- Användbara tips för pionjärer
- Gör-det-själv manuell rörbockare hur man gör det enklaste alternativet
- Hur man gör en snigelrörbockare
- Nödvändiga material och verktyg
- Monteringsprocessen för snigelrörbockaren
- Vilka är enheterna för att transformera rör
- Enkel rörbockare
- För rundrör
- Från skruvstädet
- Hemgjord rulle
- Från domkraften
- Typ av armborst
- Klassificering av rörbockningsanordningar
- Vad ska man böja?
- Att göra en lindningsrörbockare
- Gör-det-själv mall rörbockare
- Utformningen av rörbockningsmaskiner klassificering
- Vad är enheten till för?
- Slutsatser och användbar video om ämnet
Användbara tips för pionjärer
Den huvudsakliga rekommendationen från experter är att arbete inte kan tvingas fram. Kvalitet står framför allt, och det får inte i något fall offras för att spara tid. Det finns ett antal andra funktioner som måste beaktas vid bearbetning av profilrör. Du behöver inte försöka göra allt i ett "pass" av profilen. Det är bättre att hoppa över det flera gånger och långsamt trycka på böjningsvalsen efter varje cykel. Detta kommer inte bara att eliminera risken för rördeformation, utan också öka maskinens livslängd.

I tvärsnittet måste rullens profil matcha formen på den valsade metallen. Med en komplett matchning blir böjningen perfekt.Därför är det vettigt att göra en design med utbytbara rullar och fylla på med en uppsättning av olika storlekar. Gör en mall i full storlek i förväg. Applicera produkten efter varje avböjning. Detta kommer att vara kvalitetskontroll och gör att du kan slutföra proceduren i tid. Och närvaron av märken gör att du kan anpassa dig och överge den konstanta mallkontrollen.
Gör-det-själv manuell rörbockare hur man gör det enklaste alternativet
En enkel rörbockningsmaskin kan tillverkas av improviserade medel, med inte bara metall utan också trä. Att hitta en onödig bräda är mycket lättare på gården än en stålbas med den tjocklek som krävs. Till att börja med tas en bräda, vars tjocklek ska vara tjockare än diametern på materialet som ska deformeras. Ytterligare instruktioner för att göra en enkel rörbockare från brädor är följande:
En bågformad mall skärs ut ur brädan. Formen bör vara sådan att verktygets böjradie bör erhållas som ett resultat
Fixa den resulterande mallen på basen i form av ett ark med 2-3 ark fiberskiva eller spånskiva
Det är mycket viktigt att mallen är ordentligt fäst vid basen, eftersom den kan lossna under böjningsprocessen. Dessutom, för fixering, kan du använda en klämma eller ett litet skruvstäd
Från ena kanten bör en betoning fixeras genom vilken materialet som ska böjas kommer att stöta emot
Som en sådan betoning kan du använda en skiva som är fäst vid basen
Det är inte svårt att använda en sådan anordning, och för detta bör du lägga materialet mellan mallen och stoppet och, se till att röret inte lossnar, fortsätta till arbetet.Principen för att tillverka den enklaste rörbockaren kräver ingen ekonomisk investering, och den här metoden är utmärkt när du behöver böja ett litet antal profiler. Det finns andra alternativ för att göra de enklaste rörbockarna med egna händer från improviserade medel, som beskrivs nedan.
Hur man gör en snigelrörbockare
Att själv tillverka en snigelrörbockare kan tyckas svårt. Faktum är att denna enhet inte är svårare att montera än en rullrörsbockare. Processen skiljer sig endast i de delar som används och monteringstid.
Snigelrörbockaren gör att du kan böja profilen längs hela längden på en gång, och inte bara på ett ställe. För denna fastighet blev han populär bland installatörer.
Nödvändiga material och verktyg
Eftersom den beskrivna rullrörsbockaren inte har en specifik arbetsdiameter och kan tillverkas av alla tillgängliga material, kommer de föreslagna materialen inte att innehålla specifika storlekar på delar. Tjockleken på alla metallkonstruktionselement bör vara 4, och helst 5 mm. För att göra en rörbockare behöver du:
- Kanal - 1 meter.
- Plåt.
- Tre axlar.
- Två stjärnor.
- Metallkedja.
- Sex kullager.
- Metall 0,5-tumsrör för tillverkning av grindar - 2 meter.
- Hylsa med invändig gänga.
- Klämskruv.
Särskild uppmärksamhet ägnas åt dimensionerna på kedjehjul, axlar och lager, som måste matcha varandra. Asterisker kan tas från gamla cyklar, men de måste vara exakt lika stora
Stålplattor och profiler för tillverkning av en rörbockare bör inte vara med djup rost, eftersom de kommer att ha höga belastningar under drift
Innan du väljer och köper allt material måste du rita en ritning med en schematisk representation av alla strukturella element, för att inte köpa dem i processen att tillverka en rörbockare.
