- Ansökningar
- Typer av kopparrör
- Vad som behövs för lödning av kopparrör
- Nr 11. Värmerörets diameter
- Metoder för anslutning av kopparrör
- Svetsning
- Anslutning av kopparrör med avgasrör.
- Rullande
- Kompressionskoppling
- Presspassning
- Lödning av kopparrör
- Begränsningar vid användning av kopparrör
- Metoder för anslutning av kopparrörledningar
- Hur man förenklar installationen av värme
- Kapillärlödning
- Nr 6. Kopparrör för uppvärmning
- Mängd kopparprodukter
- Produktion
- Metod #2: Grooving (Roll Groove)
- Förbereda och göra en räfflade anslutning
- Testar hela räfflade systemet
- Nr 7. Polypropenrör för uppvärmning
- Jämförelseprisöversikt
- Typer
- Specifikationer
Ansökningar
Det finns flera situationer när det är bättre att välja detta material:
- Det nuvarande alternativet för att installera ett värmesystem från kopparrör är att ansluta till en fastbränslepanna. Detta beror på det faktum att sådana system utsätts för långvarig exponering för höga temperaturer (över 100 grader Celsius).
- Jämfört med andra material är koppar bättre om det har en komplex form.
- Installationen kommer att vara 100% motiverad om ägaren av huset har tillräckligt med pengar, han vill få den högsta hållbarhetsindikatorn.
Med tanke på andra alternativ måste du vara uppmärksam på plast eller rostfritt stål.
Typer av kopparrör
Sådana produkter varierar i storlek och tvärsnitt och är av följande typer:
- Kopparglödgat rör. För att få mjukhet utsätts sådana produkter för värmebehandling. Detta förenklar deras installation.
- Koppar ej glödgade rör. Dessa är raka segment från 1 till 5 m långa.
Tvärsnittet av rör kan vara klassiskt och rektangulärt. De senare används för att skapa ledare för statorlindningar, som kyls av vätskor. Deras tillverkning är komplex och kostnaden är högre än konventionella. Den mest populära diametern på kopparrör för vattenförsörjning är från 10 till 23 mm, för avloppssystem - från 30 till 45 mm.
Vad som behövs för lödning av kopparrör
Lödning av kopparrör, vilket inte är svårt att göra med egna händer, kräver inte dyr utrustning och några speciella material. För att kunna implementera det korrekt behöver du följande enheter.
En brännare, på grund av vilken lodet och rörsektionen där de ska anslutas kommer att värmas upp. Som regel tillförs propangas till en sådan brännare, vars tryck regleras av en svetsreducerare.
Specialverktyg för kapning av kopparrör. Eftersom produkter gjorda av denna metall är mycket mjuka, bör de skäras försiktigt nog för att inte skrynkla väggarna. Rörskärare av olika modeller erbjuds på den moderna marknaden, som skiljer sig både i deras funktionalitet och tekniska kapacitet.
Utformningen av individuella modeller av sådana enheter, vilket är viktigt, gör att de kan användas även för arbete på svåråtkomliga platser.
En rörexpander är en anordning som låter dig utöka diametern på ett kopparrör, vilket är nödvändigt för att bättre löda. I olika system monterade från kopparrör används element av samma sektion, och för att ansluta dem kvalitativt är det nödvändigt att öka diametern på ett av de anslutna elementen något. Det är detta problem som en sådan anordning som en rörexpander löser.
Det är detta problem som en sådan anordning som en rörexpander löser.
Kopparrörsutbyggnadssats
Anordning för fasning av ändarna på kopparrör. Efter trimning kvarstår grader på ändarna av delarna, vilket kan störa en högkvalitativ och pålitlig anslutning. För att ta bort dem och ge ändarna på rören den erforderliga konfigurationen, används en avfasare före lödning. Det finns två huvudtyper av avfasningsanordningar på marknaden idag: placerade i en rund kropp och gjorda i form av en penna. Bekvämare att använda, men också dyrare, är runda enheter som kan bearbeta mjuka kopparrör med en diameter på högst 36 mm.
För att korrekt förbereda kopparrör för lödning är det nödvändigt att ta bort alla föroreningar och oxider från deras yta. För dessa ändamål används borstar och borstar, vars borst är gjorda av ståltråd.
