- Kurser för svetsare
- Rörsvetsning
- Misstag av nybörjarsvetsare
- Hur man väljer elektroder för svetsning
- Bågtändning
- Hur man svetsar en söm
- Svetsning av vertikala sömmar
- Hur man svetsar en horisontell söm
- Taksöm
- Säkerhetsföreskrifter för elektrisk svetsning
- Förbereder för svetsning
- Tips: hur du själv lär dig laga mat med elektrisk svetsning
- Manuell bågsvetsteknik. Hur man lagar mat genom svetsning
- Bågsvetsning
- Halvautomatisk metallinertgassvetsning (MIG)
- Verktyg och redskap
- Utrustningstyper
- Verktyg och redskap
- Vanliga rookie misstag
- Typer av svetsmaskiner
- transformator
- växelriktare
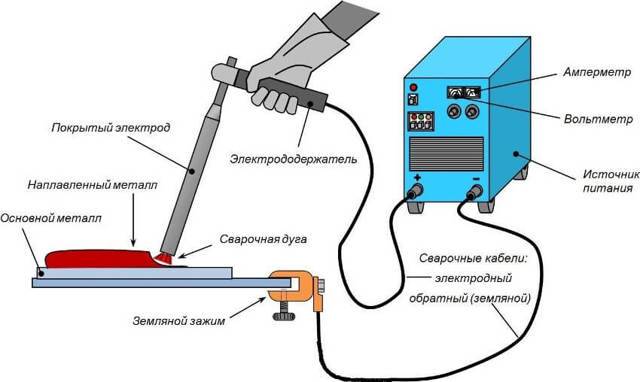
- Elektrisk svetsteknik
- Hur man tänder en båge
- Svetshastighet
Kurser för svetsare
Svetsning kan bemästras i specialkurser. Svetsutbildningen är uppdelad i teori och praktisk utbildning. Du kan studera personligen eller på distans. Kurserna lär ut svetsteknik för nybörjare och annan viktig visdom. Viktigt är möjligheten att lära sig laga mat genom svetsning i praktiska lektioner under ledning av en lärare. Eleverna får en uppfattning om tillgänglig utrustning för svetsning, val av elektroder, säkerhetsregler.
Du kan studera individuellt eller i grupp.Varje alternativ har sina egna fördelar. När du studerar individuellt kan du bara behärska de kunskaper som kan vara användbara i framtiden. Men när man studerar i grupp finns det möjlighet att höra analysen av sina medstudenters misstag och på så sätt skaffa sig ytterligare kunskaper.
Efter att ha slutfört kurserna och godkänt proven som bekräftar de förvärvade kunskaperna och praktiska färdigheterna, utfärdas ett intyg på det godkända provet.
Rörsvetsning
Med elbågsvetsning är det möjligt att göra en horisontell söm som löper runt rörets omkrets och en vertikal som löper på sidan, samt topp- och bottensömmar. Det mest bekväma alternativet är bottensömmen.

Stålrör måste svetsas från ände till ände, samtidigt som alla kanter svetsas längs väggarnas höjd. Under drift måste elektroden installeras i en vinkel på 45 grader - detta görs för att minska inflödet inuti produkterna. Bredden på sömmen ska vara 2-3 mm, höjd - 6-8 mm. Om svetsningen överlappar, är den nödvändiga bredden redan 6-8 mm och höjden är 3 mm.
Omedelbart innan arbetet påbörjas är det nödvändigt att utföra förberedande procedurer:
- Du måste städa upp föremålet.
- Om kanterna på röret är deformerade, rikta in dem eller skär av dem med en vinkelslip eller i en enkel slipmaskin.
- Kanterna där sömmen kommer att passera måste rengöras till en glans.
Efter förberedelserna kan du börja jobba. Det är nödvändigt att svetsa alla leder kontinuerligt, helsvetsning. Rörskarvar med en bredd på upp till 6 mm svetsas i 2 lager, med en bredd på 6–12 mm i 3 lager och med en väggbredd på mer än 19 mm i 4 lager. Huvuddraget är den ständiga rengöringen av rör från slagg, d.v.s.efter varje färdigt lager är det nödvändigt att rengöra det från slagg och först sedan laga en ny. Särskild försiktighet måste iakttas när du arbetar med den första sömmen, det är nödvändigt att smälta all matthet och kanter. Det första lagret kontrolleras noggrant för sprickor, om de finns måste de smältas eller skäras ner och svetsas på igen.
Alla efterföljande lager svetsas genom att långsamt vrida röret. Det sista lagret svetsas med en mjuk övergång till basmetallen.
Misstag av nybörjarsvetsare
För att lära dig att laga mat med elektrisk svetsning måste du överväga de viktigaste misstagen som nybörjare gör:
- Flytta elektroden för snabbt, vilket resulterar i en ojämn söm.
- För långsam rörelse av sömmen, medan hål och brännskador bildas i metallen.
- För ojämn och platt söm. Huvudfelet här är i elektrodens vinkel.
- Metallfel. Detta beror på att 5 mm gapet mellan metallen och elektroden inte respekterades, dvs. gapet var för litet.
- Annars, när gapet är för stort, kokar inte metallen igenom.
Alla ovanstående fel är bara de mest grova. Det finns många fler nyanser som bara kan förstås med erfarenhet.
Vid svetsning av tunnväggig metall eller profiler krävs en noggrann inställning till arbetet. Tunna delar kan svetsas genom att applicera en rengjord elektrod och svetsa direkt ovanpå den.
Svetsning på icke-järnmetaller är slående annorlunda, eftersom det kräver andra elektroder. En speciell skyddsmiljö behövs också. Nu kan du köpa universella enheter som lagar nästan vilken metall som helst.
Det finns också halvautomatiska enheter för att arbeta med tunnväggiga metaller.Dess väsen ligger i avsättningen av en speciell tråd.
Hur man väljer elektroder för svetsning
En elektrod är en metallstav som gör att du kan leda ström till arbetsstycket som ska svetsas. Det finns olika märken av elektroder, men för svetsning stål lämpliga konventionella elektroder för växelriktaren, med en diameter på 3 mm. Ju tjockare metall, desto större diameter bör elektroderna för svetsning väljas.

