- Hur lagar man pasta på spisen?
- Arbetsplatsförberedelse
- Vad är elektrisk svetsning, och varför behövs det hemma?
- 1) Manuell bågsvetsning
- 2) Halvautomatisk i gasmiljö
- 3) Automatisk nedsänkt bågsvetsning
- Om teknikerna för att bilda en söm
- Överlappande söm
- Taksöm
- T-söm (med ensidig skärning)
- Svetssöm med elektrodstöd
- Vad är elektrisk svetsning?
- Utformningen av växelriktaren för svetsning
- Hur väljer man rätt pasta?
- Påverkan av elektrodmatningshastighet
- Anslutning av rör med elektrisk svetsning
- Metallelektrofusionsbeslag
- Elanslutning polyeten
- Koppling och elektropollinering
- Hur man förbereder elektrisk rörsvetsning
- Teknisk utrustning för en hemsvetsare
- Elektrisk svetsteknik
Hur lagar man pasta på spisen?
Italienarna säger att det är lätt att förbereda denna produkt, men att göra det rätt är mycket svårare. Kännare av vällagad pasta älskar att tillagas "al dente", vilket översätts från italienska som "till tänderna".
Tänk på hur man lagar utsökt pasta på spisen med hjälp av exemplet med små produkter - skal, spiraler, horn, pilbågar.
Detta kommer att kräva följande ingredienser:
- Vatten - 1 l;
- Huvudkomponenten är 100 g;
- Salt - 10-11 g.
Det är mycket viktigt att ta hänsyn till proportionerna, annars kommer huvudkomponenten att sakna utrymme, och därför blir den för klibbig och tillagningstiden ökar. En annan punkt att tänka på när det kommer till hur man lagar pasta på rätt sätt är valet av gryta.
Det är önskvärt att det har tjocka och höga väggar. Detta kommer att förhindra att vattnet når kanterna.
Hur lagar man pasta på spisen?
Tillagningsprocessen går till så här:
- Sätt en behållare med vatten på spisen, gör elden maximal, salta vattnet som hälls i den när det senare kokar;
- Lägg huvudingrediensen i den;
- Efter en tid kommer vätskan att börja koka igen, varefter du måste minska gasen. Innan detta händer, rör om produkten hela tiden så att den inte klibbar ihop på grund av stärkelsen som frigörs från den. Om detta inte görs kommer pastan, som den här artikeln berättar hur man lagar, att förvandlas till en klump. Dessutom kommer de att hålla sig till botten och väggarna på pannan;
- Om du är intresserad av till exempel hur man lagar rosettpasta eller en annan typ av medelstor produkt (spiraler, horn, skal), måste du veta hur lång tid det tar. Tillagningstiden är cirka 5 minuter. Om du lagar små produkter - till exempel tunna, små nudlar, är tillagningstiden efter att vattnet har kokat 3-4 minuter;
- Du kan kontrollera dem för beredskap genom att klämma dem, och om de blir elastiska kan du stänga av spisen;
- Placera omedelbart fatet i ett durkslag så att vätskan kan rinna av helt;
- Slå på det kalla vattnet på full effekt för att skölja maten, vilket gör den ännu smuligare.
När pasta som rosetter (eller medelstora småformade produkter) är klara, kan de serveras som tillbehör med valfria tillsatser - kött, fisk, grönsaker etc. Vissa hemmafruar föredrar också att steka dem innan servering med smör för att förbättra smaken. Du kan lägga till en bit av denna ingrediens i en varm rätt utan att steka, men rör inte om utan skaka den slutna pannan så att den fördelas jämnt över rätten.
Separat skicklighet förtjänar processen för hur man lagar nestpasta så att de inte faller isär. För detta behöver du följande ingredienser:
- Huvudkomponenten - 6-8 stycken;
- Vatten - 2 l;
- Olivolja - 1-2 tsk.
Produkten framställs enligt följande:
- Koka upp rätt mängd vatten i en kastrull;
- I en separat behållare (du kan använda en panna med bred botten), lägg huvudingrediensen så att den boformade pastan är fritt placerad i den;
- Fyll dem med kokande vatten, salt;
- Koka upp skålen, koka i 4-5 minuter;
- Använd en hålslev för att ta bort den genom att överföra den till en tallrik;
- Om så önskas kan du lägga till kryddor till den färdiga rätten efter smak;
- Den serveras som en vanlig tillbehör - med tillsats av kött, fisk, grönsaker, ost, korv, etc.
Tillvägagångssättet för hur man lagar nestpasta innebär att de måste behålla sin form. För det första underlättas detta av det faktum att de initialt hälls med kokande vatten, vilket gör att du kan fixa formen. För det andra avlägsnas huvudkomponenten med hjälp av en skimmer, tack vare vilken de kan överföras till en tallrik i den form som de tillagas i.