Hårdlödning av kopparrör utförs vanligtvis med hårdlödning, som kan vara hög och låg temperatur. Högtemperaturlod är en koppartråd som innehåller cirka 6% fosfor i sin sammansättning. En sådan tråd smälter vid en temperatur på 700 grader, medan för sin lågtemperaturtyp (plåttråd) räcker 350 grader.
Tekniken för lödning av kopparrör innebär användning av speciella flussmedel och pastor som utför en skyddande funktion. Sådana flussmedel skyddar inte bara den bildade sömmen från bildandet av luftbubblor i den, utan förbättrar också avsevärt vidhäftningen av lodet till rörmaterialet.
Förutom flussmedel, lödning och andra grundläggande element kommer ytterligare verktyg att behövas för att löda kopparrör, som finns i varje verkstad eller garage. För att löda eller svetsa kopparprodukter, förbered dessutom:
- vanlig markör;
- roulett;
- byggnadsnivå;
- en liten borste med styva borst;
- en hammare.
Innan arbetet påbörjas är det också viktigt att bestämma hur man löder kopparrör. Det kan finnas två huvudalternativ: lödning av koppar (mindre vanligt) och användning av mjuklödning. När du löser detta problem är det viktigt att utgå från det faktum att det finns krav på användningen av en eller annan typ av lod
Så hårdlod används för lödning av element i kylenheter och luftkonditioneringsapparater. I alla andra fall (vattenförsörjningssystem, värmesystem etc.) kan tenntråd användas. Men vilken teknik som än väljs bör man komma ihåg att flödet är nödvändigt i alla fall.










När man löser denna fråga är det viktigt att utgå från det faktum att det finns krav på användningen av en eller annan typ av lod. Så hårdlod används för lödning av element i kylenheter och luftkonditioneringsapparater.
I alla andra fall (vattenförsörjningssystem, värmesystem etc.) kan tenntråd användas. Men vilken teknik som än väljs bör man komma ihåg att flödet är nödvändigt i alla fall.
Borstar för borttagning av insidan av ett kopparrör före lödning
Nr 11. Värmerörets diameter
Rör gjorda av olika material presenteras i olika diametrar. För att välja det mest lämpliga värdet måste du studera hela systemet för värmesystemet och be om hjälp från specialister. Den ungefärliga diametern kan beräknas oberoende. Parametrar som området i rummet, som värmeeffekten beror på, och kylvätskans hastighet, beaktas.
Många tror felaktigt att ju större diameter röret är, desto högre effektivitet har systemet. Faktum är att när man väljer för stora rör minskar trycket i systemet, och uppvärmningen försvinner helt - varmt vatten kan inte gå runt hela rörsystemet och radiatorerna. Ju mindre diameter, desto högre vattenflöde. Helst bör hastigheten vara högre än 0,2 m/s, men mindre än 1,5 m/s, annars blir kylvätskecirkulationen för bullrig.
Diametern väljs utifrån beräkningen erforderlig värmeeffekt. För rum med en takhöjd på upp till 3 m krävs 100 W energi för varje 1 m2. För ett rum på 20 m2, till exempel, behövs 2000 W värmeeffekt, här är det värt att lägga till 20% av reserven, vi får 2400 W. Denna värmekraft tillhandahålls av en eller två radiatorer, om det finns två fönster i rummet - under varje fönster. Enligt tabellen ser vi att det behövs rör med en innerdiameter på 8 mm för att täcka denna effekt, men 10 mm är också lämpligt. Naturligtvis är dessa alla villkorade beräkningar, men de hjälper dig att navigera i budgeten för köp av rör.
Slutligen noterar vi att det är bättre att inte spara på värmerör - detta kommer att rädda dig från många problem.Produkterna från sådana tillverkare som Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast har visat sig väl.
Metoder för anslutning av kopparrör
Svetsning
Det förekommer ganska sällan. En svetsbrännare förbinder kopparrör med stor diameter för uppvärmning (börjar med en diameter på 108 mm);
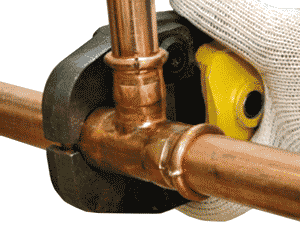
Anslutning av kopparrör med avgasrör.
