
- Rörbockningsverktyg
- böjplatta
- Dornböjning
- Profilböjningsapplikation
- Böjning med eller utan hemmagjord utrustning
- Hjälpmetoder för rörböjning
- Vad kan böjas och vad kan inte
- Att välja rätt verktyg
- Klassificering av rörbockare
- Rörböjningsteknik
- Enkla sätt att böja rör
- Böjd för hand
- Använder den heta metoden
- Vi använder fyllmedel - sand och vatten
- Värmebehandlingsmetod
- Rörböjningsradier
- Rörböjningsradier
- Hur man arbetar med en rörbockare hemma
Rörbockningsverktyg
Frågan om hur man böjer ett rör utan en rörbockare kommer inte att orsaka svårigheter om du använder de enklaste enheterna för att utföra denna operation. Du kan utföra kallböjning av rör med hjälp av följande enheter.
- I de fall där det är nödvändigt att böja ett mjukt (aluminium) eller stålrör med en profilhöjd på högst 10 mm, används en horisontell platta med hål, i vilken stopp sätts in - metallstift. Med hjälp av dessa stift böjs produkterna enligt de nödvändiga parametrarna. Denna metod har två allvarliga nackdelar: den låga noggrannheten vid böjning, såväl som det faktum att när du använder den är det nödvändigt att tillämpa betydande fysisk ansträngning.
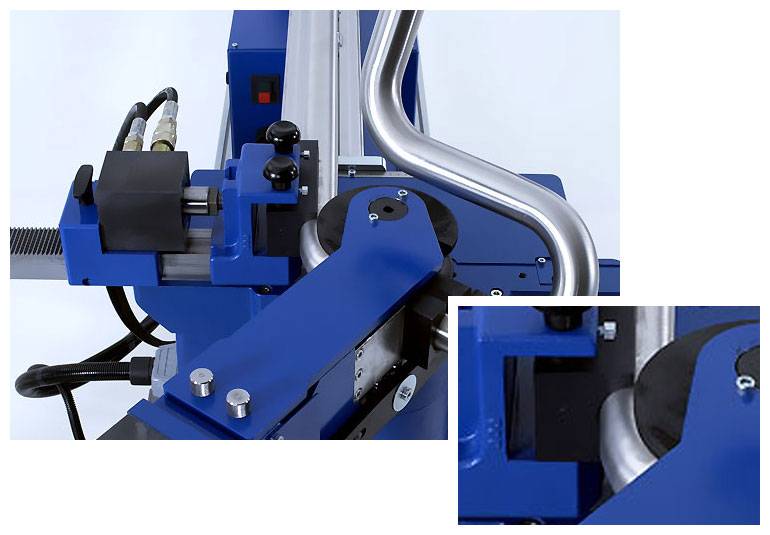
- Produkter med en profilhöjd på 25 mm böjs bäst med hjälp av rullarmatur. Röret är säkert fixerat i ett skruvstycke och en kraft appliceras på den del av det som måste böjas med en speciell rulle. Denna enhet låter dig få en bättre böj, men kräver också tillämpning av fysisk ansträngning.

Alternativ, som de säger, i all hast. Den långa spaken på denna extremt enkla enhet gör att du kan klara av ganska tjocka rör.
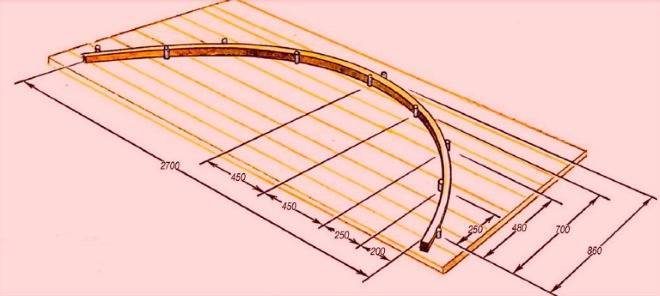
För att bilda en böj med en stor krökningsradie på korrugerade rör av stål eller aluminium används fasta rundade mallar, på vilka speciella klämmor är monterade för att fixera produkten. På en sådan anordning böjs röret också manuellt, med kraft som lägger det i mallens spår, vars form exakt motsvarar den erforderliga böjningsradien.

