, kompression och så vidare). Detta ger effektivitet och flexibilitet i installatörens arbete. Det är förbjudet att gänga kopparrör, men kombinationskopplingar möjliggör en enkel övergång till gängning genom pressning eller lödning.
På grund av kopparns plasticitet är det möjligt, med hjälp av en mekaniserad eller manuell expander, att ansluta rör genom kapillärlödning utan användning av beslag. Detta gör det möjligt (i vissa fall avsevärt) att minska kostnaderna för systemet under installationen. Det passande anslutningssättet ger garanterad stabilitet hos parametrar och systemets tillförlitlighet.
Det är tillåtet att bädda in en kopparrörledning i väggar och golv, om produkter används i isolering, korrugerat rör, skal, där termisk expansion tillhandahålls på grund av fluktuationer i temperaturen på det tillförda vattnet, eller monteras i en låda. Betjänade anslutningar får inte vara monolitiska utan att ge tillgång till dem. Kopparrör är i öppet läge mycket estetiskt tilltalande, kan målas, men kräver ett arrangemang som förhindrar risken för oavsiktlig skada.
Anslutningsmetoder
Installation av dessa produkter kan göras på två sätt: genom gängad anslutning eller genom lödning. Koppar och legeringar som bildas på dess basis kan förenas genom både högtemperatur- och lågtemperaturlödning.

För vattenförsörjningssystem används lågtemperaturlödning huvudsakligen med olika lödningar, med undantag av bly-tenn.De innehåller en stor andel bly, som inte kan användas. för lödning av dricksvattenledningar. För montering av sådana system är det bättre att välja tenn-koppar eller silverhaltiga lod. De skapar en söm av god kvalitet och uppfyller alla krav på styrka, tillförlitlighet och hållbarhet hos VVS-system. Som flussmedel kan du ta kolofonium - vaselinpasta, som innehåller kolofonium, zinkklorid och tekniskt vaselin. Den har en pastaliknande konsistens som är lätt att applicera.
Montering
Installation av kopparrörledningar utförs med hjälp av speciella anslutningar - beslag eller med svetsning. Genom press eller hopfällbara beslag är rören stadigt förbundna med elementen i värmesystemet, dock används oftast svetsning. Vid installation av glödgade kopparrör på platser där det är nödvändigt kan de böjas så att det totala antalet skarvar och skarvar minskar. För detta används en rörbockare, tack vare vilken det är möjligt att erhålla den nödvändiga lutningen utan att kompromissa med systemets övergripande öppenhet.

Installation av kompressionskopplingar kräver ingen speciell utrustning: röret sätts helt enkelt in i spåret tills det stannar, och sedan skruvas det hårt med en mutter, medan själva materialet ska pressas mot monteringskroppen. För att uppnå maximal passform och fullständig tätning måste två nycklar användas. Det är all utrustning du behöver. Man bör dock inte glömma detaljerna för krimpfästen, vilket innebär fullständig kontroll av tätheten - sådana system börjar periodvis "droppa", varför lederna inte bör muras upp, åtkomsten till rören ska vara öppen.

Pressbeslag installeras med speciella pressmaskiner, detta är ett ganska dyrt installationsalternativ, men anslutningen är stark och pålitlig, men i ett stycke. Experter noterar att kapillärlödning anses vara den mest universella metoden för att installera kopparrörledningar; denna metod låter dig ansluta rörsegment med samma diameter till varandra. För att göra detta utförs utvidgning i en av ändarna, det vill säga dess diameter ökas något, vilket gör att du kan sätta in ett rör i ett annat.

Fogen rengörs med en speciell svamp eller en metallborste, och sedan täcks de sammanfogade ytorna med flussmedel - detta är en speciell komposition som ger maximal vidhäftning av metallen till lodet. Rör behandlade på detta sätt sätts sekventiellt in i varandra så att gapet mellan dem inte överstiger en bråkdel av en millimeter. Därefter värms lodet med en svetsad brännare, och när materialet når smälttemperaturen hälls alla luckor som har uppstått med den smälta kompositionen.

Efter att sömmen är fylld måste den kylas, för detta kan du sänka fogen i vattnet, eller så kan du helt enkelt lämna den i det fria. I allmänhet är denna process, liksom reparation, ganska enkel, men den kräver noggrannhet, noggrannhet och överensstämmelse med säkerhetsföreskrifter. Kopparrör är estetiskt tilltalande, men ibland målar användare sådana produkter så att rören matchar det övergripande konceptet för inredningen.