Ett hål görs inuti röret, kammar sätts in och en hylsa dras ut med ett specialverktyg. Ett ganska mödosamt och dyrt sätt att ansluta rör, du behöver en speciell maskin och installatörer respekterar inte detta monteringsalternativ.
Rullande
Metoden för att ansluta kopparrör är bra, men den används inte i värmesystem. Det är mycket sällsynt att hitta en utsvängd del, och sedan fabrikstillverkad.
Kompressionskoppling
Förekommer ganska ofta. Den består av tre delar: en mutter, en o-ring och själva beslaget i form av ett hörn. Anslutningsprincip: en mutter, en tätningsring och själva beslaget sätts på ett kopparrör. Sedan vrids muttern och pressar röret mot kopplingen. Å andra sidan görs samma sak.
Nackdelen med denna metod för att ansluta kopparrör är att det inte finns någon rekommendation med vilken kraft man ska dra åt muttern på beslaget. Alla gör det så gott de kan och som ett resultat kan vattenläckor uppstå.
En annan nackdel är den villkorade icke-separerbarheten av beslaget, tk. tätningsringen, när den är klädd på röret, skär i den och förblir för alltid. Därför, för att reparera en rörsektion (ta bort en koppling), måste denna rörsektion kapas och en ny sättas in.
Om du erbjuds en kompressionskoppling är det bättre att tacka nej och be om något annat.
Presspassning
Det är sällsynt, eftersom.befälhavaren behöver en uppsättning specialtång (cirka tolv) och en dyr press för att installera den. Anslutningsprincipen: beslaget kastas över röret och kläms fast med tång av önskad typ. Resultatet är en perfekt stark icke-separerbar anslutning.
Skillnaden mellan bearbetningen av dessa mjuka och hårda rördelar.
En stödhylsa måste sättas in i det mjuka kopparröret vid montering av kompressionskopplingen. Hylsan gör att du kan spara rörets geometri när du komprimerar stödringen.










Lödning av kopparrör
Metoden gör det möjligt att erhålla en högkvalitativ anslutning av ett kopparrör med hjälp av billig utrustning. Detta är vanligtvis en propanbrännare för små rördiametrar. För rör med en diameter på mer än 54 mm är en acetylen-luftbrännare lämplig.
Det finns två typer av lödning - hård och mjuk (hög och låg temperatur). Hårdlödning utförs vid högre temperatur än mjuklödning. Det finns en åsikt att hårdlödning är starkare än mjuklödning. Det är inte sant.
Hårdlödning är mindre tekniskt avancerad än mjuklödning. För att löda med hårdlödning behöver du bara sätta beslaget på röret, värma skarven till en mörk röd färg och sedan fästa lodet.
Mjuklödning inkluderar:
- Rengör fogen till en metallisk glans,
- Rengöring av beslagets inre yta,
- fluxapplikation,
- anslutande delar,
- Ta bort överflödigt flussmedel
- Faktiskt lödning.
Huvudskillnaden mellan mjuklödning och hårdlödning är att efter mjuklödning har kopparröret ett snyggare utseende än efter hårdlödning.Under hårdlödning blir röret väldigt varmt, svärtar i tjockleken, blir täckt med flingor - det är omöjligt att rengöra det, det kommer inte att se ut som ett glänsande kopparrör, det blir svart. Efter hårdlödning ser pannrummet fult ut, så om de erbjuder hårdlödning är det bättre att vägra. Endast mjuklod bör användas.
Hårdlödning av ett kopparrör är lämpligt för de fall då inte en vätska, men en gas kommer att transporteras genom rörledningen. Till exempel, för luftkonditioneringssystem, system för att transportera eventuella gaser, är endast hårdlödning tillåten, eftersom flussmedelsrester som appliceras på röret och den inre ytan av beslaget kommer in i rörledningen och måste tvättas ur.
Mjuklödning är lämplig för hydrauliska system som det ser mer estetiskt ut.
Begränsningar vid användning av kopparrör
För koppar finns det följande driftsbegränsningar på grund av metallens egenskaper:
- Mjukheten, som säkerställer rörens plasticitet och bekvämligheten med deras installation, sätter en gräns för de tillåtna vattenflödeshastigheterna. För en lång livslängd på vattenförsörjningssystemet är värdenupp till 2 m/s optimala.