Se den här videon på YouTube
Arbetsplatsförberedelse
Hur lära sig laga mat med el på en kort tid? Du kommer inte att kunna göra detta på en dag, men genom att tillämpa tipsen från en mängd olika videor och förbereda allt du behöver på arbetsplatsen kan du snabbt börja öva.
För att lära sig att laga mat med en svetsväxelriktare behöver du en platta för att tända elektroden. Det är inte alltid möjligt att fästa massan på produkten, så ett litet metallbord eller bas krävs
Svetsaren bör ha en hammare till hands för att korrigera fixeringen av metalldelar, en slaggavskiljare och ett sätt att släcka branden (sand eller en brandsläckare).
Svetsning av metall med en växelriktare är viktigt, eftersom det är väl skyddat från skadlig påverkan. Oavsett arbetsplats (hem eller produktionsförhållanden) måste varje svetsare ha:
- en skyddsmask med ett ljusfilter som motsvarar belysningen på arbetsplatsen (i filter nr 5 kommer det att vara svårt att se inomhus, i nr 3 blir det mycket bländande för ögonen på gatan);
- canvasvantar för att skydda mot värme och stänk;
- tjocka, icke brandfarliga kläder som inte är instoppade i bältet;
- stövlar;
- huvudbonad för att skydda mot flygande slaggdroppar.
Vad är elektrisk svetsning, och varför behövs det hemma?
För att förstå termen måste du beröra skolans fysikkurs och förstå de medföljande processerna vid svetsning av delar. Den kunskap som erhålls kommer att hjälpa svetsaren att göra bättre sömmar, eftersom att förstå grunderna för elektrisk svetsning gör det möjligt att arbeta medvetet och inte förlita sig på mönstrade handlingar från andra specialister.





Elektrisk svetsning (bågsvetsning) - erhållande av fogar av en olöslig typ på grund av kristallisering av fyllmedel och basmaterial.

Under sömbildningsprocessen inträffar en tillfällig smältning av basen och elektroden, på grund av vilken en svetspool bildas. Efter att ytan har svalnat kopplas materialen ihop på molekylär nivå (smält), kristalliseras till en söm, som inte är sämre i styrka än andra områden på huvudytan.