Det är mycket viktigt att färgen som används för detta uppfyller följande villkor:
- beläggningen bör inte ändra färg under påverkan av hög temperatur;
- färg måste på ett tillförlitligt sätt skydda mot alla typer av yttre påverkan;
- även minimal peeling är oacceptabelt.

Det är tillrådligt att belägga rören med en primer innan du applicerar färgen, experter rekommenderar att du använder en blyröd blykomposition. Tänk på att färgen inte absorberas av koppar, så du måste sprida den mycket försiktigt med en pensel. Och även i detta fall kan en mer eller mindre jämn täckning uppnås först efter 2-3 lager. Men du kan också använda färg från sprayburk, den lägger sig mycket jämnare.








Hur man ansluter kopparrör med egna händer, se följande video.
Hur man löder kopparrör, steg för steg instruktioner
Steg-för-steg-arbete gör att du kan få högkvalitativa anslutningar. När du utför processen behöver du inte skynda dig, du måste följa alla regler och rekommendationer.
Anslutningsförberedelse
I det första steget förbereds de nödvändiga delarna av de nödvändiga dimensionerna. För skärning används en rörskärare, som måste placeras strikt vinkelrätt mot rörledningen. Först kläms röret fast i fixturfästet mellan bladet och stödrullarna.
 Kuttern roterar en eller två gånger runt segmentet som ska skäras.
Kuttern roterar en eller två gånger runt segmentet som ska skäras.
Därefter dras skruvmekanismen åt. Därefter upprepas skärprocessen. Sådana åtgärder utförs tills den slutliga skärningen av röret inträffar.
För att förbereda delar av önskad storlek kan du också använda en bågfil med ett metallblad. Det är dock inte alltid möjligt att utföra en jämn skärning med ett sådant verktyg. Dessutom, när du använder en bågfil, bildas många metallspån.
Därför måste du vara mycket uppmärksam så att de inte kommer in i systemet.När allt kommer omkring kan sågspån orsaka skador på dyr utrustning eller överbelastning i teknisk kommunikation.
 Rörskäraren gör att du kan få ett rakt snitt. Sedan avlägsnas grader från änden av röret.
Rörskäraren gör att du kan få ett rakt snitt. Sedan avlägsnas grader från änden av röret. Produktens inre yta rengörs och avfettas. Samma åtgärder utförs med det andra segmentet.
Produktens inre yta rengörs och avfettas. Samma åtgärder utförs med det andra segmentet.
I nästa steg används en rörexpander eller valsning. Det låter dig öka diametern på ett av segmenten så att delarna kan anslutas. Avståndet mellan dem måste vara 0,02-0,4 mm. Vid mindre värden kommer lodet inte att kunna sippra in i det, och vid större storlekar kommer det inte att finnas någon kapilläreffekt.
Fluxapplikation
Flussmedlet appliceras i ett jämnt lager i en minimal mängd på den yttre ytan av produkten som sätts in i det anslutna segmentet.
 Operationen utförs med en borste. Den kan ingå i reagenssatsen.
Operationen utförs med en borste. Den kan ingå i reagenssatsen.
I sin frånvaro används en målarpensel. Det är nödvändigt att använda ett verktyg som inte lämnar fibrer.
Lödning
Processen börjar med anslutningen av rörledningsdelar. Det utförs efter användning av flussmedlet.
 Det får inte finnas några främmande föremål på den fuktade ytan.
Det får inte finnas några främmande föremål på den fuktade ytan.
När röret och kopplingen är anslutna, roterar det sista elementet tills det är helt placerat på rörledningssegmentet. Denna åtgärd gör det också möjligt att fördela flödet över hela området som ska sammanfogas. Om en förbrukningsvara kommer ut ur gapet mellan delarna, tas den bort med en servett eller trasa, eftersom det är en aggressiv sammansättning av kemiskt ursprung.