- På grund av kopparns mjukhet ställs följande krav på vattnets renhet - det bör inte innehålla mekaniska föroreningar, vilket uppnås genom att installera lämpliga filter vid inloppet. Svävande partiklar kan orsaka erosion (utspolning av rörväggsmaterial) på grund av mekanisk påverkan.
- Kopparytan är täckt med en oxidfilm som förekommer naturligt och är ett skyddande lager. Kloret som finns i vattnet förvandlar denna film till en äkta patina, vilket ger röret ännu bättre skydd.Detta inträffar endast när vattenflödets totala hårdhet är 1,42–3,1 mg/l med ett pH i intervallet 6,0–9,0. Annars kommer patinan att förstöras, och detta kommer att leda till dess kontinuerliga restaurering på grund av förbrukningen av koppar, vilket avsevärt kan minska rörledningens livslängd.
- I dricksvattenförsörjning är det inte tillåtet att använda blylod för att ansluta rör (bly är ett giftigt ämne).
- När du installerar en kopparrörledning är det nödvändigt att utföra alla operationer för att inte minska systemets livslängd från de beräknade 50 åren. Vid böjning av rör är deras veck inte tillåtna, eftersom detta kommer att bryta mot det laminära flödet av vatten. Röret får inte vridas. I händelse av jam utförs redigeringen inte mer än 1 gång.
- Grader och grader som bildas efter lödning måste avlägsnas, eftersom de bidrar till uppkomsten av turbulenta virvlar i vattenflödet med åtföljande erosion, vilket kommer att leda till en minskning av kopparrörledningens livslängd.
- Överhettning under lödning, särskilt stark, kan leda till en läckande anslutning eller förlust av kopparstyrka, upp till en bristning.
- Flussmedlet som används vid lödning måste avlägsnas genom tvättning, eftersom det är ett aggressivt ämne och kan bidra till rörkorrosion.
- Det är förbjudet att montera element av aluminium, zink, stål efter kopparrör i riktning mot vattenflödet för att förhindra korrosion av det senare. Om detta villkor inte är uppfyllt krävs användning av passiva anoder (från till exempel magnesium).
- Övergången från koppar till ett rör av andra metaller rekommenderas att utföras genom kopplingar i mässing, brons eller rostfritt stål för att undvika snabb korrosion av de senare.
Trots de befintliga begränsningarna för användningen anses kopparrör idag vara det bästa materialet för att arrangera VVS-system.
Metoder för anslutning av kopparrörledningar
I praktiken ansluts kopparrör för uppvärmning på följande sätt.
Kapillärlödning är den mest pålitliga monteringsmetoden. För att göra detta behöver du en ficklampa och speciallödning.
 Den näst mest pålitliga metoden är anslutning med presskopplingar. Denna metod kräver användning av presstång. Trots att denna metod är något sämre än lödning i kvalitet, används den ganska ofta, eftersom den praktiskt taget inte kräver speciell utbildning. Användningen av denna anslutningsmetod är möjlig om trycket på energibäraren inte överstiger 10 atmosfärer.
Den näst mest pålitliga metoden är anslutning med presskopplingar. Denna metod kräver användning av presstång. Trots att denna metod är något sämre än lödning i kvalitet, används den ganska ofta, eftersom den praktiskt taget inte kräver speciell utbildning. Användningen av denna anslutningsmetod är möjlig om trycket på energibäraren inte överstiger 10 atmosfärer.
Anslutning med kompressionskopplingar. Det enklaste sättet att ansluta värmesystemets koppardelar, endast skiftnycklar av lämplig storlek krävs från utrustningen. Denna enkelhet påverkade i viss mån kvaliteten på anslutningen, orsaken till problemet ligger oftast i beslagens kvalitet och inte i själva röret.
Hur man förenklar installationen av värme
Här är vad mer som är intressant att veta om uppvärmning från kopparrör - installationen av systemet kan avsevärt förenklas och göras mer tillförlitlig. Detta är möjligt på grund av det faktum att metallrör är koppar, de är mycket duktila. Dessutom produceras ett sådant rör inte bara i form av uppmätta material, det är möjligt att köpa det i vikar av betydande längd. Detta gör att du kan montera systemet med praktiskt taget inga linjära leder.