Det är mycket viktigt att elektroderna för svetsutbildning är av hög kvalitet och, naturligtvis, torra. När du använder fuktiga elektroder är det mycket svårt även för en erfaren svetsare att träffa ljusbågen och hålla den i ett stabilt tillstånd.
Därför, om du bestämmer dig för att lära dig att svetsa, bör du endast använda högkvalitativa förbrukningsvaror för dessa ändamål.
Bågtändning
Sedan måste du slå på omriktaren. Denna enklaste procedur för elektrisk svetsning utförs genom att slå på vippströmbrytaren. Det aktuella värdet bör ställas in med en regulator, som är lätt att se på enhetens frontpanel. För den valda elektroden är en ström på 100 A lämplig. Sänk masken och fortsätt.

Först och främst måste du räkna ut skickligheten att tända bågen. Med den nya elektroden görs detta genom att helt enkelt svepa den över delen. Kom ihåg hur du tänder tändstickor. Om elektroden redan användes måste de knacka på metallytan. Det händer att elektroden i händerna på nybörjare fastnar på metallen. Detta korrigeras enkelt genom att kraftigt luta elektroden åt sidan. Om det inte gick att riva av måste du stänga av växelriktaren. Då kommer stickpunkterna att försvinna av sig själva.





Den antända elektroden bildar en svetsbåge. För att underhålla det måste du lära dig hur du håller ett avstånd till metallen på 3-5 mm.När man närmar sig kan en kortslutning uppstå, åtföljd av fastsättning. När du flyttar bort kommer bågen att försvinna.
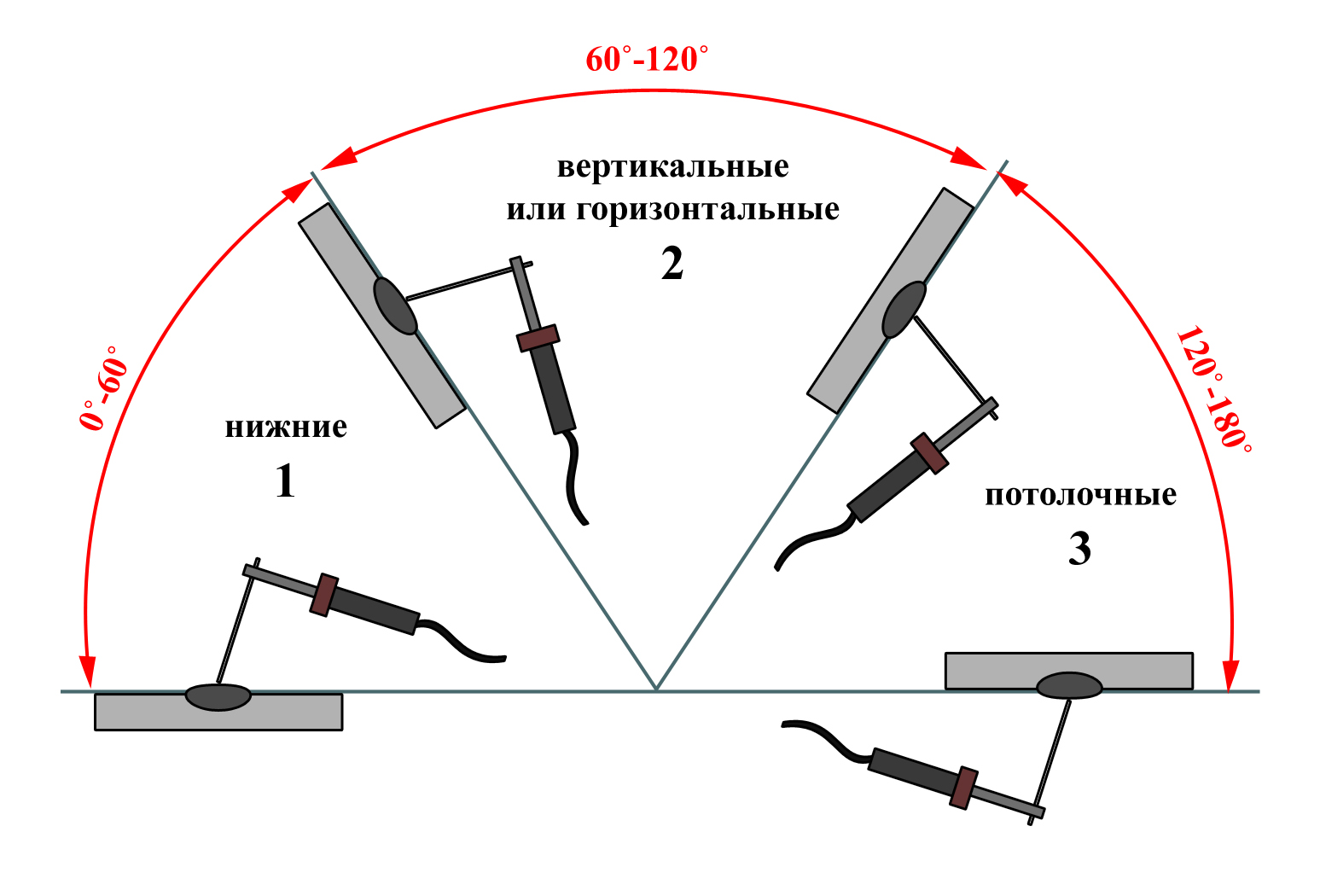
Hur man svetsar en söm
Vid svetsning i det nedre läget uppstår inga svårigheter även för en nybörjare. Men alla andra bestämmelser kräver kunskap om teknik. Varje position har sina egna rekommendationer. Tekniken för att göra svetsar av varje typ diskuteras nedan.
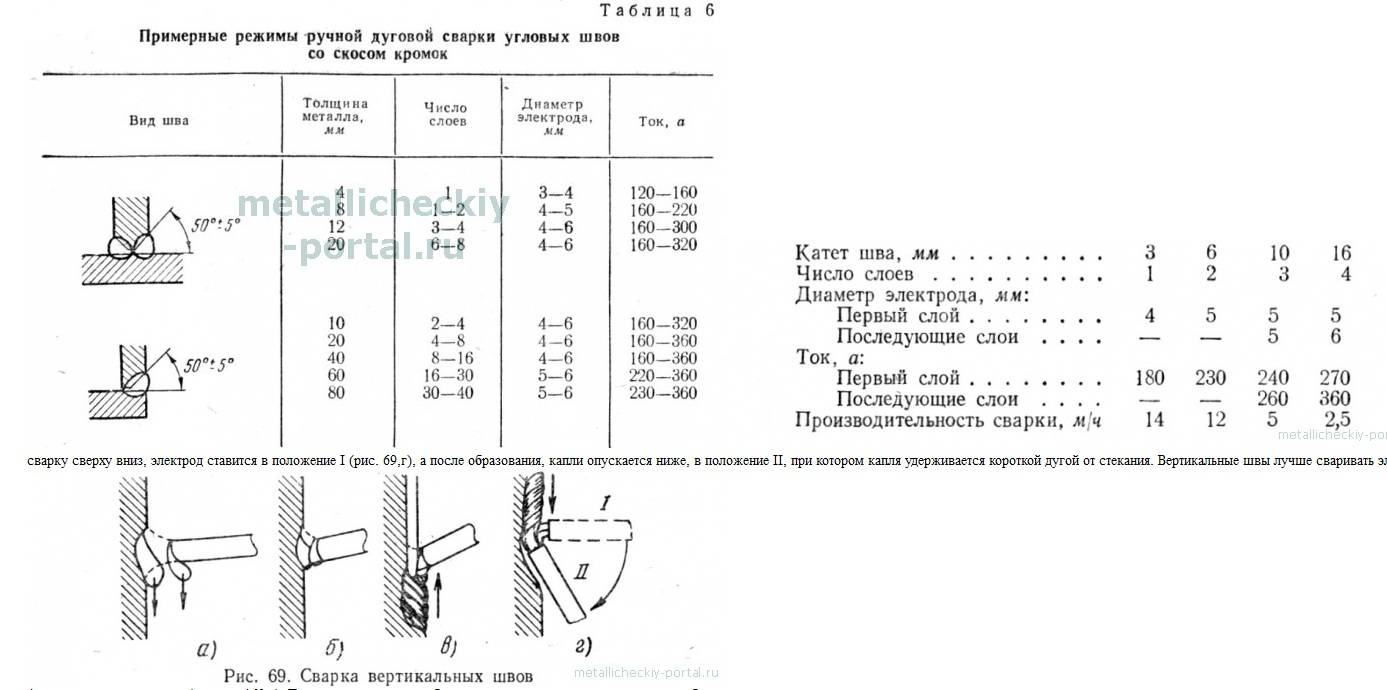
Svetsning av vertikala sömmar
Under svetsning av delar i vertikalt läge, glider den smälta metallen ned under inverkan av tyngdkraften. För att förhindra att droppar lossnar används en kortare båge (spetsen på elektroden är närmare svetsbadet). Vissa hantverkare, om elektroderna tillåter (fastnar inte), lutar dem vanligtvis på delen.
Metallberedning (spårning) utförs i enlighet med typen av fog och tjockleken på de delar som ska svetsas. Sedan fixeras de i ett förutbestämt läge, anslutna till ett steg på flera centimeter med korta tvärgående sömmar - "tack". Dessa sömmar tillåter inte delarna att röra sig.
En vertikal söm kan svetsas uppifrån och ner eller från botten till toppen. Det är bekvämare att arbeta nerifrån och upp: så här trycker bågen svetsbadet uppåt och förhindrar att den sänks ner. Detta gör det lättare att göra en kvalitetssöm.
Hur man svetsar en vertikal söm nerifrån och upp: elektrodens position och möjliga rörelser