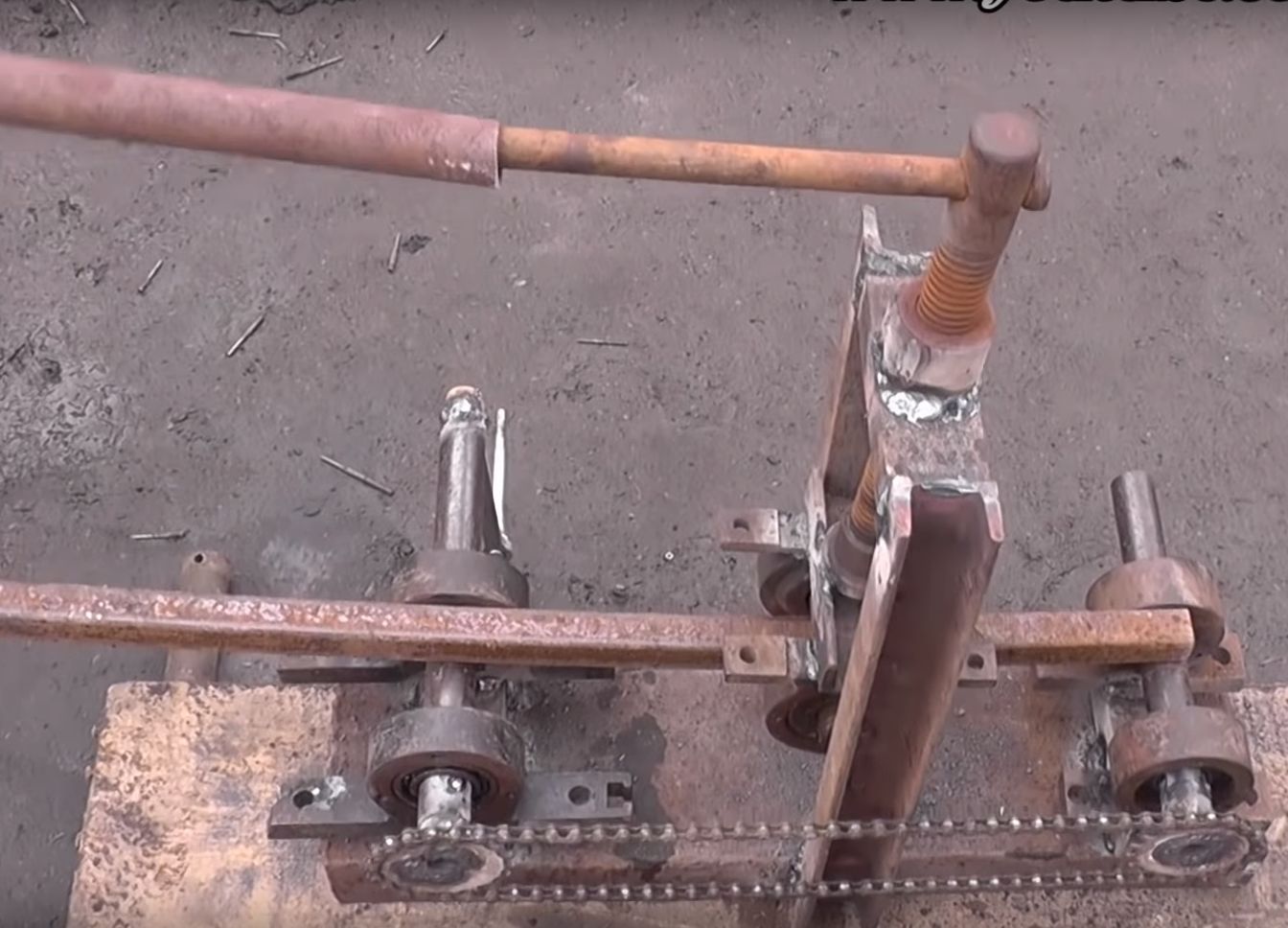
Monteringsprocessen för snigelrörbockaren
Monteringen av valfri utrustning börjar med att ett ritningsdiagram upprättas. Efter det kan du gå vidare till huvudarbetsflödena, som visas i fotoinstruktionerna.
- Svetsa verktygets bas från två parallella kanaler. Om så önskas kan du bara använda en metallplatta 5 mm tjock eller en bred kanal.
- Sätt lager på axlarna och svetsa två sådana strukturer till basen. Det är önskvärt att begränsa axlarna med metallremsor eller placera dem i kanalernas inre hålighet.
- Sätt på kedjehjulen och svetsa dem, efter att ha sträckt ut kedjan mellan dem.
- Skär och svetsa fast klämmekanismens sidostyrningar vid basen.
- Sätt lagren på tryckaxeln och montera pressstrukturen med sidostopp från remsor eller kanaler.
- Gör en bas för bussningen och svetsa fast den på plattan. Skruva i klämskruven.
- Svetsa fast i klämskruvens överkant och till rörportens drivaxel.
- Smörj lagren med motorolja.
Några användbara tips.
Bildgalleri
Foto från
Istället för att använda kanaler kan en rörbockare svetsas till en befintlig metallram
Det är ett starkt skjuvtryck på axeln, så den yttre svetsen måste vara stark
Vid kedjebrott kan den göras något lös och sätta på redan svetsade kedjehjul
Styrstängerna måste vara strikt parallella, annars kommer pressen ständigt att fastna
Delar av den återstående kanalen kan användas som tryckvalsstyrningar
Hylsan och skruven ska ha bred och djup gänga så att den inte klibbar ihop efter flera pressningar.
Det är bättre att inte spara på längden på spakhandtaget: ju längre det är, desto mer vridmoment kan utvecklas
Rörbockarens bas måste skruvas fast i stödet, annars kommer verktyget att vingla och välta.