I det här fallet uppnås den erforderliga konfigurationen av värmeledningen genom att böja röret, du behöver inte använda hörnbeslag. Det finns även möjlighet till tvärgående införing av rör med efterföljande lödning.
För att böja kopparröret och förhindra dess deformation, fortsätt enligt följande.
För att böja kopparvärmerör utan förvärmning måste du använda en speciell anordning - en rörbockare. Det låter dig få en given böjningsvinkel samtidigt som du förhindrar rördeformation. Om du försöker göra det manuellt kommer du att få skadat material, eftersom den inre sektionen i nästan alla fall är avsevärt störd, vilket skapar ytterligare motstånd, vilket orsakar en minskning av cirkulationen av energibäraren.
Enklare, och ännu mer inte kräver komplexa enheter, är böjning av uppvärmda rör. För att göra detta värms rören upp av en brännare, de måste först sättas på en speciell spiral, vilket kommer att förhindra en minskning av tvärsnittet. Böjningen är gjord av en mjuk rörelse utan ryck.










Kom ihåg att det kommer att vara möjligt att korrigera vinkeln först efter återuppvärmning, men detta är också oönskat, en sådan påverkan kan negativt påverka rörets egenskaper.
Kapillärlödning
Denna metod för att ansluta kopparrör är baserad på verkan av ytspänningskrafter, som gör att du kan fylla fogen av de anslutna elementen med löd.
För att få en högkvalitativ anslutning måste följande villkor vara uppfyllda:
- Delarna som ska sammanfogas ansluts med sockelmetoden. För att göra detta måste änden av ett element utvidgas (expanderas), tänk på att gapet mellan rören vid fogen ska vara tiondels millimeter.För detta ändamål är det bättre att använda en speciell expander eller flänsverktyg (för att sätta in ett rör).
- Rör rengörs, beroende på lodet måste de behandlas med flussmedel.
- Efter att arbetsstyckena är anslutna, börja jämnt värma fogen. Efter att ha uppnått den önskade temperaturen, för in lödtråden i lågan. Under smältningsprocessen kommer det flytande lodet att fylla hela utrymmet mellan rören vid fogen.
Tekniken för kapillärlödning har naturligtvis sina egna nyanser, vars hänsyn är omöjligt i volymen av en artikel. Men denna typ av anslutning är den mest använda, eftersom uppvärmning med kopparrör måste vara vacker för att matcha kostnaden.
Nr 6. Kopparrör för uppvärmning
Låt oss fortsätta studiet av metallvärmerör. Kopparrör började användas redan på 1600-talet och används fortfarande aktivt, trots uppkomsten av billigare alternativ.
Fördelar:
- hållbarhet jämfört med byggnaders livslängd. Kopparrör och rördelar förlorar inte sina egenskaper på 100 år eller mer;
- motstånd mot korrosion, hög täthet, brist på förmåga att passera luft och ackumulera avlagringar på den inre ytan, därför minskar inte genomströmningen av rör under åren;
- hög värmeledningsförmåga;
- motstånd mot extrema temperaturer (driftstemperaturintervall från -200 till +500 С) och tryckstötar i systemet;
- estetiskt utseende.
Den största nackdelen är det höga priset. Inte bara är själva materialet dyrt, utan även de viktigaste tillverkarna är koncentrerade utanför landet.
Om vi tar hänsyn till materialets hållbarhet och frånvaron av problem under de kommande 100 åren, ser kostnaden inte ut som en så betydande nackdel.Om frågan om att välja värmerör inte vilar på budgeten, kommer kopparrör att vara det bästa alternativet.
Installationsprocessen är specifik, så det är bättre att söka hjälp från proffs.
För att värmesystemet ska fungera i många år är det bättre att inte kombinera kopparrör med olegerade stålrör. Den senare rostar mycket snabbt. Om en sådan kombination inte kan undvikas, låt då stålrören ligga framför kopparrören i vattnets rörelseriktning.

Mängd kopparprodukter

Kopparrör klassificeras enligt olika kriterier. En av de viktigaste är hur de tillverkas. Enligt detta kriterium är produkter indelade i följande typer:
- Oglödgade kopparrör. De är gjorda av ren metall genom rullning eller stämpling. Rör har hög hållfasthet och tål lätt tryck på 450 MPa. Att använda denna metod har några nackdelar. Resultatet är ett material med reducerad plasticitet, vilket begränsar dess räckvidd något.