Den här videon visar hur man korrekt svetsar en vertikal söm genom elektrisk svetsning med elektrodens rörelse från botten till toppen utan separation. Kortrullstekniken demonstreras också. I detta fall sker elektrodens rörelser endast upp och ner, utan horisontell förskjutning, sömmen är nästan platt.
Det är möjligt att ansluta delar i vertikalt läge med en bågseparation. För nybörjarsvetsare kan detta vara bekvämare: under separeringstiden har metallen tid att svalna. Med denna metod kan du till och med vila elektroden på hyllan av den svetsade kratern. Det är lättare. Rörelsemönstret är nästan detsamma som utan paus: från sida till sida, med öglor eller en "kort rulle" - upp och ner.
Hur man lagar en vertikal söm med ett gap, se nästa video. Samma videohandledning visar effekten av strömstyrka på sömmens form. Generellt sett bör strömmen vara 5-10 A mindre än vad som rekommenderas för en given typ av elektrod och metalltjocklek. Men som visas i videon är detta inte alltid sant och bestäms experimentellt.
Ibland svetsas en vertikal söm uppifrån och ner. I detta fall, när du startar ljusbågen, håll elektroden vinkelrätt mot ytorna som ska svetsas. Efter tändning i detta läge, värm metallen, sänk sedan ned elektroden och laga mat i detta läge. Att svetsa en vertikal söm uppifrån och ner är inte särskilt bekvämt, det kräver bra kontroll av svetsbadet, men på så sätt kan man uppnå bra resultat.
Hur man svetsar en vertikal söm genom elektrisk svetsning uppifrån och ned: elektrodens position och spetsens rörelse
Hur man svetsar en horisontell söm
En horisontell söm på ett vertikalt plan kan utföras både från höger till vänster och från vänster till höger. Det är ingen skillnad, för vem det är bekvämare, han lagar mat så. Som när man svetsar en vertikal söm, tenderar badet att gå ner. Därför är lutningsvinkeln för elektroden ganska stor. Den väljs beroende på rörelsehastigheten och aktuella parametrar.Huvudsaken är att badet håller sig på plats.
Svetsning av horisontella sömmar: elektrodposition och rörelser
Om metallen rinner ner, öka rörelsehastigheten, värm upp metallen mindre. Ett annat sätt är att göra bågbrytningar. Under dessa korta intervaller svalnar metallen lite och rinner inte av. Du kan också minska strömmen lite. Endast alla dessa åtgärder tillämpas i etapper, och inte alla på en gång.
Videon nedan visar hur man korrekt svetsar metall i horisontellt läge. Den andra delen av videon om vertikala sömmar.
Taksöm
Denna typ av svetsfog är den svåraste. Kräver hög skicklighet och god kontroll av svetsbadet. För att utföra denna söm hålls elektroden i rät vinkel mot taket. Bågen är kort, rörelsehastigheten är konstant. Utför huvudsakligen cirkulära rörelser som expanderar sömmen.