Svetsning av två kanaler
Svetsa axeln till basen av rörbockaren
Att sätta kedjan på kedjehjulen
Svetsning av det vertikala svärdet
Montering av tryckaxeln från kanalen
Svetsa den gängade bussningen till plåten
Grindar på skruv och drivrulle
Spiralrörbockare på jobbet
Efter att ha monterat ihop rörbockaren och testat den kan man måla strukturen med rostskyddsfärg för att bättre bevara svetsarna. För att öka bekvämligheten med arbetet är en fjäder dessutom fäst vid styrningarna för att återföra pressen till det övre läget.










Vilka är enheterna för att transformera rör
Omvandlingen av krökningen av ett tunnväggigt rör med liten diameter är ett ganska tillgängligt steg i tillverkningen av metallämnen för strukturer av ramtyp.
Det räcker med att överväga ritningarna och fotona av rörbockare, eftersom det blir uppenbart att de strukturellt har mycket gemensamt:
- bas (stöd, betoning);
- ram eller ram (öppen eller stängd typ);
- remmar, rörstoppare eller hållare;
- skruvar eller skruvstäd för fästelement;
- tryck, mekanisk eller arbetsanordning (alternativ kraftdel).
Formningen av aluminium-, standardstål- och metall-plaströr kan göras på den enklaste manuella malltyp.
De flesta rörbockare liknar en kompakt maskin, men de har sin egen klassificering:
- efter typ av påverkan på rör (löpning, lindning, broaching, rullning);
- möjligt att flytta (stationär och bärbar).
Typen av enhet är också annorlunda:
- elektrisk;
- manuell;
- hydraulisk;
- elektrohydraulisk.
Om du använder en elektrisk drivning eller en hydraulisk domkraft kommer den att ta på sig all kraftbelastning, spara tid och ansträngning. Men för dess konstruktion behövs åtminstone elementär kunskap och erfarenhet av konstruktion av hushållsmaskiner för metallbearbetning. Men sådana enheter är många gånger billigare än färdiga enheter och deras flera uthyrningar.
De mest populära och enkla i sin design anses vara manuella rörbockare av malltyp. Genom att böja sig runt en profil eller ett vanligt rör längs en del av dess omkrets omvandlas rörsektionen i en given vinkel eller önskad krökning.
Enkel rörbockare
I en hemverkstad kan flera typer av rörbockare tillverkas. Mycket här beror på behoven hos användaren av enheten. I en situation där en person ständigt behöver böja ett kopparrör med liten diameter i rät vinkel, verkar det vara slöseri med tid och ansträngning att göra en stationär rörbockare med en brytram baserad på en domkraft.
Nedan finns de enklaste och lättaste att tillverka typer av rörbockare för olika behov.
För rundrör
Den enklaste rörbockaren med ett minimum av delar är en manuell enhet som består av en bas, två remskivor, ett stopp och en spak.
Den är utformad för att böja runda rör i rät vinkel eller mindre.
Basen kan vara en enkel metallplatta. En remskiva är fixerad i dess mitt. En U-formad konsol är fixerad på den första remskivans axel. Änden av fästet fortsätter med en spak, och i mitten är en andra remskiva fäst vid ögonen, som roterar fritt. Under den första remskivan finns ett stopp som hindrar röret från att vrida sig.
Mekanismen för en sådan rörbockare är extremt enkel. Det runda röret sätts in mellan stoppet och den första remskivan. Fästet berör stoppet med en av kanterna, och röret är inklämt mellan två remskivor. Genom att vrida konsolen med en spak, trycker befälhavaren på änden av röret och gradvis beskriver den andra remskivan en cirkel runt den första, orörliga. Röret som kläms mellan dem är böjt längs radien av den fasta remskivan.
Från skruvstädet
Monteringsuppgiften underlättas av det faktum att skruvstädbockaren inte kräver en ram som förbinder de övre tryck- och nedre tryckrullarna. För honom räcker det med två kanaler med tillräckligt djup så att hål kan borras i väggarna för rullaxlarna.
Tryckrullar är monterade på en bred bas på ett avstånd av minst 400-600 mm från varandra. På en smal bas är en rulle monterad, roterad av en spak av tillräcklig längd. Sedan sätts strukturen in i ett skruvstäd, ett rör placeras mellan rullarna och dras åt. Genom att vrida spakens handtag dras röret eller profilen genom rullarna.










Denna modell är bekväm genom att den är så portabel som möjligt och endast kan tas bort från verktygslådan när det behövs.
Hemgjord rulle
Rullrörsbockaren kan ha en annan konfiguration.Det kan antingen vara en enkel manuell mekanism, bestående av två spakar, en remskiva och en tryckrulle, eller en ganska komplex rullanordning med en elektrisk eller till och med bensindrivning.
En nyckelfunktion hos denna rörbockare är rullarna, som antingen trycker ihop röret genom att rulla över det eller klämmer ihop det från olika sidor. Beroende på rullarnas tvärsnitt kommer enheten att slipas för ett runt eller format rör.
I det första fallet kommer den inre ytan av rullen mellan de två åsarna att vara konkav, i det andra fallet kommer den att vara jämn.