| Fördelar med elektrisk svetsning | Nackdelar med elektrisk svetsning |
|---|---|
| Strukturell enkelhet. | Skada av elektromagnetisk strålning och ljus. |
| Mångsidig användning oavsett den rumsliga positionen - vertikal, horisontell, i en vinkel på 45 grader och så vidare. | Effektiviteten baseras på svetsarens skicklighet. I avsaknad av sådana kommer slutresultatet att bli bedrövligt. |
| Ett stort antal metaller som kan sammanfogas med hjälp av elektrisk bågsvetsning. | Från mästaren behöver du grundläggande färdigheter i att använda enheten + från 30 timmars praktisk erfarenhet under enkla förhållanden. |
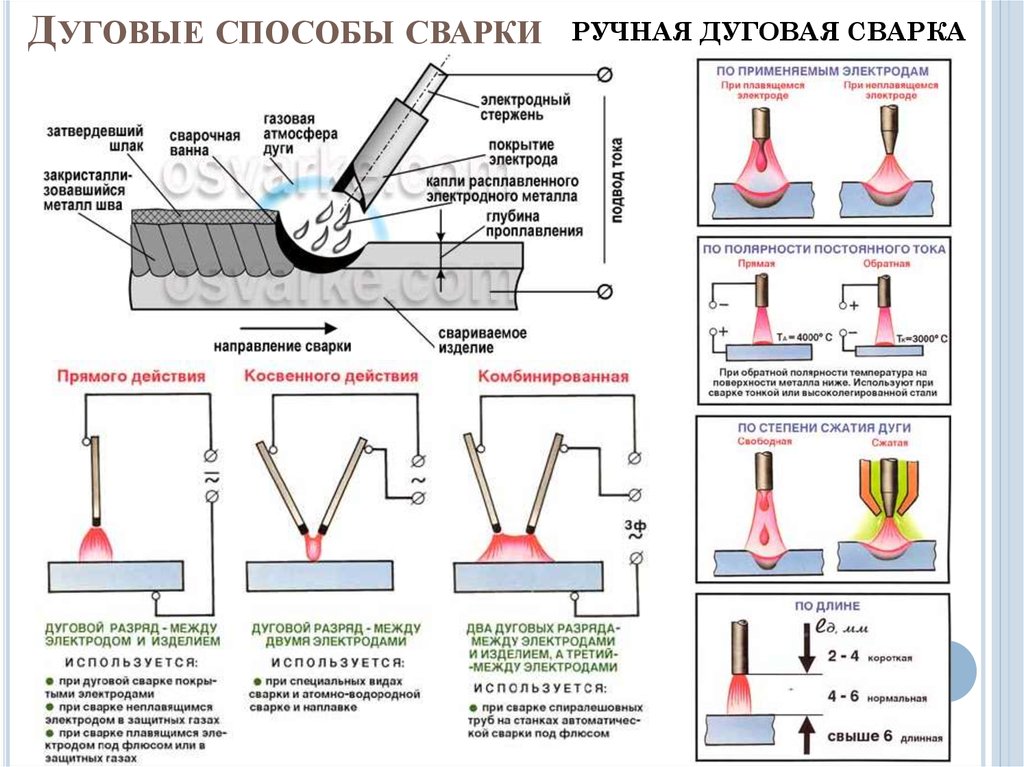
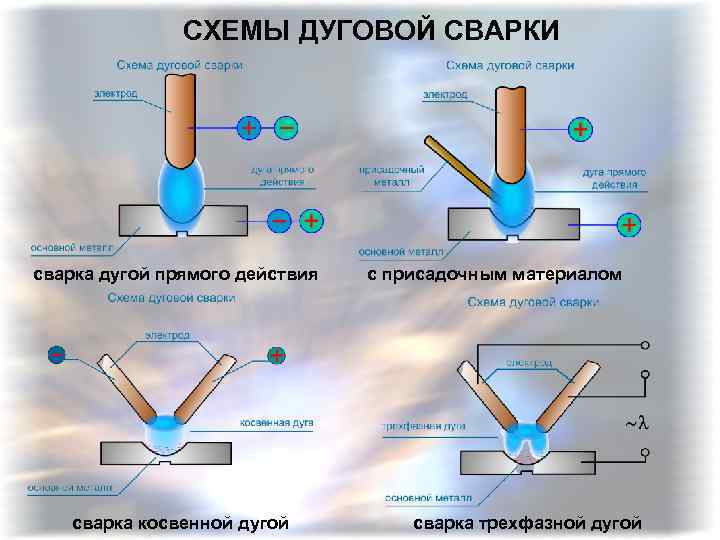
Klassificeringen av elektrisk svetsning görs på grundval av många kriterier - nivån av mekanisering av svetsprocessen, typen av ström + dess polaritet, bågen, elektrodens egenskaper, metoden för att skydda zonen, och så vidare . Låt oss titta på den klassiska distributionen - manuell båge, halvautomatisk båge och automatisk bågetyper av svetsning.
1) Manuell bågsvetsning
Det svåraste alternativet att använda för en oerfaren svetsare, eftersom det mesta av arbetet måste göras av ens egna händer. Reglering av teknik med andra punkter utförs med hjälp av GOST 5264-80.Typen av anslutning, formen på kanterna, sömmens beskaffenhet, tvärsnittet och tjockleken på elementen som ska svetsas tas med i beräkningen.
Nackdelarna med manuell svetsning är den negativa inverkan på människokroppen av förfall/lätta produkter och den relativt låga effektiviteten av arbete i stor skala. En lågutbildad specialist kommer inte att kunna använda en båge med hög kvalitet när man arbetar med manuell bågsvetsning, därför är suturmetoden definitivt inte för nybörjare.
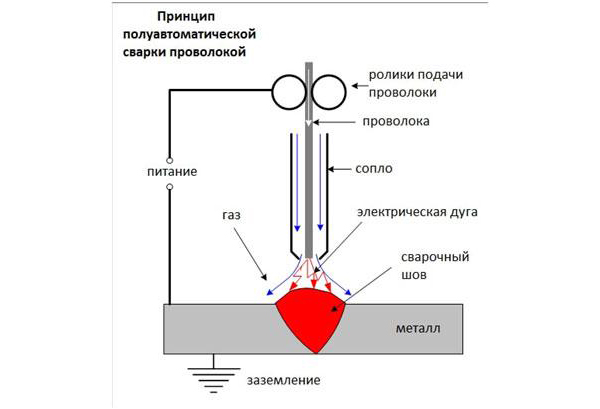
2) Halvautomatisk i gasmiljö
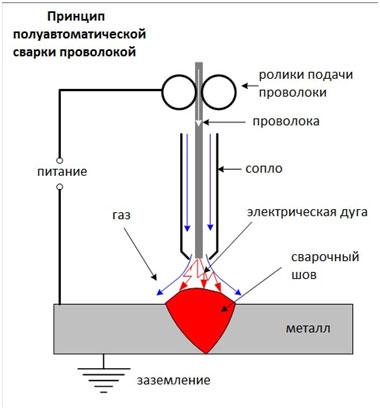
Utmärkande egenskaper för anslutningsmetod 2 är användningen av en rörlig förbrukningsbar elektrod + närvaron av en skyddsgas. Den andra fungerar som en barriär mellan den yttre miljön och ljusbågen.