Plywood och metallklammer är allt du behöver för att göra en bockningsmall
böjplatta
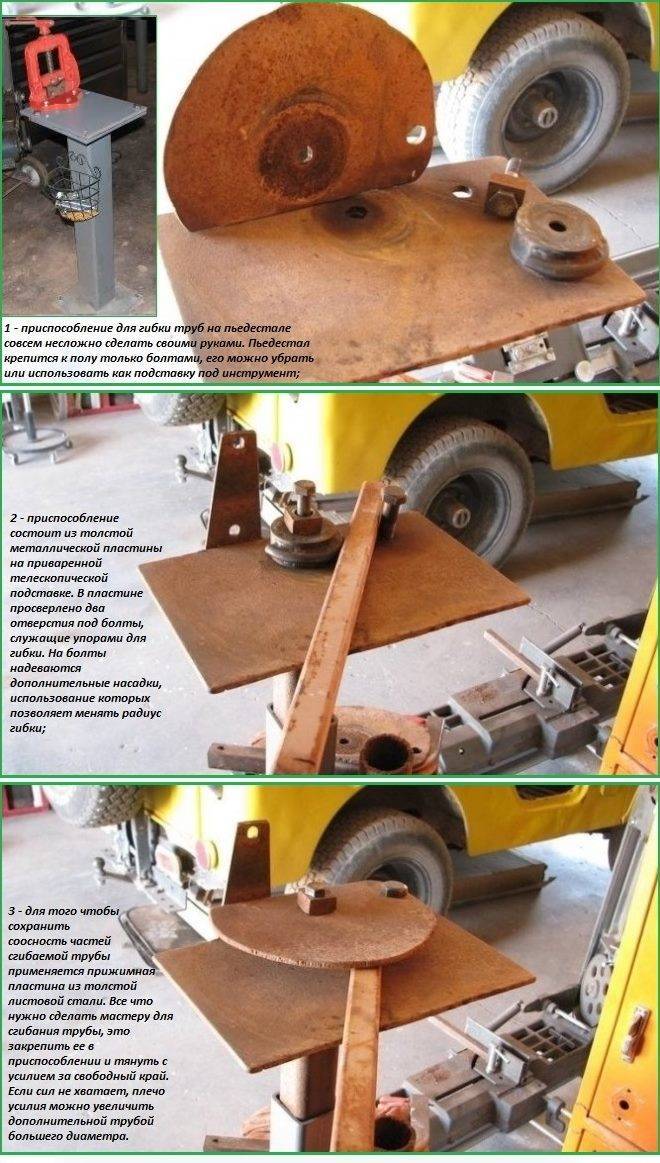
För att effektivt böja stål- eller aluminiumrör hemma kan du göra en uppgraderad bockningsplatta enligt följande riktlinjer.
- Rollen för en sådan platta spelas av en panel, som skärs ut av plåt med stor tjocklek.
- Panelen, gjord på detta sätt, är svetsad till stativet, som är installerad på en speciell piedestal.
- Två hål borras i panelen, nödvändiga för att installera bultar som fungerar som stopp för profilröret.
- Ett speciellt munstycke är installerat på en av stoppbultarna, med hjälp av vilken böjradien justeras.
- För att säkerställa inriktningen av rörsektionerna intill böjningen placeras en metallplatta ovanför arbetsstycket, fixerad med bultar.
Dornböjning
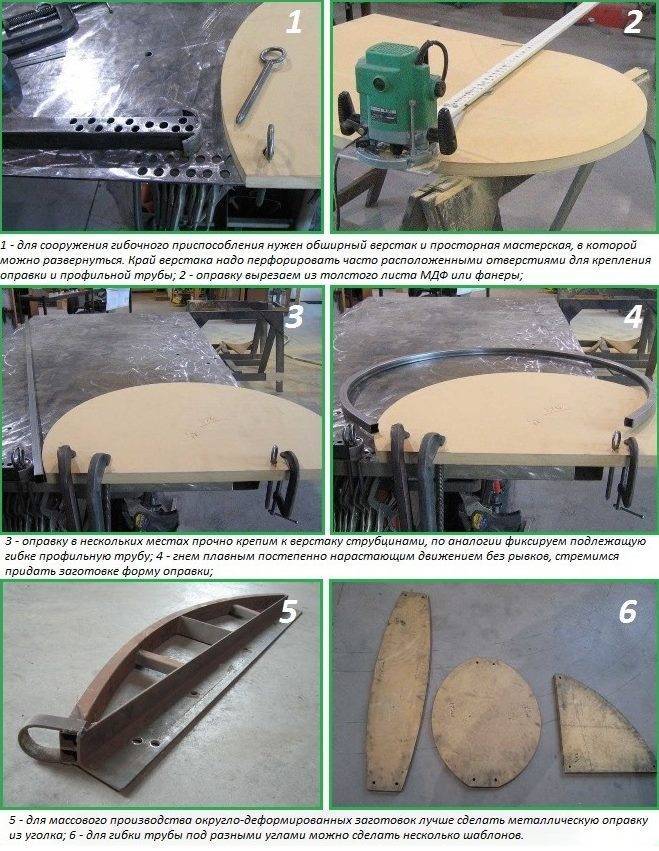
För bockning av profilrörprodukter hemma, vars vägghöjd inte överstiger 25 mm, kan en speciell dorn tillverkas. För dessa ändamål är det bättre att använda en övergripande arbetsbänk, på vars yta det kommer att finnas tillräckligt med utrymme för en sådan enhet. För att välja den optimala platsen för elementet som fixerar det böjbara röret görs ofta placerade hål i ena änden av arbetsbänken. En speciell mall är ansvarig för att säkerställa den erforderliga böjradien för det korrugerade röret, som kan göras av tjock plywood eller ett metallhörn om du ska använda det ofta.
Profilböjningsapplikation
Naturligtvis, om du har en betydande mängd arbete med att böja profilrör, är det bättre att göra en speciell maskin för detta, vars ritningar är lätta att hitta på Internet. Vi kommer inte att analysera denna fråga här, eftersom den behandlas mer än i detalj i artiklarna på länkarna nedan.