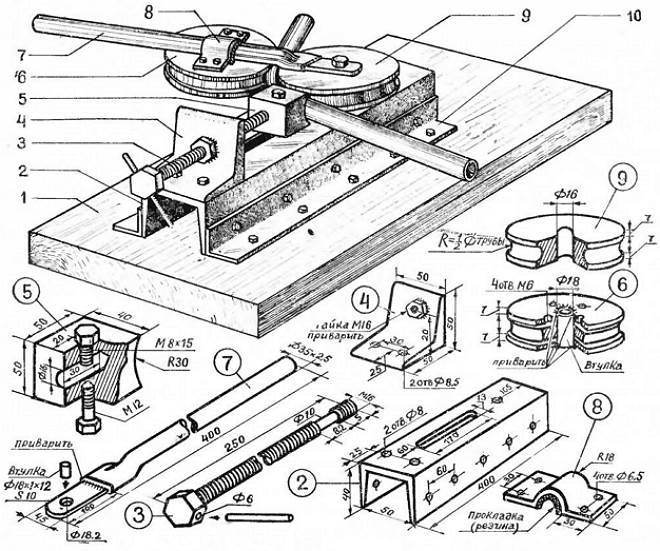
Ritningar:
Från domkraften
Det är bekvämt att använda en hydraulisk domkraft för att pressa röret. Dess användning är motiverad med runda och formade stålrör, stora diametrar eller tjocka väggar. Med tanke på att en hydraulisk domkraft kan lyfta mer än tre ton, visar det sig att diametern och tjockleken på röret som du kan böja är ganska begränsad av själva systemets utformning och om du kan rulla spaken samtidigt som du drar i arbetsstycket.
Ritning och mått:
Med en tillräcklig längd på rullhandtagets spak kräver denna typ av rörbockare minsta fysisk styrka vid arbete med seriösa material.
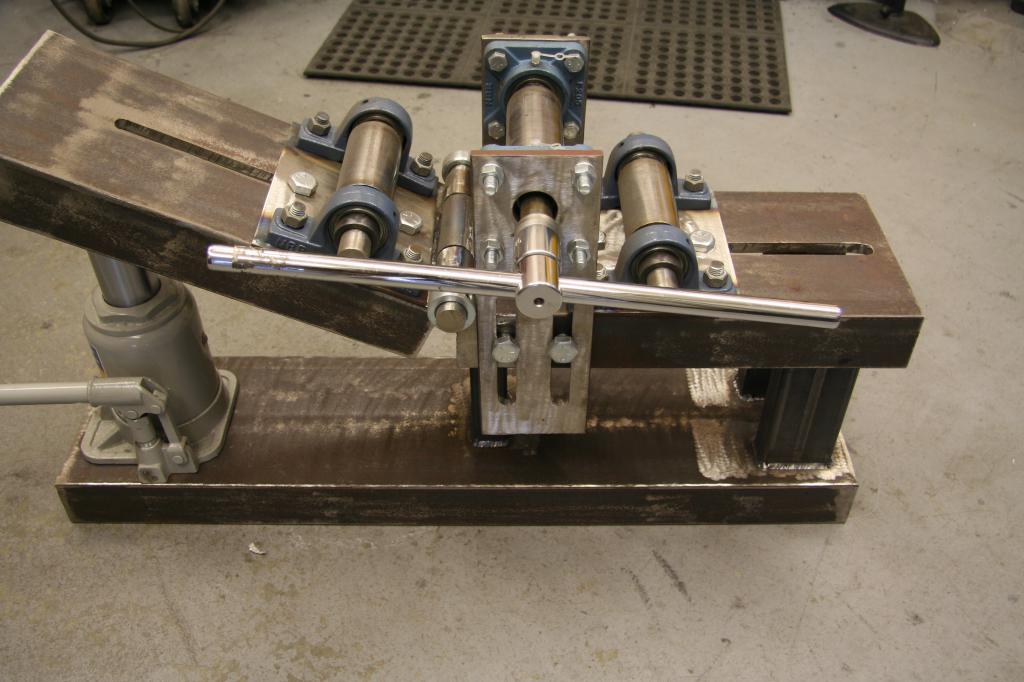
Typ av armborst
Den används när produkten böjs till en kort längd.
Rörbockaren har fått sitt namn för en triangulär metallram placerad parallellt med marken.
På toppen av denna ram finns två stöd orienterade mot ett runt eller format rör (detta beror på formen på skåran på stopperna). Vid den tredje vertexen finns en stång med en stans, det vill säga en båge böjd utåt. För att trycka stansen mot röret, som deformeras mellan två stopp, används vanligtvis en hydraulcylinder. I vardagen är det enklast att ersätta den med en hydraulisk domkraft.
Ritning av en hemmagjord rörbockare av armborsttyp:
Således, för tillverkning av en armborströrbockare utrustad med en hydraulisk domkraft, är det nödvändigt att svetsa en triangulär ram, vid vars toppar stannar och en klämstång kommer att placeras.
Klassificering av rörbockningsanordningar
Enheter för att böja stålrör är klassificerade:
- efter grad av rörlighet (stationär och bärbar);
- efter typ av drivning (manuell, elektrisk, hydraulisk, elektrohydraulisk);
- enligt åtgärdsmetoden (löpning (rulle), lindning, aktion med stång (armborst), rullning).
Kärnan i metoderna för påverkan av rörbockaren på röret är som följer.