Säkerhetsföreskrifter för elektrisk svetsning
Elektrisk svetsning av metall åtföljs inte bara av utsläpp av värme, gnistor etc. Om den hanteras felaktigt kan du lätt få en elektrisk stöt.
Innan du tar tag i elektrodhållaren för första gången måste du därför uppfylla ett antal av följande krav:
- Skydda dina ögon. För dessa ändamål finns det speciella masker för svetsare eller deras föregångare, sköldar med ljusfilter;
- Se till att arbeta i overall, den måste vara gjord av obrännbart material, armar och ben måste täckas;
- Använd gummerade skor och handskar, svetsleggings. På så sätt minimerar du risken för elektriska stötar.
Vi får inte glömma att elsvetsning bland annat också är farlig vid elchock. Därför är det omöjligt att laga mat genom att svetsa på gatan när det till och med regnar lätt. Du kan inte heller laga mat i behållare från bränsle, gas etc.Bär alltid gummerad overall för att skydda dina armar och ben.

Idag, för hushållssvetsning, används växelriktare oftast. Dessa är lätta och mobila enheter som kan svetsa stål, gjutjärn och rostfritt stål.
Förbereder för svetsning
Elsvetsutbildning är en praktisk process som kräver viss träning. Först och främst måste du ta hand om säkerheten. Svetsarens arbete är ganska farligt:
- Möjlighet för brännskador från stänk av smält metall;
- Förgiftning med giftiga sekret vid höga temperaturer;
- Möjlighet för elektrisk stöt;
- Ögonskada om skyddsglasögon inte bärs.

Rätt val av utrustning och utrustning för elektrisk svetsning är nyckeln till en säker process. För svetsarbete behöver du:
Kostym gjord av tätt tyg, helt täcker kroppen, armar och ben;
Specialglasögon kan användas för att skydda ögonen, men vi rekommenderar att vara uppmärksam på masker. De kommer också att skydda ansiktet och är säkrare i svetsprocessen;
Kvalitetsutrustning för svetsning;
elektroder;
En hink med vatten för att eliminera eventuella bränder;
Rätt plats för svetsning
Det är att föredra att vistas utomhus och ta bort alla närliggande brännbara föremål.
Den moderna marknaden representerar ett brett urval av elektriska svetsmaskiner, vars variation kommer ner till tre huvudtyper:
- En transformator som omvandlar växelström för svetsning. Denna typ av svetsmaskin ger ofta ingen stabil ljusbåge utan äter upp mycket spänning;
- Likriktaren omvandlas till likström från konsumentnätet.Dessa enheter gör det möjligt att erhålla en elektrisk ljusbåge med hög stabilitet;
- Växelriktaren låter dig omvandla strömmen från hushållsnätet till likström för svetsning. Dessa enheter kännetecknas av enkel ljusbågtändning och hög produktivitet.
Svetsning för nybörjare: videohandledningar - titta på och lär dig nyanserna.
Nybörjare rekommenderas att välja elektroder som solida stavar som är belagda med en förbrukningsbar sammansättning. Med sådana elektroder blir det lättare för en nybörjarsvetsare att göra en jämn söm. Storleken på stavarna för en nybörjare är 3 mm.
Tips: hur du själv lär dig laga mat med elektrisk svetsning
Det är fullt möjligt att svetsa en metallstruktur på egen hand på 1 dag om du vet hur många elektroder som krävs, vilka du behöver använda och förutsatt att produkten inte är för stor.
Och vad mer du behöver tänka på för att lära dig att laga mat på egen hand:
Det är viktigt för en svetsare att inte bara arbeta korrekt, utan också att lära sig grunderna, i synnerhet vilket arbetssätt som krävs för ett visst material, eftersom metallen kan vara stål, legeringar eller tyger som färgen på mets .
Var noga med att studera metoderna med vilka du kan göra en specifik söm.
Det är nödvändigt att korrekt närma sig valet av elektroder och svetstråd.
Om det från början inte krävs för att bli en professionell av högsta kategori, kan du lära dig svetsning själv om du tittar på videohandledningar, ritningar med sömmar och också studerar råd från proffs. Utbildningen kommer att vara lång, men möjligen produktiv, särskilt om du gradvis försöker producera sömmar, vilket ökar mängden arbetslivserfarenhet.