Skyddsgasen är argon, koldioxid, helium eller kombinationer därav i vissa proportioner. Halvautomatisk svetsteknik sker genom att tråden passerar genom ett gasmunstycke, på grund av vilket den smälter. Längden på bågen styrs automatiskt, medan rörelseriktningen + hastigheten förblir under kontroll av svetsaren. Arbetsmetoden kan utföras utan ett gasskal - en speciell självskyddande tråd används varvat med kisel, mangan och andra metallelement med deoxiderande egenskaper.
3) Automatisk nedsänkt bågsvetsning
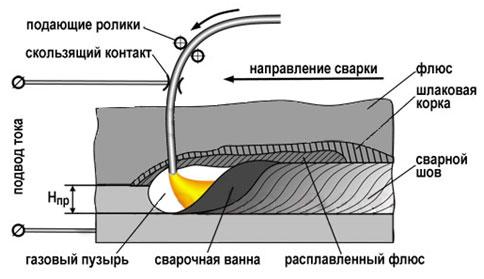
En metod med ökad produktivitet och minimala elektrodförluster. Svetsaren kan inte vara rädd för stänk, och svetsområdet är så säkert som möjligt när det gäller bildandet av oxider och andra skadliga föroreningar för sömmen.
Svetsprocessalgoritm:
- Trådmatning med speciella rullar.
- Med hjälp av en glidkontakt appliceras en elektrisk ström på tråden.
- Elektrodens rörelse längs markeringen för sömmen börjar.
- Ett flöde hälls ut ur enhetens bunker, på grund av vars avdunstning ett gasmoln bildas som skyddar den elektriska bågen från påverkan av den yttre miljön.
- Sömbildning.
- Slaggborttagning.
- Samla upp överskottsflöde för återanvändning.
Utrustning för arbete kräver inte att operatören använder speciellt ögonskydd. Tack vare automatiseringen av processen minimeras svetsarens subjektiva inflytande, och därför tenderar risken att krångla kraftigt att minska.
Om teknikerna för att bilda en söm
Innan du lär dig att laga mat genom att svetsa själv bör du behärska olika svetstekniker för att ansluta metalldelar. Korrekt underhåll och rörelse av ljusbågen är nyckeln till en kvalitetssöm. Om bågen är för lång kommer metallen att oxidera och bli mättad med kväve, spraya med droppar och bilda en porös struktur.
Överlappande söm
Svetsbågen rör sig framåt längs elektrodaxeln. Således bibehålls den önskade båglängden, vilket påverkas av elektrodens smälthastighet. Längden på elektroden minskar gradvis, precis som avståndet mellan den och svetsbadet ökar. För att förhindra detta är det meningen att elektroden ska flyttas längs axeln och observera synkronismen mellan dess förkortning och rörelse i svetsbadets riktning.
Taksöm
Elektroddiametern beror på tjockleken på den svetsade delen
En annan typ av rulle kallas tråd. En sådan sträng bildas i processen att förflytta elektroden längs axeln för svetsen som svetsas. När det gäller tjockleken på rullen beror det på elektrodens diameter och hastigheten med vilken den rör sig.







Om rullens bredd kan vi säga att det vanligtvis är 2-3 mm överstiger elektroddiametern. Detta resulterar i en ganska smal svetssöm. Dess styrka är inte tillräckligt hög för att skapa en stark struktur. Hur man fixar det? Det räcker när elektroden rör sig längs svetsaxeln för att göra en ytterligare rörelse av den - över axeln.
T-söm (med ensidig skärning)
Den tvärgående förskjutningen av elektroden under drift gör det möjligt att erhålla en tillräcklig bredd på sömmen. Detta görs genom fram- och återgående svängningar av elektroden, vars bredd bestäms individuellt för varje specifikt fall. Här är det nödvändigt att ta hänsyn till sömmens position, dess storlek, formen på spåret, materialens egenskaper, såväl som listan över krav som ställs för designen. Det är vanligt att överväga sömmens normala bredd från 1,5 till 5,0 elektroddiametrar.
Svetssöm med elektrodstöd
Den bildas med ganska komplexa, trippelrörelser av elektroden. Finns i flera varianter. Rörelsebanan vid klassisk bågsvetsning måste vara sådan att kanterna på delarna som ska sammanfogas smälts, och samtidigt måste tillräckligt mycket smält metall formas för att bilda en svets med en given form.
Vad är elektrisk svetsning?