Körs i
Med denna metod kläms ena änden av röret fast och en fast mall används för att ge det den erforderliga böjningen. Nyprullar används för att rulla produkten runt mallen.
Inbrytningsritningar för rörbockar
lindning
I en sådan anordning pressas röret mot en rörlig mall (rulle), på vilken den är lindad, sträcker sig mellan en roterande rulle och ett speciellt stopp installerat i början av böjningspunkten.

Schema för en rörbockare som arbetar enligt principen om lindning
Armborst rörbockare
I en sådan rörbockare vilar röret på två fasta rullar, och böjningen utförs av en mall, som är fixerad på en rörlig stång. Mallen trycker på mitten av rörets fasta sektion, vilket ger den den erforderliga böjningsvinkeln.

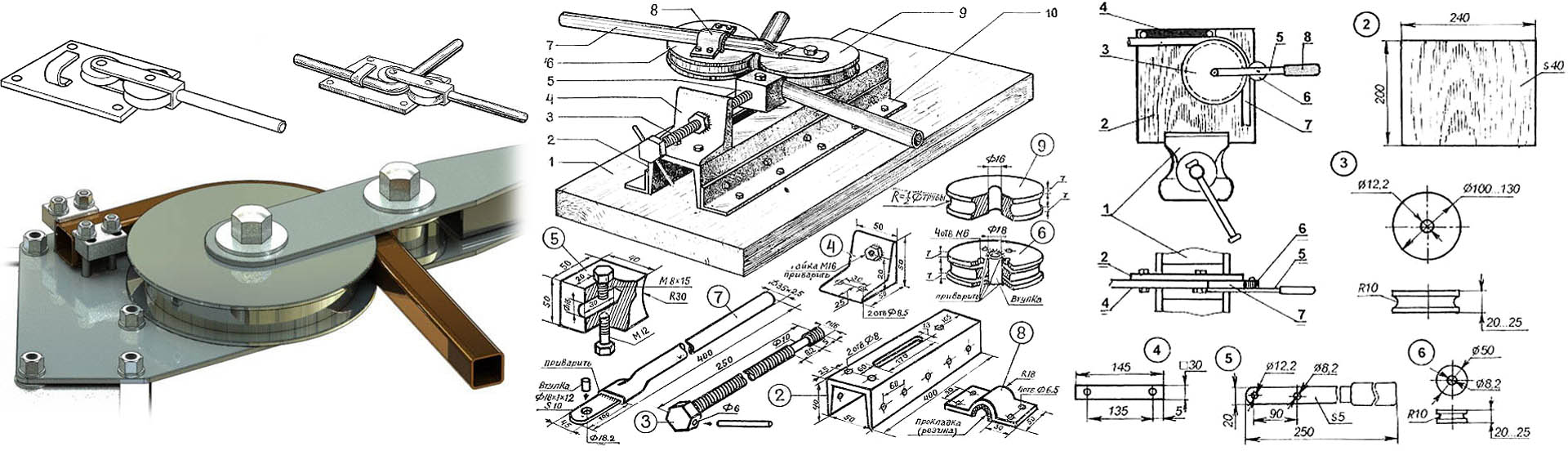





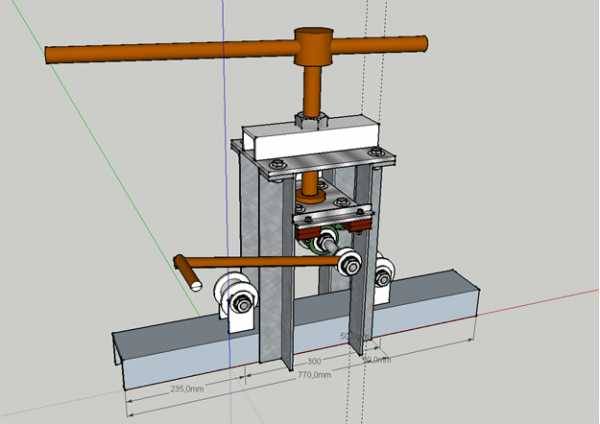


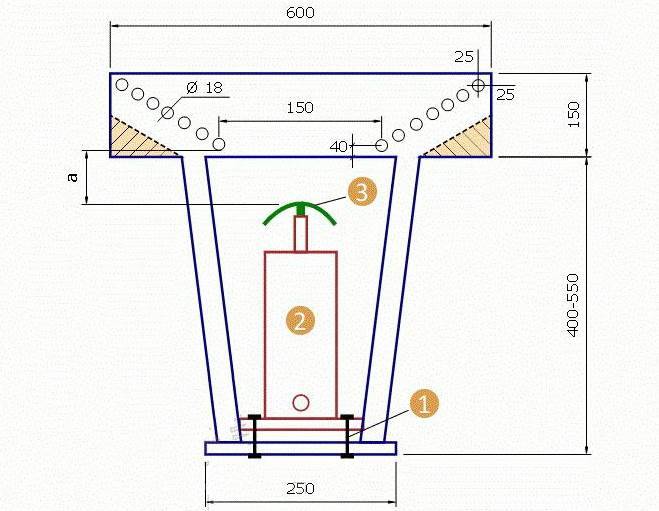
Diagram över en armborströrbockare: 2 - domkraft, 3 - sko (stans)
Rullande eller rullande
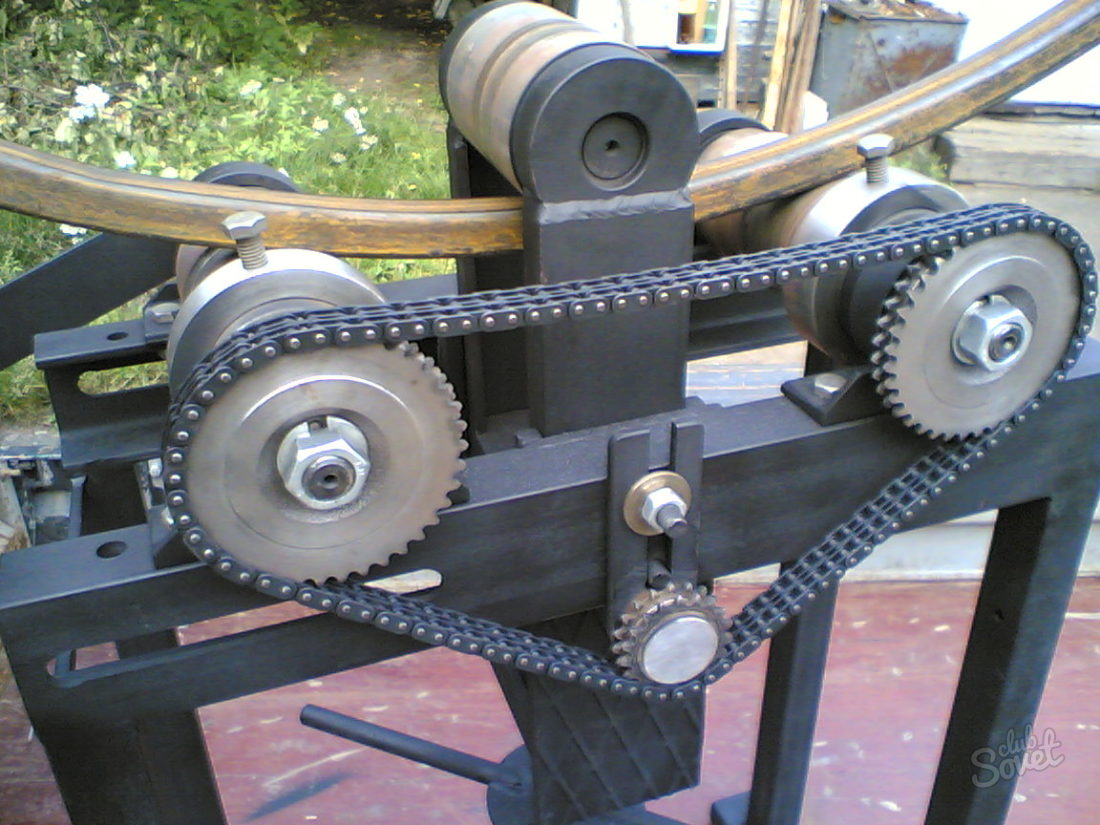