Många föredrar att använda en resant, eftersom tekniken tål långvariga belastningar, vilket gör att du snabbt kan avsluta ärendet. Vid de första försöken att arbeta med svetsning är det bättre att använda en riktig växelriktare, och först då, med stor erfarenhet, är det möjligt med vilken annan enhet som helst. När det gäller elektroderna är det lämpligt att välja "3". De är lätta att använda, och viktigast av allt, de överbelastar inte elnätet.
I allmänhet är svetsutrustning indelad i typer - transformator, likriktare, växelriktare. Varför är populariteten kvar bakom växelriktare? De är kompakta, lätta och mycket lätta att hantera för en nybörjare. Vid de första stegen för att lära sig svetsning är det värt att ta enklare typer av metall och helst jämna element för att inte komplicera uppgiften.






Innan du svetsar måste du förbereda:
- hink med vatten;
- Hammare för att kärna slagg;
- järnborste;
- En mask som skyddar ansiktet och halsområdet;
- Handskar gjorda av speciellt tyg impregnerade med en komposition för att förhindra antändning och utbrändhet av duken;
- Specialkläder med långa ärmar.
Glöm inte att den svetsade verksamheten är en brandrisk, och därför är det strängt förbjudet att vara i närheten av brännbara eller brandfarliga föremål för att utesluta allvarliga konsekvenser.
Manuell bågsvetsteknik. Hur man lagar mat genom svetsning
Innan jag går vidare till praktiska övningar vill jag återigen påminna dig om säkerhetsåtgärder. Inga arbetsbänkar av trä och brännbara material i närheten av arbetsplatsen. Se till att sätta en behållare med vatten på arbetsplatsen. Var uppmärksam på brandrisken.
För att ta reda på hur man korrekt svetsar genom svetsning, presenterar vi detaljerade instruktioner och en video av svetsprocessen.
Försök först att slå i bågen och håll den under den tid som krävs. För att göra detta, följ våra råd:
- Med hjälp av en metallborste är det nödvändigt att rengöra ytorna på de delar som ska svetsas från smuts och rost. Vid behov anpassas deras kanter till varandra.
- Det är bäst att lära sig att laga mat genom elektrisk svetsning korrekt med likström, så anslut den "positiva" terminalen till delen, installera elektroden i klämman och ställ in den nödvändiga strömstyrkan på svetsmaskinen.
- Luta elektroden i förhållande till arbetsstycket i en vinkel på cirka 60° och för den långsamt över metallytan. Om gnistor uppstår, lyft änden av stången 5 mm för att tända ljusbågen. Du kanske misslyckades med att få gnistor på grund av ett lager av beläggning eller slagg på kanten av elektroden. I det här fallet, knacka på delen med spetsen av elektroden, som föreslås i videon om hur man korrekt svetsar med elektrisk svetsning. Den framträdande bågen bibehålls med ett 5 mm svetsgap under hela svetsprocessen.
- Om ljusbågen lyser mycket motvilligt och elektroden fastnar på metallytan hela tiden, öka strömmen med 10-20 A. Om elektroden fastnar, skaka hållaren från sida till sida, eventuellt med våld.
- Kom ihåg att staven kommer att brinna ut hela tiden, så att endast hålla ett gap på 3-5 mm gör att du kan hålla en stabil båge.
Efter att ha lärt dig att slå en båge, försök att långsamt flytta elektroden mot dig själv samtidigt som du gör rörelser med en amplitud på 3-5 mm från sida till sida.Försök att rikta smältan från periferin mot mitten av svetsbadet. Efter att ha svetsat en ca 5 cm lång söm, ta bort elektroden och låt delarna svalna, slå sedan med en hammare i korsningen för att slå ner slaggen. Den korrekta sömmen har en monolitisk vågig struktur utan kratrar och inhomogeniteter.
Sömmens renhet beror direkt på bågens storlek och elektrodens korrekta rörelse under svetsning. Se en video om hur man lagar mat genom svetsning, filmad med skyddsfilter. I sådana videor kan du tydligt se hur man bibehåller bågen och flyttar elektroden för att få en högkvalitativ söm. Vi kan ge följande rekommendationer:
- Den erforderliga längden på bågen upprätthålls av stavens translationsrörelse längs axeln. Under smältning minskar elektrodens längd, så det är nödvändigt att ständigt föra hållaren med stången närmare delen och observera det nödvändiga spelet. Detta är vad som betonas i många videor om hur man lär sig att laga mat.
- Längsgående rörelse av elektroden skapar en avsättning av den så kallade filamentvalsen, vars bredd vanligtvis är 2-3 mm större än stavens diameter, och tjockleken beror på rörelsehastigheten och strömstyrkan. Gängvalsen är en riktig smal svets.
- För att öka sömmens bredd flyttas elektroden över sin linje och utför oscillerande fram- och återgående rörelser. Svetsens bredd kommer att bero på storleken på deras amplitud, så storleken på amplituden bestäms baserat på specifika förhållanden.
Svetsprocessen använder en kombination av dessa tre rörelser för att bilda en komplex bana.
Efter att ha granskat videon om hur man svetsar med elektrisk svetsning och har studerat diagrammen för sådana banor, kan du ta reda på vilka av dem som kan användas för överlappning eller stumsvetsning, med vertikalt eller takarrangemang av delar, etc.
Under drift kommer elektroden att smälta helt förr eller senare. I detta fall stoppas svetsningen och stången i hållaren byts ut. För att fortsätta arbetet slås slagg ner och en båge sätts i brand på ett avstånd av 12 mm från kratern som bildas i slutet av sömmen. Sedan smälts änden av den gamla sömmen med en ny elektrod och arbetet fortsätter.
Bågsvetsning
Manuell bågsvetsning används i stor utsträckning inom alla sektorer av den nationella ekonomin och i vardagen för att sammanfoga element i metallkonstruktioner. Dess utmärkande egenskaper i jämförelse med andra typer av svetsfogar är:
- Den relativt låga kostnaden för svetsmaskinen och förbrukningsvaror, som är elektroderna.
- Att erhålla högkvalitativa svetsfogar av vanliga metallkvaliteter, inklusive rostfria legeringar.
- Möjligheten att utföra svetsarbete på många svåråtkomliga platser - detta underlättas av den låga vikten och lättheten att ansluta utrustningen till el.