Du kan inte klara dig utan en sådan maskin även om du behöver böja rör med en stor profilsektion. De viktigaste arbetskropparna för en sådan maskin, som kännetecknas av bred mångsidighet, är tre rullar, varav två är fixerade orörliga, och genom att ändra positionen för den tredje justeras produktens böjningsradie. Som drivning för en sådan anordning används en kedjedrift och ett handtag som roteras av operatören.
Böjda rör kan behövas vid installation av värmeapparater, VVS, vid installation av rörledningar i ett hus osv. Om du inte har köpt de nödvändiga bitarna av rör som redan är böjda, kan du böja dem själv hemma.Det enda som kan gå fel är böjningen av röret inåt och dess brott, eftersom när man böjer produktens metall upplever den både kompression och spänning på en gång. Och för att detta inte ska hända måste du följa följande tips.
Böjning med eller utan hemmagjord utrustning
Det här alternativet är vanligt, eftersom en domkraft är ett mycket populärt verktyg som de flesta bilister har. Den är perfekt för att böja valsad metall hemma. Enligt operationsprincipen liknar denna metod en armborströrbockare. Röret är fixerat vid tre punkter, varav två är stopp, och den tredje är domkraftsstången.
Använda en vinkelslip (slipmaskin) för att böja profilrör
Denna metod fungerar med en rektangulär sektionsprofil. Flera snitt görs längs tre väggar, den fjärde förblir orörd. På grund av uppkomsten av snitt böjs röret lätt, varefter snitten svetsas och poleras.







![§ 29. Rörböjning [1980 Makienko N.I. - allmän VVS-kurs]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


