
- Ortofosforsyra för flux
- Schematiskt diagram av enheten
- Vad är kolofonium till för?
- Batterilödningsanordning
- Befogenheter och uppgifter
- Första stegen: förbereda handtagskroppen för den framtida lödkolven
- Förberedelse av spår för matningsledningen
- Fluxval
- Vad kan ersätta lödsyra?
- Instruktioner för tätning av små hål
- Grundläggande driftprocedurer
- Funktioner av lödmetaller
- Möjliga funktionsfel
- En viktig detalj är lödkolvspetsen
- Lödningsförmåga
- Slutmontering av 12V lödkolven
- Träning
- arbetsplats
- Att välja en lödkolv med kraft
- Lödkolv för att fungera
- Delar för lödning
- Lödning av sur fosfor
- Förberedande skede
- Typer av lödningsoperationer
Ortofosforsyra för flux
Den andra vanliga typen av lödsyra är fosforsyra, H3PO4. Det tar också idealiskt bort oxidfilmen från metallytor och förhindrar att den förnyas.
Referens: H3PO4 (ortofosforsyra) är en komponent i många anti-korrosionsföreningar för metallbearbetning.
För att utföra högkvalitativ lödning av nickel- eller kromelement används en sådan syra outspädd. Samtidigt innehåller kompositionen som framställs med dess användning 1/3 av etanol eller etylalkohol.
VIKTIGT ATT VETA: Teknik och egenskaper hos titansvetsning
Andelen fosforsyra tas 32%, och 6% faller på kolofonium.
Mycket ofta kombineras H3PO4 med zinkklorid, medan dess massa i det färdiga flussmedlet kan nå 50%.
Användningen av fosforsyra är inte begränsad till lödning av nickellegeringar, den används för att ansluta element gjorda av rostfritt stål, koppar, aluminium och låglegerat stål.
Ortofosforsyra är en komponent i det klassiska aktiva flödet "F-38 N", vars användning gör det möjligt att löda kopparlegeringar och ren koppar, olika stål och kromnickellegeringar.
"F-38 N" är ett utmärkt alternativ för att utföra arbetsflödet på svåråtkomliga platser, den har förmågan att skydda lödda element från korrosion.
Video:
Beståndsdelarna i "F-38 N" är: saltsyra dietylamin och 25 % fosforsyra.
Ortofosforlödningskomposition karakteriseras som brand- och explosionssäker
Samtidigt rekommenderas det att förvara och använda produkten med alla försiktighetsåtgärder.
Vid kontakt med huden, tvätta den i minst 10 minuter under rinnande vatten.
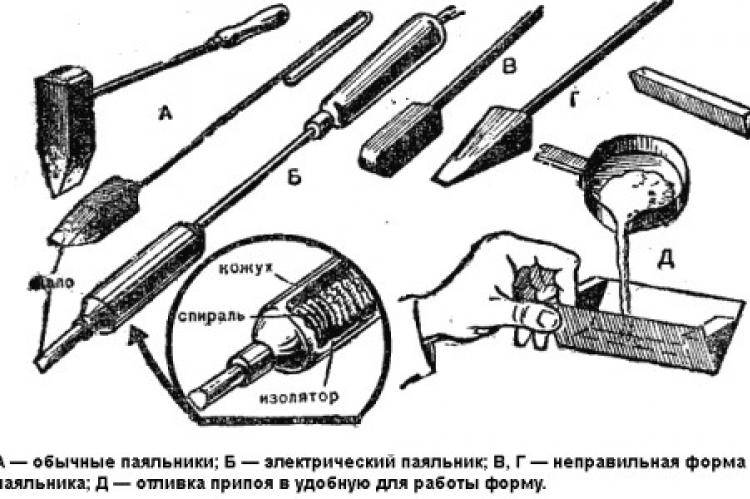
Schematiskt diagram av enheten
Enheten har inga komplexa strukturer och tekniska detaljer. Kretsschemat är ganska tydligt och du kan enkelt montera en kraftfull lödkolv med dina egna händer. Den kompletta uppsättningen av enheten inkluderar:
- Stång av kopparmaterial.
- Metallhölje.
- Metallrör.
- värmekomponent.
- Isolerande handtag.
- Gaffel.
- Tråd (strömförsörjningselement).

Lågspänningslödkolv
Vad behöver du för att göra en hemmagjord 220 volt lödkolv? För elektriska säkerhetsändamål rekommenderar vi att man tillverkar en lågspänningslödkolv för 12-14 volt, även om monteringsprincipen inte skiljer sig i grundläggande egenskaper. För arbete behöver du följande material, verktyg:
- Uppladdningsbart Li-Ion-batteri Du kan använda gamla batterier från en bärbar dator eller en skruvmejsel.
- En liten bit koppartråd, gärna upp till 2 mm i diameter. Längden är inte mer än 6 cm, vi kommer att behöva detta segment som en lindning av spiralen.