Den erforderliga böjningsradien erhålls med hjälp av en trevalsanordning, vars design är baserad på två stöd och en central rulle.Den centrala rullen utövar tryck på röret, vars position bestämmer radien på dess böjning. är mer universell, i alla andra maskiner beror böjradien på vilken mall som används.

Manuell rullrörsbockare med kompakta mått
Tillverkningen av en rörbockare som fungerar enligt principen om lindning är inte enkel, därför tillverkas en sådan anordning huvudsakligen på ett industriellt sätt. Armborstmetoden har en annan betydande nackdel: trycket från beståndet med mallen fäst vid den, som kallas skon, är koncentrerad i dess övre del. Denna metod för påverkan på röret leder till dess betydande sträckning längs böjens yttre radie, vilket kan åtföljas av en minskning av väggtjockleken och till och med dess brott. Det rekommenderas särskilt inte att använda armborstmetoden för att böja tunnväggiga produkter.

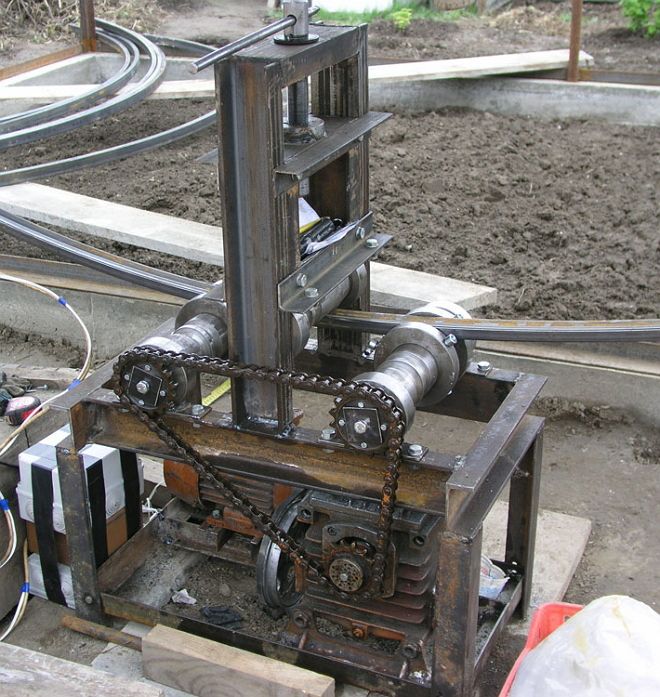
Ett exempel på en hemmagjord rörbockare av rullande (rullande) typ
En maskin som fungerar enligt principen om rullning (rullning) har praktiskt taget inte alla ovanstående nackdelar; denna teknik används vid tillverkning av böjar i fabriken.