- Glödgat. Rörbearbetning utförs med hjälp av en speciell teknik. Dess essens ligger i att värma upp materialet till 700 grader, följt av kylning. Kylning utförs gradvis. Som ett resultat av sådan bearbetning förlorar kopparprodukter sin styrka. Istället ökar dess plasticitet. På grund av denna funktion används kopparrör i stor utsträckning för konstruktion av en rörledning som har en komplex konfiguration.
Enligt standarderna tillverkas kopparrör i tre typer, som har karakteristiska skillnader när det gäller mekaniska och operativa egenskaper. Så, beroende på hårdhetsgraden, är kopparprodukter indelade i följande typer:
- Fast.Produkterna används i stor utsträckning för rörledningar, som måste ha hög hållfasthet. Fördelning av röret under installationsprocessen utförs endast genom förvärmning. Rörledningen kan ha flera varv. För att böja röret i den valda vinkeln måste du använda en rörbockare.
- Halvfast. Kopparrör av denna typ tål lätt expansion om diametern ökas med 15 %. Produkten har större plasticitet än det tidigare materialet. Men ändå behöver du en rörbockare för bockning.
- Mjuka rör. Klarar distribution med en fjärdedels ökning i diameter. I det här fallet finns det inga luckor och sprickor. Produkten är lätt att böja. För detta behöver materialet inte värmas upp. Mjuka kopparrör används ofta för värme- och vattenförsörjningssystem. De används också i stor utsträckning för att lägga golvvärme.
Kopparrör klassificeras också enligt sektionens form. De är runda eller rektangulära. Det senare alternativet är mycket dyrare. Rektangulära rör används för tillverkning av speciella ledare i elektrisk utrustning. Kopparrör kan också ha olika väggtjocklekar (0,6 - 3 mm) och diametrar (12 - 267 mm). Inom olika områden används produkter med vissa parametrar. Så, Rör används för att bygga en gasledning, vars väggtjocklek är 1 mm, och i VVS - 2 mm.
Produktion
För konstruktion av rörledningar för vattenförsörjning och uppvärmning används sömlösa kopparprodukter. De är gjorda med hjälp av tre tekniker:
- kallvalsning - deformationen av metallarbetsstycket uppstår när det passerar mellan roterande rullar. Ett genomgående hål skapas med firmwaremetoden.Därefter kalibreras hylsan till önskade dimensioner;
- kalldragning - bygger på att arbetsstycket dras genom ett ritverktyg (ritverktyg) med en speciell kanal som avsmalnar i längden. Under ritningsprocessen komprimeras metallen till de erforderliga geometriska parametrarna och sträcks längs längden;
- varmpressning - erhållande av ett rör genom extrudering (extrudering) genom matrisens utlopp.
I industriell produktion kan en av dessa tekniker eller en kombination av dem användas. Sammansättningen av utrustning och tekniska operationer kan ha vissa skillnader, men den huvudsakliga tillverkningsprocessen består alltid av följande steg:
- förberedelse av arbetsstycket;
- kallvalsning eller dragning eller varmpressning;
- värmebehandling;
- smörjning av rör och verktyg;
- bearbetning av färdiga och mellanprodukter;
- skärning i uppmätta delar eller lindning till spolar;
- kvalitetskontroll av färdiga produkter.
Metod #2: Grooving (Roll Groove)
Rörledningar skapade av en koppling med ändspår (räfflade spår) har använts under lång tid vid konstruktion av sprinkler (bevattning) brandsystem. Sedan 1925 har denna helt pålitliga metod att ansluta rör använts på stål- och järnrörledningar för uppvärmning, ventilation, luftkonditionering och andra system.










Samtidigt finns en liknande räfflad mekanisk anslutningsmetod även tillgänglig för kopparrör med en diameter på 50 mm till 200 mm. Den räfflade mekaniska anslutningssatsen innehåller:
- kopplingar,
- packningar,
- olika beslag.
Det mekaniska räfflade systemet erbjuder ett praktiskt alternativ till att löda kopparrör med större diameter. Följaktligen kräver räfflingsmetoden inte ytterligare uppvärmning (tillämpning av öppen låga), som vid lödning. hårt eller mjukt lod.