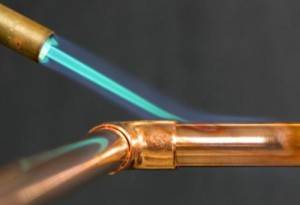
Lågtemperaturlödningsprocessen börjar med att brännaren slås på. Dess låga riktas mot platsen som ska sammanfogas och rör sig ständigt längs fogen för dess enhetliga uppvärmning.Efter uppvärmning av delarna appliceras lod på gapet mellan dem. Förbrukningsmaterialet kommer att börja smälta om korsningen har blivit tillräckligt uppvärmd. Vid denna tidpunkt måste brännaren tas bort från fogen eftersom förbrukningsmaterialet kommer att fylla gapet. Mjuklod behöver inte värmas speciellt. Smältningen av förbrukningsmaterialet sker under inverkan av värme från de uppvärmda delarna.
 Mjuklödning av kopparrör
Mjuklödning av kopparrör
Anslutningar av rörledningselement görs med konstant kontroll av kopparvärme. Metall får inte överhettas! Om denna regel inte följs kommer flödet att förstöras. Därför avlägsnas inte oxider från delarna. Som ett resultat minskar kvaliteten på sömmarna.
Hårdlödning börjar med enhetlig och snabb uppvärmning av delarna som ska sammanfogas. Det utförs med en låga av ljusblå färg av måttlig intensitet.
Löd appliceras på fogen när elementen värms upp till en temperatur av 750°C. Den når önskat värde när kopparn blir en mörk körsbärsfärg. För bättre smältning av lodet kan det dessutom värmas upp med en ficklampa.
Efter att sömmen har svalnat, torkas fogen med en trasa för att avlägsna flussrester. Annars kan ämnet orsaka förstörelse av koppar. Om ett inflöde av lod har bildats på ytan av rörledningen, avlägsnas det med sandpapper.
Sorter av kopparprodukter
För tillfället finns det flera varianter av kopparrör. Nedan är de viktigaste.







Enligt överenskommelse
Följande rör används för sitt avsedda syfte:
- för möbler - gjord av krom - 25 mm;
- för kommersiell utrustning - en oval produkt - 25 mm;
- vid tillverkning av möbelstöd - 50 mm (bar);
- för köksrummet - 50 och 26 mm (räcke och bar).
Vid tillverkning av möbler används möbelförkromat rör. Den används i den huvudsakliga möbelstrukturen - som en metallstång. Till skillnad från rund har den ett rektangulärt tvärsnitt. Den vanligaste profilen är 40*100, 40*80, 50*50.
Den installeras endast på en plan yta och används också vid reparationer och i bilfabriker - när du skapar en stark ram.
Enligt tillverkningsmetoden
Beroende på tillverkningsmetoden används sådana kopparrör som:
Obehärdat kopparrör. Den är gjord av ren metall med hjälp av stämpling.
Den har hög draghållfasthet. I det här fallet blir metallen mindre duktil, varefter det finns vissa begränsningar för användningen av ett sådant rör.
Glödgade kopparrör är av plast, denna kvalitet underlättar installationsprocessen
Glödgat kopparrör. Den går genom en speciell processteknik. Den värms upp till 700 grader Celsius och kyls sedan ner. I detta fall blir rörledningselementen mindre starka, men mer flexibla.
Dessutom sträcker de sig bra - innan de går sönder ökar deras längd med 1,5 gånger.
Glödgade rörprodukter är mjukare, så installationen går snabbare och enklare.
Efter sektionsform
Efter sektionsform fördela:
- runda vattenrör;
- rörledningselement som har formen av en rektangel. De används för att skapa ledare i statorlindningen av elektrisk utrustning, som kyls med en flytande metod.
Dimensionerna på kopparrör kan bestämmas av ytterdiametern som är 12–267 mm. I detta fall har varje rörstorlek en viss väggtjocklek lika med 0,6–3 mm.
Vid ledning av gas till hus används rör som har en tjocklek lika med 1 mm åtminstone.
Vid installation av VVS används i många fall ett VVS-rör av koppar, som har sådana storlekar som: 12, 15, 18, 22 med 1 mm, 28, 35, 42 med 1,5 mm och 52 med 2 mm.
Beroende på hårdhetsgraden
Beroende på hårdhetsgraden används kopparrör, såsom:
Mjuk. Beteckningen är M eller W. De klarar expansion utan att spricka och rivas när ytterdiametern expanderar med 25 %.
Sådana rörledningsprodukter används när ett värmesystem skapas eller rörledningar läggs för konsumenternas vattenförsörjning. Samtidigt görs en strålfördelning av rören till VVS- och värmeanordningar.