En gör-det-själv rörbockningsmaskin kan ha en annan design. Välj dess typ ska baseras på vilken radie du behöver. Det finns en lista med rekommendationer, i enlighet med vilken valet av en specifik modell av en anordning för böjning av stålrör utförs. Viktiga parametrar att beakta är rörets väggtjocklek och dess totala diameter. Innan du börjar arbeta med en rörbockare skadar det inte att bekanta dig med uppgifterna i tabellen som visar maximalt möjliga radier för bockning av stålrör.
Böjradiens beroende av rörets diameter och väggtjocklek
För att få en böjradie mindre än vad som anges i sådana rekommendationer är det nödvändigt att använda antingen varmvalsning, som huvudsakligen används under produktionsförhållanden. En enhet med en dorn är svårare att skapa hemma, så de görs mycket mindre ofta på egen hand, och föredrar rullande.
För att självständigt utföra varmvalsning av röret kan du använda en gör-det-själv-rörbockare, men under förutsättning att den är helt gjord av metall och dess ram är mycket pålitlig. För att utföra en sådan teknisk operation behöver du dessutom en blåslampa eller en gasbrännare.
Vad ska man böja?
Jag menar, vilken typ av kurvor behöver du? Detta är den andra faktorn som bestämmer vilken typ av rörbockare som krävs för ett visst jobb.
I hushållssfären finns det oftast behov av ett spår. typer av rörböjar (se även bild):

Typer av rörböjar
- Allmänt syfte - olika typer av distributionsrörledningar, ventilationsanordningar, ingångar för trådbunden kommunikation, delar av industriell utrustning, maskiner, mekanismer, etc. Böjning mest av allt i storlek eller för återmontering på små; mindre ofta - längs mittradierna. I detaljerna för vattenledningar och inloppsanordningar är tillåtna defekter acceptabla. Böjningar av delar av gas- och ångledningar, delar av tekniska anordningar är som standard felfria, om inte annat anges i specifikationerna för produkten.
- Byggnadsbågar är rörformiga böjda delar av byggnadskonstruktioner som kan bära en driftsbelastning under lång tid utan risk för plötslig förstörelse. Böjer nästan uteslutande längs profilen i storlek längs stora radier, ibland - längs medelstora.I privata hushållstomter är den mest populära typen av denna typ av detalj bågar från ett professionellt rör för växthus och andra uthus. Av de tillåtna defekterna är kola acceptabelt för högst 5 % av rörets lumens tvärsnittsarea.
- Arkitektoniska former - böjningsradien är teckenförändrande (ibland i en riktning, sedan i den andra riktningen) från liten till stor. På grund av "fel" i bockningsprofilen är bärigheten mycket lägre än för byggnadsbågar av jämförbara storlekar. Av samma anledning är plötslig förstörelse av en icke-nött del möjlig. Böjning - enligt profilen för demontering; sällan - i storlek. Tillämpningsområde lätta icke-bostadsstrukturer för landskapsdesign: lusthus, alkover, blomkorridorer och tunnlar, dekorativa spaljéer, staket, etc. I konstruktioner av bostäder och tillfälligt bebodda strukturer används de endast i kombination med ytterligare bärande element. Tillåtna defekter är acceptabla, oftast även vid 20-25% av lumenområdet.
Att göra en lindningsrörbockare
Funktionsprincipen för en sådan rörbockare liknar den föregående, men istället för en svängrulle producerar böjningen av arbetsstycket ett rörligt stopp som glider längs horisontella styrningar.
Lindningsrörbockaren innehåller:
- Profilerad sektor, vars vinkel bestämmer den maximalt tillåtna böjningsvinkeln.
- En kort vertikal axel som kan rotera fritt i en kullagerenhet.
- Två intilliggande rullar bildar ett rörligt stopp.
- Enkelsidiga guider.
- Stoppslagsbegränsare, som eliminerar dess spontana förskjutning under drift.
- En säkerhetsgaffel som täcker den profilerade sektorn, vilket ökar arbetsstyckets positioneringsnoggrannhet.
Strukturellt är anordningen mer komplex, men den tillåter deformation under förhållanden med begränsat utrymme, och att ändra vinkeln är inte genom att byta rullarna, utan genom att helt enkelt justera klämanordningens initiala position. En sådan rörbockare finns tillgänglig med hydraulisk eller elektrisk drivning.
Gör-det-själv mall rörbockare
Manuell bockning enligt mall är den enklaste tekniken för all (inklusive rumslig) rörbockning. Ofta används det med ett arbetsstycke som är uppvärmt i böjen (till exempel en gasbrännare eller en blåslampa): metallens plasticitet ökar och deformationskraften minskar.
Beskrivning av mallrörbockare:
- Ankarformad hållare där röret sätts in.
- Rörligt / utbytbart stopp, längs vars axel det finns ett urtag som motsvarar bågen för rörets ytterdiameter.
- Plåt med fästhål.
På motsatt sida av stoppet görs en avfasning, vars vinkel motsvarar det erforderliga (efter böjning!) värdet på böjningsvinkeln.