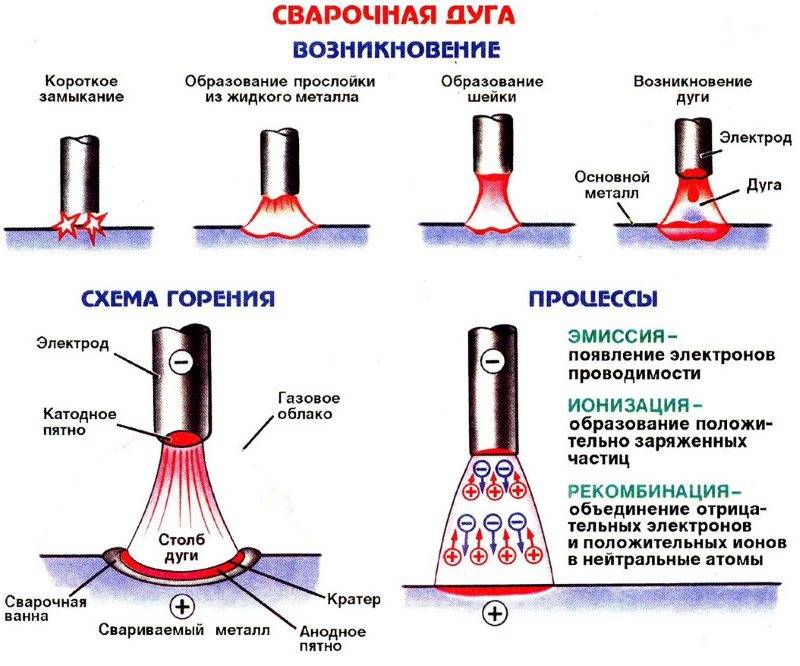
Elektrisk är en av svetsmetoderna, då en ljusbåge används för att värma upp och sedan smälta metaller. Temperaturen på den senare når 7000°C, vilket är mycket högre än smältpunkten för de flesta metaller.
Processen för elektrisk svetsning fortsätter enligt följande. För att bilda och bibehålla en elektrisk ljusbåge tillförs ström från svetsverktyget till elektroden.
Under svetsprocessen smälts och blandas basmetallen och metallkärnan i elektroden, vilket bildar en stark och oskiljaktig söm (+)
När elektrodstaven vidrör ytan som ska svetsas flyter svetsströmmen. Under dess inflytande och påverkan av en elektrisk båge börjar elektroden och metallkanterna på elementen som ska svetsas att smälta. Från smältan, som svetsare säger, bildas en svetspool, i vilken den smälta elektroden blandas med basmetallen.
Smält slagg flyter till ytan av badet och bildar en skyddande film. Efter att ha stängt av bågen svalnar metallen gradvis och bildar en söm täckt med skala. Efter att materialet har svalnat helt rengörs det.
Ej förbrukningsbara och förbrukningsbara elektroder kan användas för svetsning. I det första fallet införs en tillsatstråd i smältan för att bilda en svets, i det andra är det inte nödvändigt. För bildandet och efterföljande underhåll av en elektrisk ljusbåge används specialutrustning.
Färdigheter inom området för en svetsare i hemmiljö krävs för att utföra ett omfattande arbete:
Utformningen av växelriktaren för svetsning
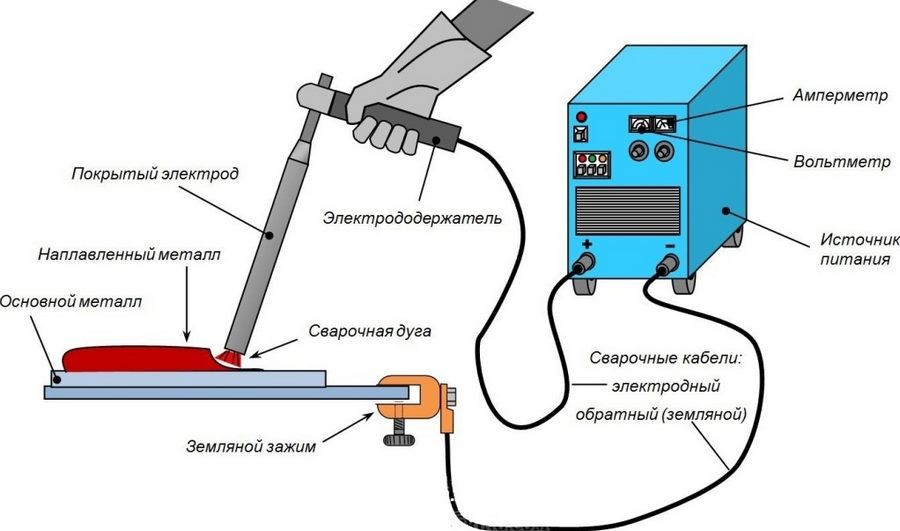
För att förstå hur man använder svetsmaskinen korrekt, bör nybörjarmästaren bekanta sig med växelriktarens design.
Svetsväxelriktaren är en metalllåda med en invändig komponent, med en totalvikt på ca 7 kg, som är utrustad med ett handtag och en axelrem för enkel transport. Svetsomriktarens hölje kan innehålla ventilationshål som bidrar till ett bättre utflöde av luft när enheten kyls.Frontpanelen har knappar för att växla arbetstillstånd, rattar för att välja önskad spänning och ström, utgångar för anslutning av arbetskablar, samt indikatorer som signalerar närvaron av ström och överhettning av växelriktaren under svetsning. Kabeln för anslutning av maskinen till elnätet ansluts vanligtvis till kontakten som sitter på baksidan av växelriktaren.