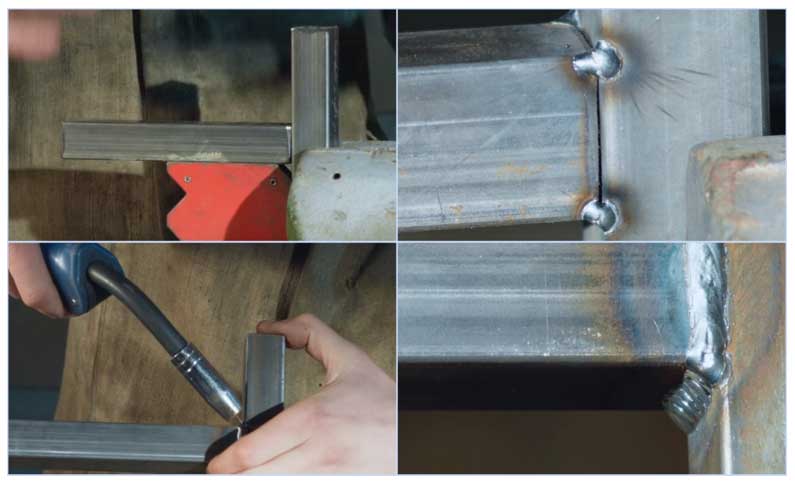
Ris. 7 Svetsning av ett tunt profilrör - typ av sömmar
Att utföra arbete med elektrisk bågsvetsning består av följande steg:
- Ändarna på rören är förberedda för svetsning, för detta rengörs de från rost, varefter ämnena ställs in på erforderligt avstånd för att fylla sömmen med metall från den smälta elektroden, ofta används speciella anordningar för detta.
- Svetsmaskinen slås på, ställer in den erforderliga strömmen enligt den inbyggda indikatorn, elektroden sätts in i hållaren som är ansluten till svetsmaskinen, den andra änden är fixerad på röret.
- Placeringen av delarna som ska svetsas i förhållande till varandra fixeras genom punktsvetsning (stift), varefter elektrisk svetsning utförs med skyddskläder, en mask och handskar från svetsaren.
- I slutet av arbetet slås skalan ner och sömmen rengörs med en metallborste.
Halvautomatisk metallinertgassvetsning (MIG)
Tack vare modern teknik har det blivit möjligt att svetsa profilprodukter på det enklaste sättet i hushållsförhållanden, vilket inte kräver mycket erfarenhet och många års utbildning som svetsare.
Ris. 8 Hur MIG fungerar
Halvautomatisk inertgassvetsning (MIG) är ett evolutionärt steg i utvecklingen av konventionell bågsvetsning, i jämförelse med vilken den har följande fördelar:
- Istället för en elektrod matas en speciell tråd med en diameter på 0,6 till 1,2 mm automatiskt in i svetsbadet genom brännaren, lindas till rullar - detta automatiserar processen och minskar tiden för att byta elektroder.
- Tillsammans med tråden tillförs en inert gas (vanligtvis en blandning av koldioxid och argon) till brännaren genom svetshylsan - detta förhindrar slaggbildning och förbättrar svetskvaliteten.
Tack vare denna teknik har halvautomatisk svetsning följande fördelar jämfört med elektriska ljusbågsmaskiner:
- Gör att du kan svetsa tunna arbetsstycken med en tjocklek på 0,5 mm.
- Kokar stål, rostfritt stål, gjutjärn, aluminium och icke-järnmetaller.
- När man utför arbete finns det ingen slagg och det finns praktiskt taget ingen rök - detta är mindre skadligt för hälsan, förbättrar kvaliteten på sömmen jämfört med elektriska bågemetoder.
Nackdelarna med MIG inkluderar skrymmande (kräver en massiv gasflaska och ett trådförsörjningssystem till brännaren) och omöjligheten att arbeta i starka vindar som blåser gas ut ur svetszonen.
Ris. 9 Svetsning av tunnväggiga profilrör i inertgasmiljö
Verktyg och redskap
Tekniken för manuell bågsvetsning är relativt enkel och utförs med hjälp av specialiserad utrustning och elektroder. Du behöver också hjälpverktyg och skyddsutrustning.