Mjuka rörledningselement används i de flesta fall vid konstruktion och reparation av vattenrör. Deras anslutning anses vara den enklaste - dockning kan göras utan användning av extra utrustning.
Kopparrör tål den höga temperaturen hos vätskorna som transporteras genom dem
Halvfast. De har följande beteckningar - P eller NN. Sådana rörledningsprodukter kan motstå expansion med en diameterökning på 15 %.
När de är installerade används värme för att ansluta rören utan användning av beslag. För bockning eller oböjning av halvfasta produkter används en rörbockare för kopparrör.
Fast. De betecknas med följande bokstäver - T eller H. När de är installerade sker distribution endast under uppvärmning. För att böja röret, använd en rörbockare.
De två sista typerna av kopparprodukter används vid konstruktion av olika motorvägar.
Sådana delar används också vid konstruktionen av en rörledning, som bör ha ökad mekanisk hållfasthet.
Tätningen av sådana rör anses vara en viktig process. När allt kommer omkring kan deras lossning ske när som helst - till exempel när tätningsmedlet är utarmat. I händelse av en sådan situation kommer det att vara nödvändigt att göra om fogarna helt.








Lindningstyper
Tillverkare använder olika typer av lindningar för kopparrör:
- FUM tejp. Denna tejp används i alla typer av gängade anslutningar;
- härdande tätningsmedel för VVS. Sådant material används både på olika företag och i vardagen;
- hemgjord tätningsmedel för VVS. De rör som är installerade i 1940-talets hus läcker inte.
Denna metod kan också tillämpas om det är nödvändigt att göra uppvärmning från kopparrör.
Om rött bly inte är tillgängligt ska vanlig PF-färg användas.
Tätning vid arbete med vätskeledande system är obligatorisk
Vilka beslag finns på marknaden?
Kopparrörledningar är ganska enkla och lätta att installera. Detta beror på närvaron av ett stort antal typer av anslutningar och beslag för dem, vilket gör det möjligt att utföra system med komplex konfiguration. Vid installationsarbete krävs ingen skrymmande specialutrustning. Anslutningar i kopparrörledningar anses vara de mest pålitliga elementen. Beroende på vilken anslutningsmetod som används finns det flera typer av beslag.
Alternativ #1 - komprimeringselement
Delarna är utrustade med en speciell kompressionsring, som säkerställer anslutningens täthet och säkrar beslaget till röret. Elementet dras åt för hand med en kopplingsmutter och skiftnyckel. Den största fördelen med kompressionsdelar är enkel installation.Ingen speciell utrustning eller uppvärmning krävs. Med denna metod kan du montera rörledningen på de mest otillgängliga platserna. Installationsarbetskostnaderna är låga, och det resulterande systemet är ganska hållbart och tätt. Kompressionskopplingar har också nackdelar. De är inte konstruerade för högt tryck, de måste regelbundet kontrolleras och dras åt. Det är omöjligt att konkretisera sådana detaljer.
Teoretiskt ger kompressionselement en hopfällbar anslutning. Praxis visar dock att efter den första demonteringen och monteringen minskar monteringens tillförlitlighet kraftigt och den måste ändras. Det finns två typer av kompressionskopplingar. De är markerade med bokstäverna A och B.
- Delar A används för rörledningar ovan jord gjorda av halvfasta kopparkvaliteter.
- Delar B används för att arrangera mark- och underjordskommunikation från rör tillverkade av halvhårda och mjuka metallkvaliteter.
Installation av delar av båda typerna utförs enligt ett liknande schema.
Diagrammet visar en kompressionskopplingsanordning. Den är enkel att installera, men ger en svag anslutning som behöver regelbunden övervakning.
Alternativ #2 - kapillärkopplingar
Lödade kopparbeslag kallas kapillärbeslag. De förbinder rör med lod, det vill säga koppar, tenn eller silvertråd, som ligger under delens inre gänga. Under installationen sätts beslaget på röret, som är förbelagt med flussmedel. Fogområdet värms upp med en brännare tills metalllodet smälter och fyller ett litet gap mellan kopplingen och röret. Därefter får delarna svalna. Därefter utförs extern rengöring med ett specialverktyg.Röret är klart för användning.