Hemmagjord rullrörsbockare
Utmärkt för att få en böj med stor diameter på ett profilrör. Det är bekvämt för dem att böja till exempel ett rör för växthus. En metallbit fixeras på rullar, pressas och rullas. Sedan stramar det igen, och rullar igen. Resultatet är en stor jämn böjradie.
Hjälpmetoder för rörböjning
Fyllning
Ett fyllmedel placeras i röret för att fylla det inre utrymmet. I det här fallet är ändarna tätt förseglade, för detta kan du använda svetsning. Användningen av filler låter dig "fixa" den inre volymen.Vid böjning, undvik utseendet av "vågor", "korrugeringar" på insidan av hörnet och gör böjningen jämnare. Ren kvartssand väljs ofta som fyllmedel.
Värme. Ökning av metallens duktilitet under böjning
Den uppvärmda metallen blir mjukare ju högre temperaturen är. Rörmetall värms upp med hjälp av gasbrännare, induktionsvärme, såväl som någon annan tillgänglig metod. Uppvärmningstemperaturen beror på metallen. Låglegerat och vanligt standardstål värms upp till ~500 grader Celsius.
Med dessa metoder kan du böja ett metallrör med dina egna händer hemma utan att använda specialiserad utrustning och få bra resultat.
Vad kan böjas och vad kan inte
Många landsmän undrar om det är möjligt att böja polypropenrör och hur man gör det korrekt ().
Överväg vilka material som är föremål för mekanisk deformation utan att det påverkar efterföljande drift, och vilka som inte är det.
Det är möjligt att böja nästan alla metallprodukter, inklusive aluminium-, koppar- och stålrör med olika diametrar. Det är svårare att ändra konfigurationen av rostfritt stål och liknande hårda legeringar.
För korrekt deformation av alla metaller utan undantag behövs en speciell rörbockningsmaskin. Användningen av en speciell maskin kommer inte bara att säkerställa den optimala kvaliteten på böjningen, utan låter dig också slutföra uppgiften med minimal fysisk ansträngning.
Vissa rörmokare, för att spara beslag, värmer polypropen med en industriell hårtork och böjer den till önskad form.Det är opraktiskt att göra detta, för på grund av deformation i kombination med uppvärmning kommer ett krökt plaströr att ha en ojämn väggtjocklek på den yttre och inre radien.
Som ett resultat kommer driften av den konstruerade vattenledningen att vara kortlivad, eftersom under trycket från det flytande mediet kommer sprickor att uppstå i den tunna väggen med tiden.
Att välja rätt verktyg
Fjädern är ett effektivt verktyg för att arbeta med metall-plast. Fjädrar på marknaden är av två typer: externa och interna. Båda typerna av verktyg kännetecknas av ett överkomligt pris. Verktyget måste väljas efter rörets yttre eller inre diameter.
Enheten är gjord av polerat stål. Den släta ytan på spolarna gör att du kan ta bort fjädern från det böjda röret. Användningen av en fjäder gör det möjligt att säkerställa samma tvärsnittsdiameter i hela kröken.
En rörbockare är ett brett utbud av maskiner eller enheter utformade för att deformera valsad metall, med hänsyn tagen till den erforderliga böjningsvinkeln och radien. Enheterna används aktivt vid konstruktion av rörledningar för olika ändamål av olika konfigurationer och storlekar.
Klassificering av rörbockare
Alla moderna rörbockare uppfyller följande krav:
- möjligheten att böja sig i en vinkel på upp till 180 grader;
- förmågan att arbeta med rör gjorda av olika material, inklusive aluminium, koppar, stål och polymerkompositioner.
Sådan utrustning, beroende på vilken typ av drivenhet som används, är indelad i följande kategorier:
- Manuella ändringar
, som regel, tillämpas för att arbeta med rör med liten diameter.Enheten drivs av en krage, på vilken en betydande muskelansträngning appliceras. - Hydrauliska modifieringar
är det bästa valet för att arbeta med rör vars diameter inte överstiger 3 tum. Driften av hydrauliska enheter gör att du kan arbeta med rör utan överdriven fysisk ansträngning. Det finns mobila och stationära hydrauliska rörbockare på marknaden. - Elektromekaniska modifieringar
presenteras på marknaden med universella enheter utformade för att utföra böjning med hög precision. Den största fördelen med sådana rörbockare är förmågan att arbeta med tunnväggig valsad metall utan hot om skada.
Enligt böjningsmetoden och arbetsdelens konfiguration kan verktyget vara:
Armborst
, där en utbytbar metallstyrform används som ett deformerande element, som väljs för en viss rördiameter.

Segmentet
, där rullad metall dras av ett speciellt segment som lindar röret runt sig själv.

På bilden - en dornmaskin
Dornov
, där arbete med valsad metall utförs både från utsidan och från insidan av röret. Denna funktion gör att enheten kan användas för att ändra konfigurationen av tunnväggiga rör utan hot om metallbrott eller skrynkling längs innerdiametern.








Rörböjningsteknik
Instruktionen för att ändra konfigurationen av rör med hjälp av en extern fjäder är som följer:
- Fjädern sätts på metall-plast;
- Sedan greppas röret med båda händerna på ett avstånd av 20 cm från fjädern och böjs tills önskad vinkel erhålls;
- Efter att den önskade vinkeln har erhållits roterar fjädern runt sin axel och tas bort.