Det räfflade spåret i änden av kopparröret är ett av huvudelementen i anslutningsmetoden för "räfflade spår". Mätning efter valsning avgör lämplig passform
Spåranslutning är baserad på koppars duktilitetsegenskaper och den ökade hållfastheten hos denna metall under kallbearbetning. Konstruktionen innebär tätning av klämsystemet, för vilket en syntetisk elastomerpackning (EPDM - Ethylene Propylene Diene Methylene) och en specialdesignad klämma används. Ett antal tillverkare runt om i världen erbjuder verktyg för att skapa spårfogar - packningar, klämmor, beslag.
Beslag av olika storlekar och arbetsklämmor med packningar används vid utformningen av anslutningar gjorda med den räfflade metoden
Förbereda och göra en räfflade anslutning
Som med andra lödfria kopparfogningsprocesser är korrekt förberedelse av röränden av primär vikt för att skapa en stark, läckagetät svets. Rätt val av räfflade verktyg för varje typ av kopparrör är också självklart. Tillverkarens rekommendationer måste följas för att säkerställa säker och problemfri förberedelse av dessa typer av anslutningar.
Tabell över tillåtna tryck och temperaturer för denna typ av anslutning
| Kopplingstyp | Tryckområde, kPa | Temperaturområde, ºC |
| Spår, D = 50,8 - 203,2 mm, typ K, L | 0 — 2065 | minus 35 / plus 120 för K minus 30 / plus 80 för L |
| Rullspår, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm typ M | 0 — 1725 | minus 35 / plus 120 |
| 0 — 1375 | minus 30 / plus 80 |
Steg-för-steg-process för att montera en knut med räfflade spår:
- Kapa ändarna av kopparrören exakt vinkelrätt mot axeln.
- Ta bort grader efter kapning och fasa.
- Rulla spåren till önskade dimensioner enligt krav från beslagstillverkaren.
- Inspektera beslag, packningar, klämmor för skador.
- Smörj packningar enligt tillverkarens rekommendationer.
Inspektera klämytorna för renhet och skräp före slutmontering. Montera sammansättningen enligt tillverkarens rekommendationer.
Praktiskt sammansatt fragment av noden med hjälp av metoden "räfflor". De elastiska packningarna på klämfästet behandlas med en liten mängd smörjmedel innan kopparrören slutligen sitter fast.
Klämmuttrarna ska slutligen dras åt till erforderligt vridmoment enligt tillverkarens rekommendationer. Efter att skruvarna har dragits åt, bör klämområdet undersökas igen för att säkerställa att enheten är korrekt monterad.
Testar hela räfflade systemet
Testning av ett komplett rörsystem kan utföras genom att anbringa luft- eller vattentryck på systemet. Den hydropneumatiska metoden är inte heller utesluten när ett relativt högt provtryck appliceras.
Det bör dock beaktas att värdet på provtrycket inte bör överstiga det maximalt tillåtna arbetstrycket som anges av tillverkaren av det räfflade spårsystemet.
Nr 7. Polypropenrör för uppvärmning
Polypropenrör är gjorda på basis av polymerer, det finns flera typer av sådana rör, men PPs-rör från speciell propen används vanligtvis i värmesystemet. Materialen i den termoplastiska gruppen, som inkluderar alla typer av polypropenrör, är instabila mot höga temperaturer, därför är det för värmesystem nödvändigt att endast ta förstärkta rör, helst med glasfiber. Så till exempel är rör av typen PN25 förstärkta, tål tryck i systemet upp till 25 atm och en temperatur på +95C med en kortvarig ökning till +120C.