Processen att löda en beslag involverar användning av lod, som, när den smälts, fyller gapet mellan delarna.
Fördelen med denna anslutningsmetod kan anses vara hög tillförlitlighet. Det maximala drifttrycket för enheten är 40 bar vid en systemtemperatur på 150°C. Kapillärmetoden ger en mycket jämn och snygg söm, den minsta mängden lod används under arbetet, kostnaden för installationsarbete är ganska demokratisk. De relativa nackdelarna med metoden inkluderar den obligatoriska närvaron av en brännare och behovet av en viss kvalifikation och erfarenhet för den person som kommer att vara involverad i installationen.
Alternativ #3 - presskopplingar
Funktionsprincipen för delar är baserad på användningen av koppars plasticitet och dess känslighet för deformationer som skapas under mekanisk påkänning. För att erhålla en sådan anslutning pressas röret, som tidigare införts i presskopplingen, med presstång. Minsta krimpkraft 32 kN. Detta gör att du kan skapa en stark anslutning i ett stycke. En tätningsring läggs längs presskopplingens kontur, vilket säkerställer täthet av anslutningen. Anslutningsdelen kan rotera, täthet och styrka lider inte av detta. Strukturellt skiljer sig pressbeslag i delar med en dubbel och enkel kontur av deformationskompression.
Den största fördelen med dessa element är möjligheten till snabb installation utan användning av elektriska värmare eller öppen låga. De är installerade på anläggningar där det är förbjudet att använda brännare med öppen låga, samt inuti olika tankar, tankar och containrar. Den resulterande kopplingen är starkare än den som görs med kompressionsdelar.Nackdelarna med elementen inkluderar en högre kostnad än lödbeslag och behovet av att använda specialutrustning under installationen - hydrauliska eller elektriska pressar med en uppsättning tång med olika profiler och diametrar.
För montering av pressbeslag du kommer att behöva använda en elektrisk eller hydraulisk press med en uppsättning tång med olika diametrar och former
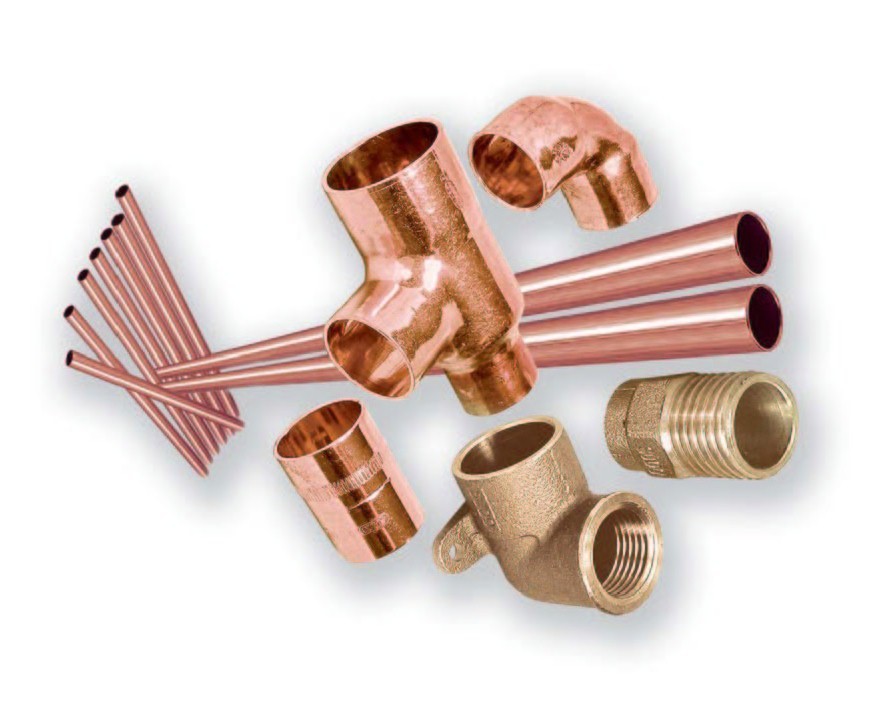
Typer av passande produkter
Anslutningselement av metall och plast tillverkas i samma modifieringar som stål- och plastprodukter:
- Raka kopplingar. Den enklaste typen av produkt för att ansluta två rör med samma diameter.
- Övergångskopplingar. Produkter som används för att ansluta rör av olika sektionsstorlekar.