Utrustningstyper
Det finns tre typer av enheter som kan användas för gör-det-själv bågsvetsning:
- transformatorer. Principen för drift av sådana enheter är baserad på växelström. Det bör noteras att de är ganska tunga, kan orsaka plötsliga förändringar i spänningen i det allmänna elektriska nätverket och är mycket bullriga. Det är ganska svårt att göra en jämn söm på en transformator, bara erfarna svetsare kan göra det. Men om nybörjare är utbildade i bågsvetsning med hjälp av en transformator, blir det mycket lättare att arbeta med annan utrustning;
- likriktare. Driften av enheterna tillhandahålls av halvledardioder. Enheter av denna typ omvandlar växelström till likström. Dessa är mångsidiga enheter. Nästan alla elektroder är lämpliga för dem och svetsning kan utföras på olika metaller. Jämfört med en transformator är svetsprocessen mycket lättare och bågstabiliteten bibehålls;
- växelriktare. De arbetar nästan tyst. Lätt att använda tack vare kompakthet och automatiskt justeringssystem.Under drift producerar enheten en högeffektslikström genom att omvandla växelströmmen.
Bland alla enheter anses växelriktare vara de bästa. De skapar en stabil ljusbåge även under strömstötar och är multifunktionella.
Verktyg och redskap
Innan du svetsar med elektrisk bågsvetsning måste du först förbereda personlig skyddsutrustning och verktyg:
- apparater för svetsning och elektroder till den. De som bara lär sig svetsfärdigheter bör förbereda fler elektroder;
- hjälpverktyg. Bågsvetstekniken innebär avlägsnande av slaggen som har uppstått under svetsning, och för detta behöver du en hammare och en borste för metall;
- skyddskläder. Börja inte svetsa utan en speciell mask, handskar och skyddskläder gjorda av täta material. Det är inte värt att försumma sådana medel, eftersom mänsklig säkerhet beror på dem.
Om du arbetar med enheten för första gången och vill lära dig hur man svetsar ordentligt genom manuell bågsvetsning, rekommenderas det att förbereda träningsmetallelement.
Vanliga rookie misstag
Schema för bågsvetsning.
Det är vanligt att nybörjarsvetsare gör misstag relaterade till okunskap om grunderna angående användning av svetsutrustning. Till exempel kanske nybörjare inte vet hur man väljer rätt polaritet för svetsning med en växelriktare, vilket kommer att leda till dålig anslutningsbildning eller till och med genombränning av delen.
Följande huvudsakliga misstag kan särskiljas:
- försummelse av säkerhetsåtgärder;
- fel val av svetsmaskin;
- användningen av lågkvalitativa eller oförberedda elektroder;
- arbeta utan provsömmar.
För nybörjare bör en funktion noteras separat om du tillagar Resant genom svetsning. Denna utrustning är mycket populär, men den har korta anslutningskablar, vilket kan vara obekvämt att använda.
Typer av svetsmaskiner
Det finns ett stort antal modeller av svetsmaskiner av olika slag på marknaden.
Av alla deras variationer:
- transformatorer;
- likriktare;
- växelriktare;
- halvautomatisk;
- automatiska maskiner;
- plasma;
I en hemverkstad används transformatorer oftast på grund av deras billighet och växelriktare på grund av deras enkelhet och användarvänlighet. Resten kräver antingen särskilda villkor för arbete, som endast kan uppnås i produktionen, eller särskild utbildning och långsiktigt förvärv av kompetens.
transformator
Enheten för sådana enheter är extremt enkel - det är en kraftfull nedtrappningstransformator, i vars sekundära lindning en fungerande elektrisk krets ingår.

transformator svetsmaskin
Fördelar med transformator:
- anspråkslöshet;
- överlevnadsförmåga;
- enkelhet;
- billighet.
Brister
- mycket stor vikt och dimensioner;
- låg bågstabilitet;
- arbeta med växelström;
- orsakar strömstörningar.
En sådan anordning kräver skicklighet och lång erfarenhet från svetsaren. För att lära en nybörjare hur man svetsar ordentligt är det inte lämpligt.
växelriktare
Växelriktarapparaten har en mycket mer komplex design. Växelriktarenheten konverterar upprepade gånger den ingående nätspänningen, vilket bringar dess parametrar till de nödvändiga. På grund av omvandlingen av högfrekvent ström är transformatorns dimensioner och vikt många gånger mindre.

växelriktare
Fördelar med växelriktaren:
- låg vikt och dimensioner;
- stabiliserad spänning och ström i kretsen;
- ytterligare funktioner för anti-stickning och varmstart;
- förmågan att finjustera ström- och bågparametrarna;
- orsakar inte spänningsstötar i matningsnätet.
Växelriktaren har också nackdelar:
- högt pris;
- låg frostbeständighet.
Att lära sig att laga mat på rätt sätt är bäst att börja med en inverter. Stabiliteten hos bågparametrarna och ytterligare funktioner som gör det lättare att starta och förhindra "stickning" gör att nybörjaren kan fokusera på sömmen och snabbt bemästra tekniken.