Fördelar:
- relativt lång livslängd. Enligt tillverkarna når hållbarheten 50 år;
- korrosionsbeständighet. Rörens insida förblir slät under hela livslängden utan att försämra genomströmningen. På grund av täthet passerar syre inte in i systemet och skadar inte dess metallelement;
- hög mekanisk hållfasthet;
- lättvikt;
- motstånd mot låga temperaturer. Om vatten är fruset i röret behöver du inte oroa dig för integriteten - på grund av förmågan att expandera kommer materialet inte att skadas och kommer att återgå till sin ursprungliga form efter upptining;
- hermetisk anslutning, som tillhandahålls av speciella beslag och svetsning;
- relativt enkel installationsprocess. För att koppla ihop enskilda element med beslag används en speciell svetsmaskin, som ofta kallas ett strykjärn och ett lödkolv av folket. Det tar några sekunder att svetsa fogen, och det är inte svårt att lära sig hur man arbetar med enheten;
- låg ljudnivå när vatten rör sig genom rör, särskilt jämfört med metallmotsvarigheter;
- fullständig ofarlighet för hälsan;
- relativt lågt pris.Polypropenrör kommer att kosta mindre än rör av metall-plast eller rostfritt stål.
Bland nackdelarna:
- oförmåga att använda i brandfarliga områden;
- hög linjär expansion resulterar i ett behov av att använda kompensatorer.
Ofta inkluderar nackdelarna låg värmebeständighet, låg styvhet och instabilitet mot vattenslag. Detta beror på fel val av polypropenrör. För värmesystem behövs endast förstärkta produkter som inte sjunker, tål hög temperatur och tryck. Dessutom är produktionsprocessen av stor betydelse: om tekniken kränks kommer rör av otillräcklig kvalitet ut, så det är bättre att ge företräde till pålitliga framstående tillverkare.










Jämförelseprisöversikt
I konstruktion, VVS-butiker kan du köpa värmerör som är gjorda av olika material:
- Koppar. Det genomsnittliga priset för 1 meter (diameter 20 mm) är 250 rubel. Tillåtna temperaturer för arbetsvätskan - upp till 500 grader Celsius. De överför ströströmmar, vilket är en nackdel.
- Polypropen. Det genomsnittliga priset för 1 meter är 50 rubel. Lämplig för vätsketemperaturer upp till 95 grader. De oxiderar inte. Tål inte stark vattenhammare.
- Metall-plast. Det genomsnittliga priset för 1 meter är 40 rubel. Maxtemperaturen är upp till 150 grader. Löptiden för aktiv drift är 15 år.
Priserna varierar beroende på diameter, väggtjocklek, tillverkares berömmelse.
 Kopparrör för uppvärmning
Kopparrör för uppvärmning
Typer
Typer av polypropenrör, beroende på design:
- solid - gjord av homogen plast;
- förstärkt - två eller flera material används i produktionen, som kombineras med varandra.
Förstärkta rör har flera skillnader från solida delar:
- yttersidan är belagd med aluminiumfolie;
- en ytterligare aluminiumbeläggning kan vara inuti delen;
- rör kan förstärkas med glasfiber.
Klassificering av polypropenrör med förstärkning:
- Aluminium. Kan förstärkas med ett genomgående lager eller mesh med små hål. Närvaron av ett ytterligare metallskikt ger en minskning av termisk expansion av plast, en ökning av styrka, motstånd mot tryck.
- Glasfiber. De har en skiktad struktur. Huvudlagren är två lager av polypropen, mellan vilka det finns ett förstärkande lager av glasfiber.
- Metall-polymer. Består av 5 lager. Utsidan och insidan är polypropen. Mellanskikt - lim. Den mittersta är aluminium.
De tekniska egenskaperna hos förstärkta produkter är högre än för delar gjorda av ett homogent material.
 Diverse polypropenrör
Diverse polypropenrör
Specifikationer
Tekniska egenskaper hos polypropenrör:
- Frostbeständighetsindex - upp till -15 grader. Rör gjorda av detta material är inte lämpliga för tillverkning av utomhusvattenrör.
- Låg värmeledningsförmåga. På grund av detta når vätskan från ena änden av rörledningen till den andra med en minimal temperaturskillnad.
- Densiteten för polypropen är 0,91 kg/cm2.
- Materialets kemiska beständighet.
- Hög linjär expansionshastighet.
- Mekanisk styrka - 35 N / mm.
- Uppmjukning av polypropen börjar vid 140 grader.
- Värmebeständighet mot värmebärare - upp till 120 grader.
- Plastsmältningen börjar vid 170 grader.
- Driftstryckområdet är 10–25 atmosfärer.
Rör från detta material är gjorda med diametrar från 10 till 125 mm. Delarna är anslutna med en speciell lödkolv. Tack vare lödning erhålls en stark, lufttät söm.