- Rutor. Beslag som gör att du kan ansluta två rör i rät vinkel.
- Grenar. Produkter som låter dig ändra rörens relativa position från 45 till 120 °.
- Går över. Anslutningar utformade för att ansluta fyra rör i en vinkel på 90°.
- Tees. Beslag som förbinder tre stycken rör, varav en är installerad vinkelrätt mot de andra två.
- Pluggar. Produkter designade för att stänga ändsektionen av ett rör. De har en invändig eller utvändig gänga för skruvning i ett rör.
- Bröstvårtor. Beslag, som är produkter med yttre gängor i båda ändar, med hjälp av vilka de är anslutna till andra sektioner av rörledningen.
- Futorki. Produkter som används för att ansluta rör till mätinstrument. De har en invändig gänga i ena änden och en utvändig gänga i den andra.
- Beslag. Element som gör det möjligt att ansluta ett rör till processutrustning (panna, panna, filter, värmeväxlare, kollektor).
- Driver.Används för att öka längden på röret med en invändig eller utvändig gänga.
- amerikaner. Produkter som liknar sporrar med en unionsmutter. De kan vara raka och kantiga, vilket gör att du kan ändra rörelseriktningen för de anslutna rören.

Alla de angivna typerna av beslag har en gänga - utvändig, invändig eller kombinerad. Utöver dem finns det också anslutningselement i ett stycke, såväl som produkter anslutna genom svetsning eller kapillärlödning.
Anslutningselementen från listan ovan är de mest populära typerna av beslag som används vid installation av rörledningar. Vid installation av mer komplexa och högspecialiserade tekniska system kan andra specialbeslag användas - låsmuttrar, fat, förlängningar och andra element.
Nyanserna av montering och lödning av rör av alla diametrar
Kopparrör och rördelar för VVS ansluts genom gängning eller lödning, den första metoden anses vara enklare och mer tillgänglig för icke-professionella. Arbetet börjar med att rita ett kopplingsschema och räkna bilderna; i avsaknad av erfarenhet rekommenderas det att ge en marginal på 3-5 m.
Gör-det-själv steg-för-steg-arbete i 7 steg
Gör-det-själv koppar VVS med gängade anslutningar monteras i följande sekvens:
- Rörskärning.
- Filrengöring av grader i det avskurna området, på rör med PVC-isolering rengörs isoleringsskiktet.
- Avfasning.
- Sätta en kopplingsmutter och en hylsa på röret.
- Förbereda beslaget, koppla ihop det med muttern och dra åt anslutningen (först för hand, sedan med en skiftnyckel).
- Anslutning av stålrör (om nödvändigt) med övergångsbeslag, obligatorisk tätning av gängade anslutningar.
- Täthetskontroll.
Kopparrör och rördelar för VVS måste vara korrekt installerade.
Kontroll av skarvarnas skick och korrekt installation
Monteringen av ett kopparvattenrör med pressbeslag anses vara ganska tillförlitlig, kvaliteten på tätningen beror på vridningens styrka. Det rekommenderas att använda en speciell pneumatisk eller hydraulisk tång för denna operation. Nackdelen med denna metod är försämringen av vattenrörets utseende vid lederna, om utseendet spelar en avgörande roll, bör sektionerna anslutas genom lödning.









Lödning anses vara det mest pålitliga sättet att ansluta kopparrör. Handlingssekvensen är nästan densamma som monteringen med pressbeslag: rören skärs och skyddas noggrant från grader
Det är viktigt att torka av produkterna från damm och rester av oxidfilmen (inuti och utanför). Sedan appliceras ett flussmedel på rörets yttre yta, en beslag sätts in med ett obligatoriskt gap, fogområdet värms jämnt upp med en brännare eller blåslampa, när du väljer det andra alternativet bör överhettning undvikas. För att kontrollera att den önskade temperaturen har uppnåtts räcker det att lätt röra vid lodet, om det smälter har området redan värmts upp
Efter det sätts lodet in i det vänstra gapet och sömmen förseglas
För att kontrollera att den önskade temperaturen har uppnåtts räcker det att lätt röra vid lodet, om det smälter har området redan värmts upp. Efter det sätts lodet in i det vänstra gapet och sömmen förseglas.