Utformningen av svetsomriktaren
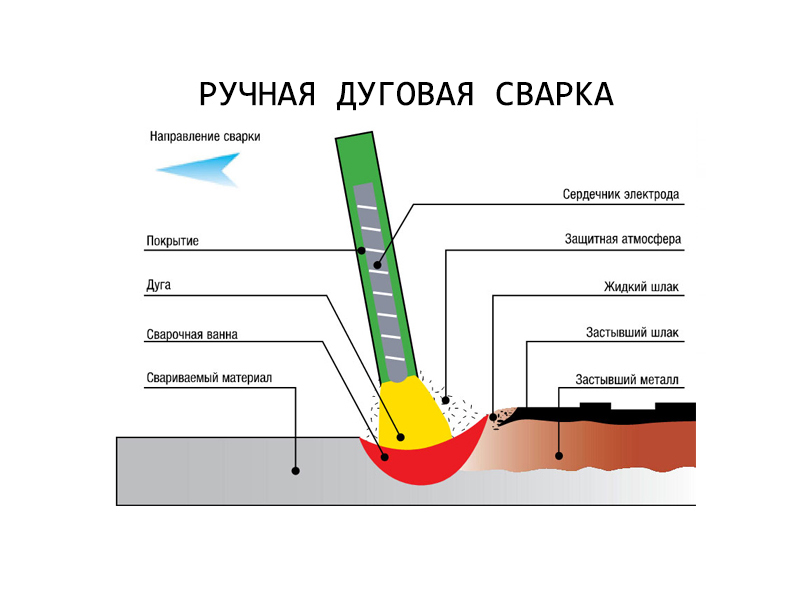
När elektroden kommer i kontakt med metallplattorna som svetsas under svetsning, bildas en högtemperaturbåge, som ett resultat av vilken både elementen i den svetsade staven och metallen i svetsfogen smälts. Poolen som bildas i området för bågen av de smälta metallerna i plattorna och elektroden skyddas från oxidation av en flytande beläggning av elektroden. Efter att metallen är helt kyld kommer den övre ytan av svetsen, skyddad av elektrodbeläggningen under svetsning, att förvandlas till en härdad slagg, som lätt kan avlägsnas genom lätt mekanisk verkan (till exempel genom att knacka)
Det är viktigt att observera samma avståndsgap mellan metallen i svetsfogen och elektroden (båglängd), vilket kommer att förhindra dess utsläckning. För att göra detta ska elektroden matas in i smältområdet med konstant hastighet och svetsstången ska styras jämnt längs svetsfogen.
svetsbåge
Hur väljer man rätt pasta?
Hur väljer man rätt pasta?
De flesta anhängare av rätt näring vägrar denna mat, eftersom de anser att det är ohälsosamt och ohälsosamt. Men rätt produkt kan gynna kroppen, och därför bör du överväga följande rekommendationer när du köper den:
Sammansättningen av kvalitetsprodukter innehåller två komponenter - mjöl och vatten. Smak, fördelar och skador, deras närings- och energivärde beror till stor del på kvaliteten på huvudingredienserna. De kan också innehålla naturliga färgämnen - spenatjuice, morotsjuice, bläckfiskbläck, kryddor, vars närvaro bör anges på förpackningen;
Vilken typ av mjöl produkten är gjord av förtjänar särskild uppmärksamhet. Det borde tillhöra durumvetesorter, eftersom det är detta alternativ som inte innehåller fett i sin sammansättning, absorberas det perfekt av kroppen.




Om huvudingrediensen i mjuka varianter används för att göra pasta, kommer de att innehålla mycket stärkelse, varför de blir mycket kaloririka, och detta är anledningen till att gå upp i övervikt;
Var uppmärksam på produktens utseende för att säkerställa att ett durumbasmaterial av hög kvalitet används. Dess yta ska vara slät, färgen ska vara bärnsten, gul med en gyllene nyans.
Den har släta kanter och det finns små fläckar på produkterna. Det ska inte finnas något skräp i förpackningen. Om de är gjorda av mjukt mjöl kommer deras färg att vara ljus eller de kommer att ha en blek, onaturlig färg, ojämna kanter, en grov yta, lätta små fläckar, det är möjligt att det finns fragment, smulor i förpackningen;
Protein är en viktig komponent i mjölprodukter. Om de är av hög kvalitet, gjorda av durumvete, innehåller de cirka 12-15 g / 100 g. En indikator på produktens låga kvalitet är ett proteininnehåll på maximalt 10 g / 100 g;
Var uppmärksam på kostnaden - bra pasta är dyrare, med hänvisning till premiumklassen;
Pasta som spagetti testas på ett annat sätt - analysera hur de går sönder, men du kan göra detta precis innan själva tillagningsprocessen. Om de är av hög kvalitet, böjer de sig bra, men de är starka, så det är inte så lätt att bryta dem, vilket inte kan sägas om produkter gjorda av mjuka råvaror;
En kvalitetsprodukt efter tillagning behåller sin form, gulaktig-gyllen färg, även om den lämnas i vatten under lång tid;
Bra pasta kännetecknas av att den kokar minimalt, och därför inte håller ihop.