Alla delar kan även tillverkas av vanligt konstruktionsstål (exempelvis stål 45), dock håller anslaget längre om det är tillverkat av verktygsstål av ståltyp U10A.
Steg för steg installation är som följer. En spärr är installerad på basplattan, sedan fästs en betoning koaxiellt på den. Avståndet mellan delarna måste beaktas inom ett känt område av R/d-förhållanden







Det är mycket viktigt att bibehålla det rekommenderade värdet på krökningsradien när man passerar till den böjda delen av röret.
I enlighet med GOST 17685-71 accepteras de enligt följande:
- S/d
- S/d
- S/d
- S/d
Dessa begränsningar gäller kallböjning.Genom att värma den deformerbara delen (högst upp till 1500C) kan de givna värdena reduceras med 12 ... 15%. Denna typ av rörbockare begränsar inte den maximala vinkeln, men vid vinklar som överstiger 450 bildas veck på arbetsstycket och rörsektionen förlorar sin ursprungliga form.
Utformningen av rörbockningsmaskiner klassificering
Innan du börjar göra en rörbockare med dina egna händer bör du ta reda på vilka enhetsalternativ som finns. Genom att känna till alternativen för rörbockningsmaskiner kommer det inte att vara svårt att välja den bästa för dig själv för att implementera den hemma från improviserade medel. De enheter som övervägs klassificeras enligt följande faktorer:
Typ av boende - stationärt och mobilt
Typ av drivmekanism - manuell, elektrisk och hydraulisk
Metod för påverkan på materialet
Det är detta kriterium som måste ägnas särskild uppmärksamhet, eftersom rörbockare är rullar, armborst, lindning och rullning beroende på slagtypen.
Många förstår inte hur alla dessa enheter skiljer sig åt när det gäller exponeringsmetoden, därför kommer vi att ta reda på funktionerna hos varje sort innan vi beskriver instruktionerna om hur man gör ett krökt rör med en rörbockare.
Vad är enheten till för?
För att böja ett profilrör behöver du inte söka hjälp från metallvalsning eller köpa ett specialverktyg. Detta kan göras med hjälp av två metallstolpar nedgrävda i marken. Men denna metod har en betydande nackdel - behovet av fysisk ansträngning. Resultatet är ett felaktigt krökt rör, som inte är lämpligt för konstruktion av ett växthus, båge eller andra produkter.
Rörbockaren är designad för att kunna producera snyggt böjda rörformer.Dessa enheter används sedan för konstruktion av valv, växthus, tak, berså, staket, etc. Om du planerar att bygga ett växthus hemma, måste du designa en hemmagjord rörbockare. Om det finns improviserade produkter och verktyg för detta, kommer det inte att vara svårt att implementera designen av enheten med dina egna händer.
För att göra en gör-det-själv rullrörbockare för ett profilrör måste du ta hand om ritningarna. De används för att beräkna den nödvändiga mängden material, såväl som kostnaden för att producera en hemmagjord enhet.

Den planerade designen av produkten tillämpas på ritningen, vilket beror på tillgängliga material.

De flesta hantverkare stannar vid tillverkningen av rörbockningsmaskiner av fronttyp. Sådana produkter består av följande komponenter:
- Rullar presenterade i form av ett runt stålrör (antalet nödvändiga rullar är 3 stycken).
- En kedja som driver axlarna.
- Rotationsaxlar.
- Mekanismen som driver enheten.
- Profiler som används för att göra en bas eller ram.
Det är värt att notera att det finns ett stort antal tillverkningsalternativ för produkterna i fråga, men de fungerar alla enligt principen om rullning eller rullning. Det är denna princip för rörböjning som gör det möjligt att minska risken för rörbrott och sprickbildning.
En enkel rörbockare har formen av en enhet i vilken ett profilrör sätts in, varefter handtaget vrids, under vars rotation röret börjar röra sig, och en böj bildas
När du designar en hemmagjord enhet hemma är det viktigt att tänka på att böjningsparametrarna kommer att bero på själva designen.Ju närmare tryckrullarna är desto mindre vinkel. Det här är intressant: Hur man gör ett hönshus för värphöns: vi förstår i detalj
Det här är intressant: Hur man gör ett hönshus för värphöns: vi förstår i detalj
Slutsatser och användbar video om ämnet
De presenterade videorna hjälper dig att se ovanstående rekommendationer för att göra hemmagjorda rörbockare i dynamik, samt introducera dig till ytterligare alternativ för att montera dessa verktyg från improviserade material.
Video #1 Domkraftsbockare av rulltyp:
Video #2 Att göra en domkraftsrörbockare:
Video #3 Montering av en rörbockare från nav:
Video #4 Tillverkning av en snigelrörbockare:
Typerna av hemodlade verktyg för att böja en metallprofil är inte begränsade till de föreslagna alternativen, eftersom en gör-det-själv-rörbockare kan tillverkas av alla delar som finns tillgängliga på gården.
Det viktigaste är att bygga en klämmekanism som trycker röret mellan två ställningar eller ett rullsystem för att deformera hela profilen på en gång.
Vill du prata om hur du gjorde en rörbockare med dina egna händer? Har du en variant av verktyget i din arsenal som inte beskrivs i artikeln? Vänligen skriv i blocket nedan, dela användbar information, bilder om ämnet för artikeln, ställ frågor.