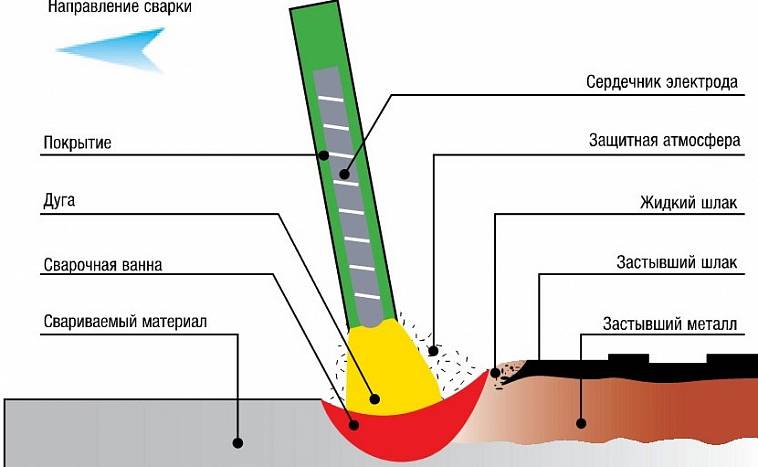


Elektrisk svetsteknik
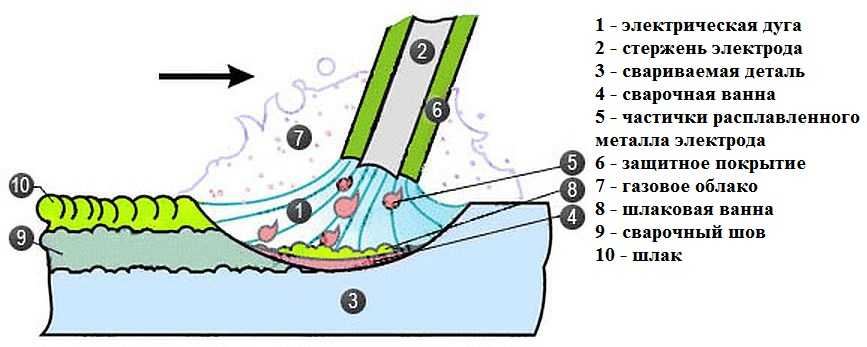
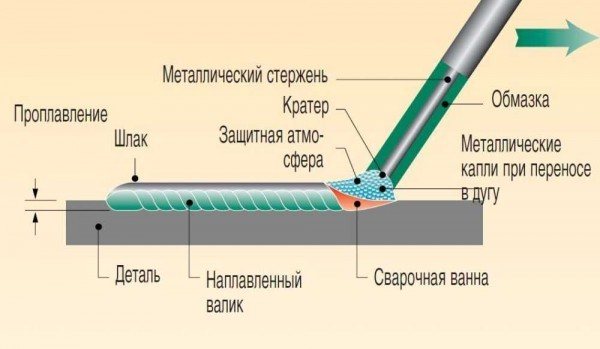
Elektrisk svetsning är en process som sker under inverkan av höga temperaturer, över smältningen av metallen. Som ett resultat av svetsning bildas en så kallad svetsbassäng på metallytan, som fylls med en smält elektrod och bildar därmed en svets.
Därför är huvudvillkoren för genomförandet av elektrisk svetsning att antända elektrodbågen, smälta metallen på arbetsstyckena som ska svetsas och fylla svetspoolen med den. Det verkar i all enkelhet vara väldigt svårt för en oförberedd person att göra detta. Först måste du förstå hur snabbt elektroden brinner, och detta beror på dess diameter och strömstyrka, och även kunna särskilja slagg under metallsvetsning.
Dessutom är det nödvändigt att upprätthålla en enhetlig hastighet och korrekt rörelse av elektroden under svetsning (från sida till sida), så att svetsen är jämn och pålitlig, kan motstå brottbelastningar.
Hur man tänder en båge
Början av utvecklingen av elektrisk svetsning bör vara med rätt tändning av bågen.Träning görs bäst på en onödig metallbit, men den bör inte vara rostig, eftersom detta kommer att komplicera uppgiften allvarligt och kan förvirra en nybörjarsvetsare.
Det finns två enkla sätt att starta en båge:
- Genom att snabbt röra elektroden på arbetsstyckets yta och sedan dra upp den till ett avstånd av 2-3 mm. Om du lyfter elektroden från metallen ovanför kan ljusbågen försvinna eller bli för instabil;
- Slå elektroden på ytan av arbetsstycket som ska svetsas, som om du tände en tändsticka. Det är nödvändigt att röra metallen med spetsen på elektroden och dra den 2-3 cm över ytan (mot svetsplatsen) tills bågen antänds.
Den andra metoden för tändning av bågen är bäst lämpad för nybörjare elektriska svetsare, eftersom det är det enklaste. Kortsiktig vägledning om metall värmer också upp elektroden, och då blir det mycket lättare att laga mat med den.
Efter antändning av bågen bör den hållas så nära arbetsstyckets yta som möjligt, på ett avstånd av högst 0,5 cm. Dessutom måste detta avstånd hållas ungefär detsamma hela tiden, annars kommer svetsen att vara ful och ojämn.
Svetshastighet
Elektrodens hastighet beror på tjockleken på metallen som svetsas. Följaktligen, ju tunnare den är, desto snabbare är svetshastigheten och vice versa. Erfarenhet av detta kommer med tiden, när du lär dig hur man tänder en båge och börjar laga mat mer eller mindre. Bilderna nedan visar illustrativa exempel genom vilka du kan förstå med vilken hastighet svetsningen utfördes.
Om långsamt visar sig svetssömmen vara tjock och dess kanter är starkt smälta.Om elektroden tvärtom drivs för snabbt, är sömmen svag och tunn, såväl som ojämn. Vid rätt svetshastighet fyller metallen svetsbadet helt.
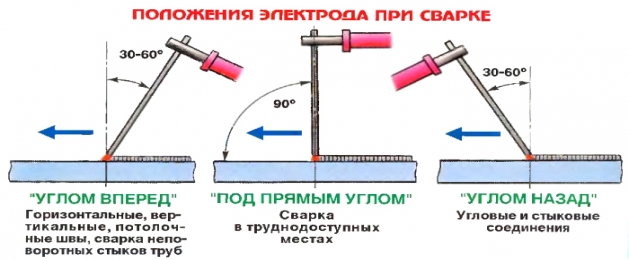
Dessutom, när du övar svetsning, måste du övervaka elektrodens korrekta vinkel i förhållande till metallytan. Vinkeln ska vara cirka 70 grader och kan ändras vid behov. Under bildningen av svetsen kan elektrodens rörelse vara longitudinell, translationell och oscillerande, från sida till sida.
Var och en av dessa elektrodledande tekniker låter dig uppnå önskad söm, minska eller öka dess bredd och även ändra några andra parametrar.