Se den här videon på YouTube
Påverkan av elektrodmatningshastighet
Inmatningshastighet elektroder för svetsning bör tillhandahålla den erforderliga mängden tillfört smält material. Dess otillräckliga mängd kan leda till underprissättning. Denna faktor är mycket viktig vid svetsning med både direkt och omvänd polaritet.
Under bågsvetsning, på grund av den snabba rörelsen av stången längs fogen, kan bågkraften inte vara tillräcklig för att värma metallen. Som ett resultat bildas en ytlig söm som ligger ovanpå metallen. Kanterna förblir ofullbordade.
Långsam frammatning av elektroden leder till överhettning. I det här fallet är det möjligt att bränna ytan och deformera den tunna metallen.
Moderna svetsmaskiner har ett brett utbud av olika funktioner och möjligheter. Ändå, för närvarande, hittills, bestäms det mesta av kvalitetsarbetet som utförs exakt av en persons skicklighet.
Anslutning av rör med elektrisk svetsning
Metallelektrofusionsbeslag
Elektrofusionsbeslag är enheter som hjälper till att ansluta två delar av arbetsstycket.Det finns två format: gängad och svetsad. Gängade beslagsändar - Gängade på insidan och utsidan av beslaget. Och även beslaget har en fas, vilket underlättar genomförandet av den elektriska svetsen.
Många av dessa enheter är fästa på delen med hjälp av två element: ett knä och en rumpa. I den första varianten är diametern större än i den andra, och den andra sammanfaller som regel med delen som ska svetsas.
Elanslutning polyeten
Dessa delar låter dig öka elektrofusionen av de anslutna delarna. Vanligtvis används polyetenhjälpbeslag för polyetenvattenrör, som är designade för lågtryckssystem.
 HDPE-kopplingar installeras på rör med stumpa eller överlappning. Elementen hålls av en speciell hållare. Anslutningen och röret installeras och värms sedan upp genom att föras in i kopplingen.
HDPE-kopplingar installeras på rör med stumpa eller överlappning. Elementen hålls av en speciell hållare. Anslutningen och röret installeras och värms sedan upp genom att föras in i kopplingen.
Det är anmärkningsvärt att båda alternativen för elektrisk svetsning är baserade på kemisk verkan - förstörelsen av molekylkedjor av polymerer vid en temperatur på 170 grader Celsius och bildandet av nya i processen att härda plast.
Koppling och elektropollinering
Modern elteknik har nått en nivå där det är lätt att klara sig utan skrymmande, svåranvänd och föråldrad utrustning.
Det yttre höljet och dess beslag smälts, och efter att temperaturen sjunker skapas en ny polymerkedja. Som ett resultat garanteras högkvalitativ elektrisk svetsning av polyetenrör, som säkert kan användas både för hushållssystem och för industriella rörledningar.
Dessa beslag kännetecknas av följande fördelar:
- de ansluter rör med en diameter på 20 till 400 mm;
- anslutningen är internt installerad och kan motstå högtrycksdrift;
- de är inerta mot alla kemikalier och därmed säkra även för vatten;
- klarar alla tryckstötar.
Beslag har ett brett utbud - från liten till stor diameter. De kan till och med användas i stora kemiska anläggningar.
Du kan använda en transformator för att installera beslag.
Hur man förbereder elektrisk rörsvetsning
Förberedelse: svetsare, arbetsstycke, anslutningselement, transformator i full beredskap och integritet.
Rör i rät vinkel.
Med en avfasning av delens kant, för exakt skärning.
Röret passerar in i beslaget och fixar platsen där det tidigare noterats.
Avfetta delar.
Efter att ha anslutit svetstransformatorn till strömkällan, bilda en svetsfog.
Svetsmaskinen stängs av och uppvärmningsläget är på i 30 minuter.
Det är viktigt att inte flytta på någon anslutning eller hållare! Efter att ha stängts av, vänta på fullständig kylning.
Enheten är klar för användning och ytterligare anslutning!
Teknisk utrustning för en hemsvetsare
För att bilda en båge av en manuell ES krävs en elektrisk strömkälla som ger en stabil tillförsel av elektrisk energi för att driva ED:n. För manuell ES lika tillämplig som växelströmskällor, och enheter som arbetar på likström. I förhållandena för hemmabruk av svetsutrustning spelar tillståndet för de elektriska ledningar som den köpta svetsenheten kommer att anslutas till en viktig roll. Detta kommer att avgöra vilken typ av utrustning som en nybörjare "svetsad" kan använda.