- Rör av värmebeständig glasfiber. Diametern på rören är företrädesvis 3,8 mm och 1 mm. Ett sådant rör är avsett som ett hölje för ett metallhölje för en värmekomponent. Alternativt kan du använda isoleringsmaterialet i en vattenkokare som inte fungerar.
- Tråden är nikrom, det rekommenderas att ta en tråd med en diameter på 0,3 mm. Leta efter material i en gammal trasig hårtork. Vi kommer att välja längden på en sådan tråd empiriskt, med hänsyn till alla huvudstrukturella kapaciteter hos enheten, inklusive batteriet, om du planerar att installera den på en lödkolv istället för en elektrisk tråd.
- Ett litet segment från en teleskopantenn med en diameter på 4 mm, längden på en sådan del är cirka 3 cm.
- För sticket tar vi en liten bit koppartråd av enkelkärnig typ. Diametern tas bäst med hastigheten 3,8 mm.
- En tråd utformad för att ansluta en strömkälla till en lödkolv.
- För handtaget väljer vi ett trä- eller plaströr med goda elektriska isoleringsegenskaper.
I princip är detta grunden för en uppsättning material som är utformade för att börja uppgiften hur man gör ett lödkolv med egna händer.
Vad är kolofonium till för?
Det är inte många som vet varför kolofonium behövs vid lödning. För att svara på denna fråga måste du förstå att detta är ett hartsartat ämne, vilket är ett flux. Under anslutningen av delar med en lödkolv bildas en oxidfilm på ytan som ska behandlas. Det tillåter inte lod att ansluta delarna. För att ta bort denna film måste du använda flussmedel eller kolofonium. Det hartsartade ämnet klarar effektivt denna uppgift vid en temperatur på mer än 150 grader.









Kolofonium används vid lödning för att förbättra fogparametrarna. Det kommer att hjälpa till att hantera problemen i samband med otillräckligt lödflöde. Det kan långsamt fylla sömmen och minska styrkan i fogen. Harts används främst för renovering av hem. Allvarliga kompositioner med förbättrade egenskaper och egenskaper används i produktionen.
Harts kan användas inte bara för lödning av radiokomponenter och ledningar. Baserat på det görs lacker och färger. Det är en av komponenterna vid tillverkning av plast. Med dess hjälp bearbetas strängarna på musikinstrument. Inom filmindustrin används kolofonium för att skapa effekter.
Kolofonium, hartsegenskaper och lödegenskaper
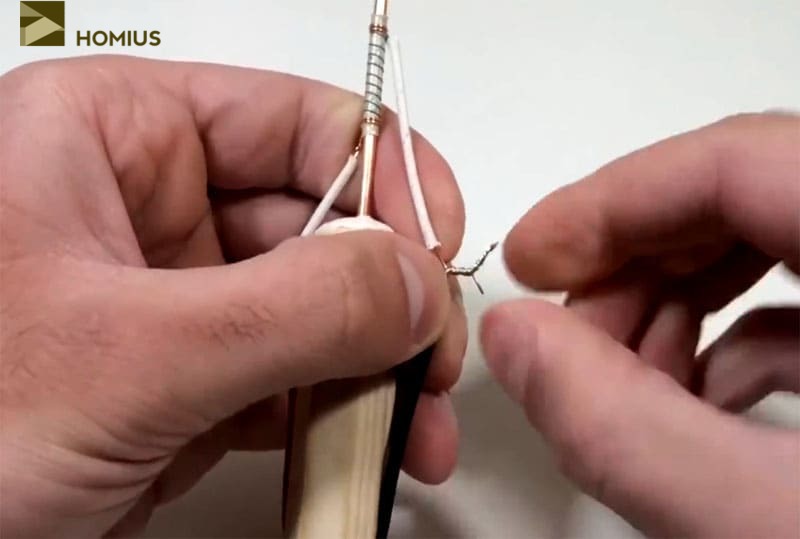
Batterilödningsanordning
För att förstå hur man byter ut en konventionell lödkolv, rekommenderas det att du först och främst uppmärksammar denna speciella enhet. Med den kommer det att vara möjligt att löda även på de mest otillgängliga platserna utan tillgång till el, på höjden etc.
För att montera en sådan hemmagjord lödkolv behöver du följande:
- Batteri.
- Löd med kolofonium.
- Ett par sladdar.
- Grafitpenna.
- Krokodilklämma.