Användningen av en invändig fjäder är annorlunda genom att anordningen förs in från kanten av röret, där den sedan kan dras ut.
Den böjda änden av röret kan erhållas med en rörbockare. I detta fall är enheten, i enlighet med dess modifiering, konfigurerad till de nödvändiga parametrarna. Därefter förs röret in i mottagningsspalten och anordningen drivs av en eller annan drivenhet.
Enkla sätt att böja rör
Böjd för hand
Misströsta inte om du måste installera en komplex struktur med hjälp av böjda rör, men det finns inget professionellt verktyg tillgängligt. Även om det inte var möjligt att köpa ämnen med önskad böjvinkel i förväg, kan du göra delar för arbetet själv, hemma och med ett minimum av verktyg.
Hur ska man agera? Ta tag i strukturen med händerna, håll den hårt och böj den gradvis. Var försiktig så att du inte skadar delen. Rör dig mjukt, centimeter för centimeter, längs rörets längd. Du måste upprepa manipulationen i 5-6 tillvägagångssätt. Manuellt arbete är inte lämpligt i alla fall, eftersom att böja till exempel ett aluminiumrör är mycket lättare än att göra samma sak med en metallprodukt.
Röret kan böjas och utan rörbockare - för hand
Den manuella metoden är effektiv när man arbetar med rör med en diameter på 16-20 mm. Med ett större snitt kommer processen att sträcka sig och bli mer mödosam, men det är på riktigt.
Använder den heta metoden
Vi kom på aluminium, men hur böjer man ett metallrör på egen hand så att resultatet inte gör en besviken? En gasbrännare löser problemet.
Åtgärdsalgoritm:
- Vi fixerar metallsegmentet i ett skruvstycke.
- Vi värmer upp delen av den framtida böjen.
- När skalan visas, fortsätt till böjning.
Hur vet du när du ska börja jobba? Om materialet är aluminium, håll ett pappersark nära rörets yta. Signalen kommer att vara dess antändning eller uppkomsten av rök. Om annan metall, kommer det uppvärmda området att bli rött.
Observera: uppvärmningsmetoden är inte lämplig för arbete med galvaniserade delar - skador på beläggningen garanteras, beläggningen blir oanvändbar

Uppvärmning är ett effektivt sätt att säkert böja rör
Vi använder fyllmedel - sand och vatten
Användningen av fyllmedel gör det möjligt att böja både det korrugerade röret och aluminiumbitar med stor diameter.
Hur man arbetar med sand:
- vi fyller sanden inuti strukturen, sätter pluggar på rörets ändar (se efter täthet);
- fixa delen i ett skruvstycke;
- vi värmer platsen för böjningen med en lödkolv eller en gasbrännare;
- när området värms upp, böj strukturen med en gummiklubba eller en träklubba, knacka försiktigt på den uppvärmda ytan;
- efter avslutad manipulation tar vi bort pluggarna, tar bort sanden från hålrummen - allt är klart.
Sand skyddar röret från deformation och ojämn böjning.

Se upp för tätheten i förslutningen av rör när du arbetar med sand och vatten
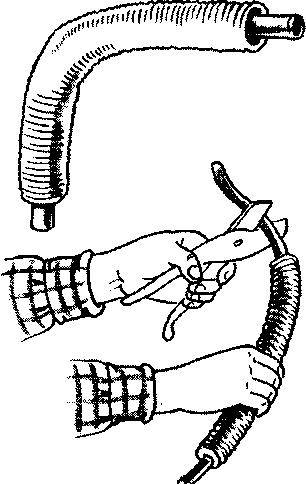
Principen att arbeta med vatten är nästan identisk - vi häller vatten i delen, sätter pluggar. Innan du böjer ett PVC-rör eller en produkt av annat material, låt vattnet frysa (utsätt det för frost eller placera det i ett kylskåp). Vid frysning av vätskan, med translationella rörelser, ger vi strukturen den önskade böjningsradien.
![§ 29. Rörböjning [1980 Makienko N.I. - allmän VVS-kurs]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






Enligt denna princip kan du både böja en plåt i ett rör (endast utan användning av vatten och sand) och ge en böj till själva röret.
Värmebehandlingsmetod