Viktig! Svetsmaskinen kan arbeta från ett elektriskt hushållsnätverk inom parametrarna för dess skydds- och regleranordningar - pluggar och säkringar, automatiska maskiner etc. Om prestandaegenskaperna för "svetsaren" inte uppfyller kraven i skyddssystemet för det elektriska nätverket, är blinkande ljus, avstängning av maskiner, fel på hushållsapparater i hela huset på grund av plötsliga spänningsfluktuationer möjliga
Hemsvetsaren måste vara utrustad med följande:
- Nuvarande källa.

För närvarande kallas svetsutrustning för hushållsbruk ofta som utrustning för MMA (från engelska. Metal Manual Arc - manual ES with piece coated electrodes). Marknaden för elektrisk utrustning erbjuder tre typer av strömkällor för hemmabruk:
- svetstransformatorer som arbetar på växelström,
- svetslikriktare som omvandlar växelspänning till likström,
- växelriktare som kan arbeta från ett hemuttag.
- En uppsättning strömkablar och ledningstrådar med bärare.
- Elektrodhållare (fjäder eller spak), vanligtvis kallade "hållare".
- Svetsarens personliga skyddsutrustning:
- värmebeständiga kläder, skor, handskar eller vantar,
- skyddsmask.
Elektrisk svetsteknik
Det är bättre att lära sig hur man korrekt svetsar delar genom elektrisk svetsning under ledning av erfarna svetsare. Om detta av någon anledning inte fungerar kan du prova det själv. Först måste du organisera arbetsplatsen ordentligt
Detta är mycket viktigt, eftersom svetsning är en hög temperatur och därför en brandfarlig process.
För att arbeta måste du välja en arbetsbänk eller någon annan bas gjord av obrännbart material.Träbord och liknande produkter är strängt förbjudna. Det är önskvärt att det inte finns några brännbara föremål i närheten av platsen där svetsning kommer att utföras.
Se till att placera en hink med vatten nära dig för att eliminera möjliga antändningskällor. Dessutom måste du bestämma en säker plats där resterna av de använda elektroderna kommer att förvaras. Även den minsta av dem kan starta en eld.
På rea kan du hitta svetselektroder med olika diametrar. Den erforderliga stångstorleken väljs baserat på tjockleken på metallen som ska svetsas.
För de första oberoende sömmarna måste du förbereda ett onödigt metallstycke och välja elektroder för det. Experter rekommenderar att man använder 3 mm stavar i sådana fall. Den mindre diametern används för att svetsa tunna plåtar, som är obekväma att lära av. Elektroder med större diameter kräver hög utrustningseffekt.
Vi börjar med att rengöra området av metall där sömmen kommer att placeras. Det ska inte finnas någon rost eller någon förorening.
Efter att delen är förberedd, ta elektroden och sätt in den i svetsmaskinens klämma. Sedan tar vi "jordnings"-klämman och fäster den ordentligt på delarna. Kontrollera kabeln igen. Den ska vara instoppad i hållaren och välisolerad.
Nu måste du välja driftsströmstyrkan för svetsmaskinen. Den väljs enligt elektrodens diameter. Vi ställer in den valda effekten på svetsutrustningens panel.
Nästa steg är att tända ljusbågen. För att göra detta måste elektroden föras till arbetsstycket i en vinkel på cirka 60 ° och mycket långsamt föras över basen. Det ska finnas gnistor.Så snart detta händer, rör lätt elektroden mot delen och höj den omedelbart till en höjd av högst 5 mm.
Svetsomriktaren är klar för drift. Två kablar är anslutna till den: en med en klämma för elektroden, den andra med ett jordningsfäste
I detta ögonblick blinkar ljusbågen, vilket måste bibehållas under hela drifttiden. Dess längd bör vara 3-5 mm. Detta är avståndet mellan elektrodens spets och arbetsstycket.




Medan bågen bibehålls i fungerande skick, måste man komma ihåg att under drift brinner elektroden ut och blir kortare. Om elektroden är för nära arbetsstycket kan det klibba fast. I det här fallet måste du svänga dem något åt sidan. Ljusbågen kanske inte tänds första gången. Kanske finns det inte tillräckligt med ström, då måste den ökas.
Efter att nybörjarsvetsaren har lärt sig hur man tänder bågen och håller den i fungerande skick, kan du börja svetsa pärlan. Detta är den enklaste av alla operationer. Vi sätter eld på bågen och börjar mycket smidigt och försiktigt flytta elektroden längs den framtida sömmen.
Samtidigt utför vi oscillerande rörelser som liknar en halvmåne med en liten amplitud. Vi "kratar" den smälta metallen till mitten av bågen. Således bör du få en jämn söm, liknande en rulle. Den kommer att innehålla små vågliknande inflöden av metall. Efter att sömmen har svalnat måste skalan slås in i den.