En viktig nyans av lödning: under uppvärmning och anslutning måste delen av den framtida rörledningen förbli orörlig.Alla ansträngningar och rörelser är tillåtna endast efter stelning av lodet. I slutet av monteringen måste systemet tvättas från flussmedelsrester.
KOLLA PÅ VIDEO
Uppvärmda produkter är lätta att böja, speciella fjädrar används för att ge önskad form samtidigt som sektionen bibehålls. Den optimala utrustningen för att producera böjda element är en speciell rörbockare, dess köp är tillrådligt för stora volymer arbete. Sektionerna som sätts ihop genom att löda systemet ser snyggare ut än de som böjs av gängning. Men trots de uppenbara fördelarna och tillförlitligheten med denna metod utförs inte lödning på explosiva platser på grund av öppna lågor. Brandskyddsåtgärder är obligatoriska. Kopparrör och VVS-armaturer används i stor utsträckning inom konstruktion.
Specifikationer
Kvaliteten av icke-järnmetall har en betydande inverkan på de tekniska egenskaperna hos valsade rör från detta material. I grund och botten är kopparvattenrör gjorda av ren koppar. Vid tillverkning av valsade produkter används också legeringar av denna metall. De innehåller legeringskomponenter i en liten mängd.
Andelen specifika föroreningar i koppar påverkar driftsförhållandena, mekaniska och tekniska egenskaper hos rör. Elasticiteten och styrkan hos icke-järnmetaller ökar med tillsats av zink, bly, järn och tenn.
Legeringens motståndskraft mot korrosion ökas med hjälp av fosfor. Det mekaniska motståndet hos koppar ökas av beryllium och aluminium. Tillverkare av valsat stål använder mangan för att minska påverkan av oönskade föroreningar på materialet.
Rörklassificering
Kopparrör varierar i diameter.Kommunikationsgenomströmningen beror på sektionens storlek. Standardområdet för rördiametrar sträcker sig från 1/4" till 2". Inuti bostaden används huvudsakligen rörledningar av följande storlekar:
- 1/2″ - för dusch och bad;
- 3/8″ - för köksblandare och tvättställ;
- 1/4″ - för anslutning till toalett, bidé och ismaskin.
 Koppar VVS-rör i duschen.
Koppar VVS-rör i duschen.
Tillverkare tillverkar två typer av kopparrör:
- Glödgade produkter är mjuka produkter som har behandlats med en hög temperatur på 550-650 °C. Glödgningen varar 60-90 minuter, sedan svalnar de uppvärmda arbetsstyckena gradvis. Processen gör det möjligt att få flexibla rör som är resistenta mot högt tryck, plötsliga temperaturförändringar och fuktiga miljöer.
- Oglödgade produkter är styva produkter med högre hållfasthet men mindre elasticitet.
Det är möjligt att köpa valsade produkter i specialisolering med PVC-mantel. Kondens bildas inte på ytan av denna typ av produkt.
Producerade kopparrör skiljer sig också i väggtjocklek. Användningsområdet för den valsade produkten beror på parametern, eftersom denna egenskap påverkar det högsta arbetstrycket i systemet.
Tjockväggiga produkter med bokstaven "K" används för inmatning och i brandskyddsnätverk. Ofta läggs produkter med tjocka väggar i marken. Kompressionskopplingar används ofta för att ansluta enskilda sektioner av sådan rörrullning.
Tunnväggiga produkter med bokstaven "M" används för att skapa hushållsnätverk, men har ett stort antal begränsningar. Oftast, vid installation av VVS-system, används rör märkta "L".
Tillsynskrav
Produkter med tjocka väggar, framställda genom pressning och användning av kall deformation, måste överensstämma med specifikationerna som återspeglas i GOST 617-2006. Draget tunnväggigt rör är tillverkat i enlighet med GOST 11383-75.
Välkända och ansvarsfulla tillverkare producerar högprecisionsprodukter. Dess egenskaper motsvarar GOST 26877-2008. Under produktionen av kopparrör används legeringar och primär koppar, i enlighet med kraven i GOST 859-2001.
Installation av kopparrör för vattenförsörjning
Innan du börjar arbeta måste du rita ett diagram över den framtida VVS-konstruktionen och på grundval av detta beräkna materialet på det rullade röret och antalet anslutningselement (presskopplingar, T-stycken, böjar, adaptrar, etc.).