När det gäller metallröret bör din assistent vara en gasbrännare. Vi agerar i etapper.
- Med hjälp av ett skruvstycke fixeras rörets metallsektion.
- Den avsedda delen av böjen värms upp med en gasbrännare.
- Efter uppkomsten av skalan utför vi en böjning.
Det är viktigt att fånga ögonblicket för början av böjen. Om röret är av aluminium är det nödvändigt att ta med ett pappersark till det
Om det lyser eller ryker, då kan du börja. Om röret är gjort av en annan metall, kommer området som rodnat under uppvärmningsprocessen att fungera som en signal. Värmebehandlingsmetoden kan inte användas vid bockning av galvaniserade rör. Höga temperaturer kommer att skada beläggningen och göra beläggningen oanvändbar. Du måste veta att om vi pratar om att böja ett fyrkantigt rör, kan du inte klara dig utan en kraftfull blåslampa eller brännare. Och viktigast av allt, i början av arbetet värms en sådan produkt upp från alla sidor.
Rörböjningsradier
Rörböjningsradier
Rörböjning är en teknisk process, som ett resultat av vilken, under påverkan av yttre belastningar, lutningen på rörets geometriska axel förändras. I detta fall uppstår elastiska och elastiska-plastiska deformationer i metallen i rörväggarna. Dragspänningar uppstår på den yttre delen av kamben och tryckspänningar uppstår på den inre delen. Som ett resultat av dessa påkänningar sträcks rörets yttervägg i förhållande till böjaxeln och den inre väggen komprimeras. I processen att böja röret uppstår en förändring i formen på tvärsnittet - rörets initiala ringformade profil förvandlas till en oval. Den största ovaliteten av sektionen observeras i den centrala delen av cambern och minskar mot början och slutet av cambern.Detta förklaras av att de största drag- och tryckspänningarna under böjning uppstår i den centrala delen av böjen. Ovaliteten av sektionen vid böjningen bör inte överstiga: för rör med en diameter på upp till 19 mm - 15%, för rör med en diameter på 20 mm eller mer - 12,5%. Ovaliteten för sektionen Q i procent bestäms av formeln:
där Dmax, Dmin, Dnom är de maximala, minimala och nominella ytterdiametrarna för rören vid kröken.
Förutom bildandet av ovalitet under böjning, särskilt för tunnväggiga rör, uppträder ibland veck (korrugeringar) på den konkava delen av böjningen. Ovalitet och skrynkling påverkar driften av rörledningen negativt, eftersom de minskar flödesarean, ökar det hydrauliska motståndet och är vanligtvis platsen för igensättning och ökad korrosion av rörledningen.
I enlighet med kraven i Gosgortekhnadzor måste böjningsradier för stålrör, böjar, kompensatorer och andra böjda delar av rörledningar vara minst följande värden:
vid bockning med förfyllning med sand och med uppvärmning - minst 3,5 DH.
vid bockning på rörbockningsmaskiner i kallt tillstånd utan slipning - minst 4DH,
vid böjning med halvkorrugerade veck (på ena sidan) utan sandstoppning, uppvärmd av gasbrännare eller i speciella ugnar - minst 2,5 DH,
för krökta böjar gjorda genom varmdragning eller stämpling, minst en DH.
Det är tillåtet att böja rör med en böjningsradie som är mindre än de som anges i de tre första styckena, om böjningsmetoden garanterar att väggen förtunnas med högst 15 % av den tjocklek som krävs enligt beräkningen.
Följande huvudmetoder för rörbockning används vid röranskaffningsdepåer och anläggningar, såväl som installationsplatser: kallböjning på rörbockningsmaskiner och fixturer, varmbockning på rörbockningsmaskiner med uppvärmning i ugnar eller högfrekventa strömmar, bockning med veck , böjning i varmt sandfyllt tillstånd.
Längden på röret L, nödvändig för att få ett böjt element, bestäms av formeln:
L = 0,0175 Ra + 1,
där R är rörets krökningsradie, mm;
α—rörböjningsvinkel, grader;
l - en rak sektion 100-300 mm lång, nödvändig för att greppa röret under böjning (beroende på utrustningens utformning).
1. Namnge toleranserna för rörsektionens ovalitet.








2. Hur beräknas ovalitet i procent?
3. Vilka bockningsradier tillåts enligt Gosgortekhnadzors krav vid bockning av rör på olika sätt?
4. Hur bestämmer man rörets längd för att få ett böjt element?
Allt material i avsnittet "Rörbearbetning" :
● Rörrengöring och rätning
● Flänsning av rörändar, kopplingar och hål
● Gängning och trådrullning på rör
● Rörböjningsradier
● Kallrörsböjning
● Varmrörsböjning
● Kapning och bearbetning av rörändar
● Bearbetning av icke-järnrör
● Bearbetning av plast- och glasrör
● Förberedelse och revision av beslag
● Tillverkning av packningar i rörverkstäder och verkstäder
● Säkerhetsföreskrifter för rörbearbetning
Hur man arbetar med en rörbockare hemma
Rörbockare kallas speciella mekanismer, som kännetecknas av en annan funktionsprincip. Med deras hjälp realiseras manuell och mekanisk bockning av profil- och rundrör i produktionen eller hemma.
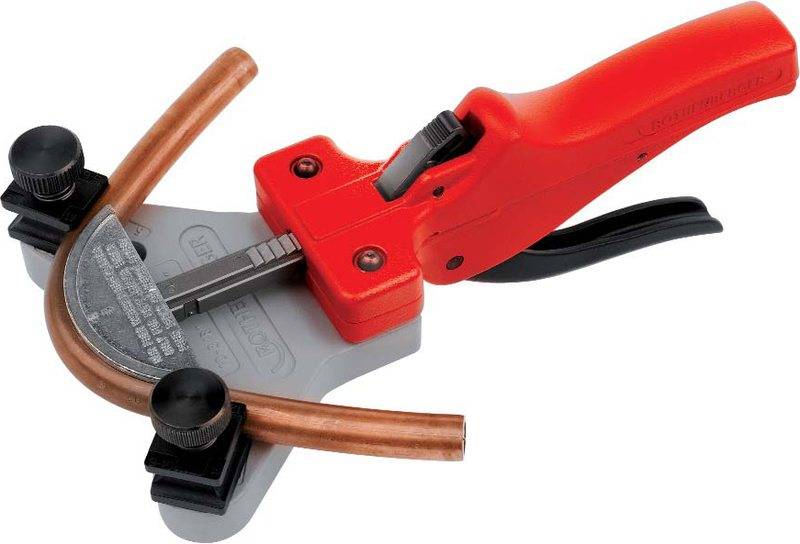
Det finns följande typer av manuella rörbockare som är lämpliga för att böja plast tunnväggiga aluminiumprodukter med liten diameter:
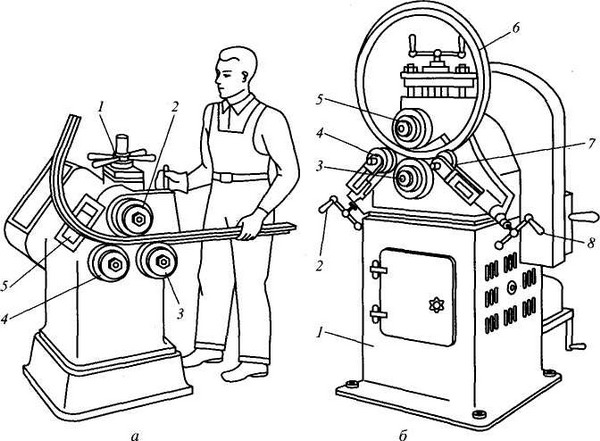
- Spak. Denna mekanism kallas också Volnov-maskinen. För att lägga arbetsstycket ger det en speciell form. Själva böjningsprocessen kräver inte uppvärmning av röret och utförs med hävstång. Formen motsvarar en viss diameter.
- Armborst. Strukturen i vilken arbetsstycket är fixerat är försedd med ett böjningssegment som trycker genom mitten av röret från den sida som är motsatt från ändarna.
- Vår. Innan böjning är röret försett med en fjäder, som läggs inuti produkten. Vidare kan arbetsstycket värmas, eller en kallböjningsmetod kan användas. I slutet av proceduren måste fjädern tas bort.

Med hjälp av maskinböjning är det möjligt att lösa frågan om hur man böjer och hur man rätar ut ett aluminiumrör av olika diametrar och former. Risken för skador minskar till nästan noll.








Dessa mekanismer kan ha en elektromekanisk eller hydraulisk funktionsprincip, vilket garanterar ett exakt resultat av arbetet, enligt de krav som ställs.