Nödvändiga verktyg och material
För att utföra installationen av rörvalsad kopparlegering måste du förbereda en uppsättning verktyg som består av:
- Bågfil för metall- eller rörskärare.
- Tång.
- Manuell kalibrator.
- Skiftnycklar eller en gasbrännare (för uppvärmning av rörsektionen vid sammankoppling av delar genom lödning).
- Fil.
För sammanfogning av rörsektioner, beroende på den valda anslutningsmetoden, kommer följande material att krävas:
- Passande.
- FUM - tejp för tätning av fogar av löstagbara beslag.
- Löd och flussmedel (vid lödprodukter).
Säkerhetsåtgärder
Lödning av kopparprodukter utförs när de värms upp till höga temperaturer, därför är det nödvändigt att bära skyddskläder och använda ett brandskydd när du arbetar. Det är nödvändigt att ta bort gummi- eller plastflätor från de delar som ska sammanfogas i kontaktzonen. Ventilen som ska installeras måste skruvas loss så att tätningsringarna inte smälter.










Vid lödning av kopparprodukter i ett redan installerat rörledningssystem bör alla avstängningsventiler öppnas så att trycknivån i rören inte överstiger de tillåtna värdena på grund av uppvärmningen av vissa sektioner.
Arbetsprocess
Dockning av rörsegment med beslag utförs i följande sekvens:
- Kapa rörsektioner till önskad storlek.
- Om vattenförsörjningen är monterad från kopparrör med PVC-isolering, bör detta skikt tas bort i ändarna av produkterna.
- Rengör skärlinjen med en gradfil.
- Ta bort fasningen.
- Sätt på den förberedda delen växelvis överfallsmuttern och kompressionsringen.
- Anslut kopplingen till muttern och dra åt gängorna först för hand och sedan med en skiftnyckel.
- På platser där en övergångsbeslag installeras från ett kopparrör till ett stålrör, säkerställs tätheten av lederna genom användning av FUM - tejp.
När du ansluter rör genom lödning med dina egna händer måste du följa de försiktighetsåtgärder som beskrivs ovan och ha vissa färdigheter. Förberedelseprocessen och själva lödningen inkluderar följande steg:
- Kapning av önskade längder av rör med en rörskärare eller bågfil.
- Avlägsnande av det värmeisolerande skiktet (om sådant finns) och de resulterande graderna vid deras ändar.
- Borttagning av oxidfilmen i lödzonen med ett fint slippapper.
- Passande slipning.
- Smörjning av delarnas yttre yta med flussmedel.
- För in änden av röret i beslaget på ett sådant sätt att ett gap på högst 0,4 mm kvarstår mellan delarna.
- Uppvärmning av kontaktzonen för gasbrännarelementen (bilden nedan).
- För in lod i springan mellan kopplingen och änden av kopparröret.
- Lödsöm.
- Spola systemet från flussmedelspartiklar.
Processen att löda kopparrörsvalsade produkter kan ses på videon:
Monteringsfunktioner
Montering genom lödning bildar anslutningar i ett stycke som inte behöver underhåll och anses vara de mest tillförlitliga i drift. Men för att löda kopparvvs måste du ha tillräcklig erfarenhet av denna typ av arbete och relevant kunskap. Nybörjare kan använda följande rekommendationer:
- Rengöring av kopparprodukter bör inte göras med slipande rengöringsmedel, grovt sandpapper eller en stålborste, eftersom de kommer att repa kopparn. Djupa repor på ytan stör lödfogen.
- Flux är ett ganska aggressivt ämne med hög kemisk aktivitet. Applicera den i ett tunt lager med en borste. Om det finns överskott på ytan, i slutet av processen att sammanfoga delarna, måste de tas bort omedelbart.
- Kontaktzonen bör värmas upp tillräckligt, men inte överdrivet, för att förhindra att metallen smälter. Själva lodet bör inte värmas upp. Den ska appliceras på delens uppvärmda yta - om den börjar smälta kan du börja löda.
- Det är nödvändigt att böja rören för att förhindra veck och vridning.
- Installation av kopparprodukter bör utföras framför aluminium- eller stålsektioner i vattenflödesriktningen för att förhindra snabb korrosion av de senare.
- För övergången från kopparrör till sektioner av andra metaller rekommenderas att man använder beslag av mässing, brons eller rostfritt stål.