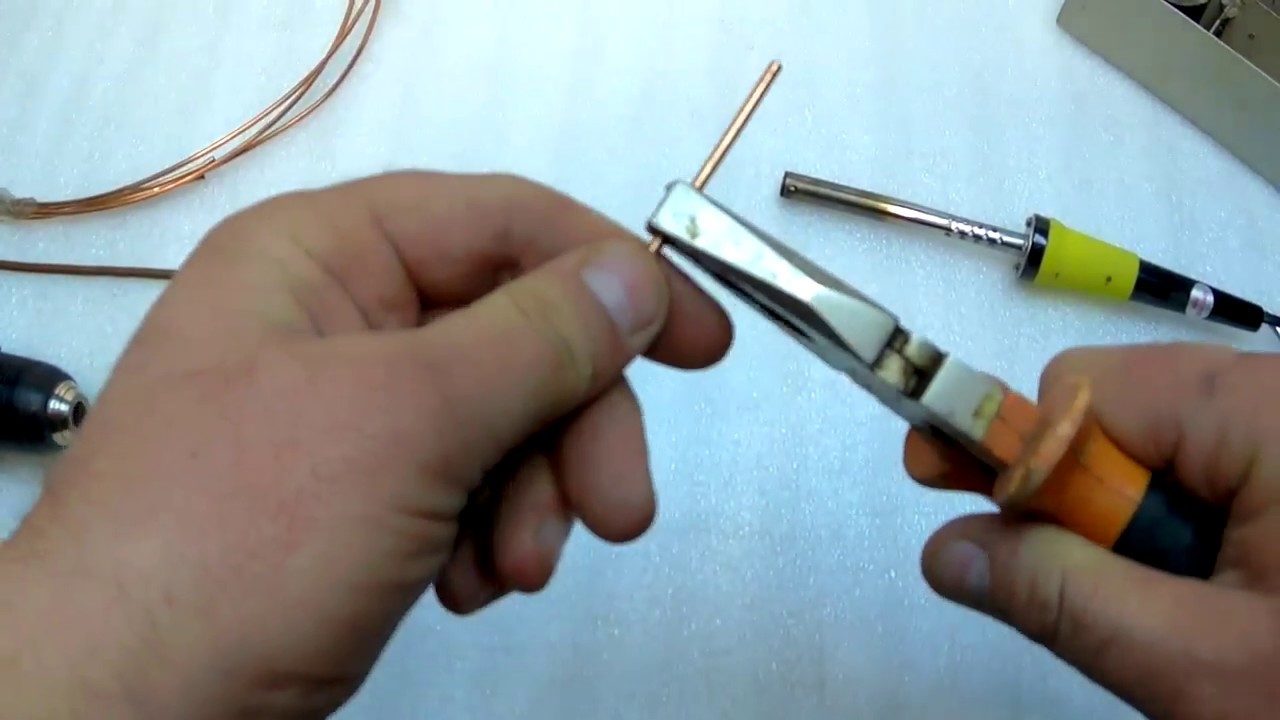
Faktum är att processen som utförs med en sådan hemmagjord lödkolv inte är lödning, utan svetsning. Allt görs enligt följande. Man tar 2 trådar och lindar ett par varv lod ovanpå med kolofonium inuti. Därefter måste du ansluta en batterielektrod till produkterna som ska lödas. Anslut den andra elektroden till grafitledningen på pennan. Det måste rengöras först. Därefter måste du röra vid lödstången i en delad sekund. En båge kommer att dyka upp, under påverkan av hög temperatur, smälter lodet omedelbart, vilket ger en mycket pålitlig lödning.
Denna metod är lämplig för anslutning av ledningar med en diameter på högst 1 mm. Håller man grafitstaven på spetsen av trådarna lite längre kan man få koppartrådar svetsade. Innan du använder en sådan lödkolv rekommenderas det att öva lite på onödiga produkter.
Befogenheter och uppgifter
- Lödkolv för mikrokretsar - effekt 10-20 W
- Lödkolv för radiokomponenter - effekt 30-40 W
- Universal lödkolv - 60 W
- Lödkolv för tjocka trådar och stora delar - 80-100 W
Till försäljning kan du också hitta mer kraftfulla lödkolvar - från 100 W, som används för grov reparation av skrovkonstruktioner under utomhusförhållanden. Men för dessa ändamål är det enligt vår åsikt bättre att använda en speciell hårtork eller en blåslampa.
När vi svarar på frågan om vilken lödkolv som ska väljas för mikrokretsar, betonar vi omedelbart att i denna fråga ligger huvudsvårigheten i den samtidiga smältningen av lödpunkterna på alla ben på mikrokretsen. Därför är det för mikrokretsar (minneschips, kontroller, etc.) som du noggrant måste använda antingen en lödtork eller en lödkolv för att smälta platsen för varje kontakt och använda ett specialverktyg (antingen en koppartrådsfläta eller en avlödning). pump) för att välja tenn från den. För dessa ändamål är en lödkolv med en effekt på 20-30 watt lämplig.
Första stegen: förbereda handtagskroppen för den framtida lödkolven
Till att börja med togs ett trähandtag (det är bättre att ta en björk eller lönn), vände "under armen" och slipade. Vilken form som helst kan ges till den, men för första gången gjorde jag inget extraarbete. Den ska heller inte göras för lång, även om det är en smaksak.
 Trähandtag som ska användas som handtag
Trähandtag som ska användas som handtag
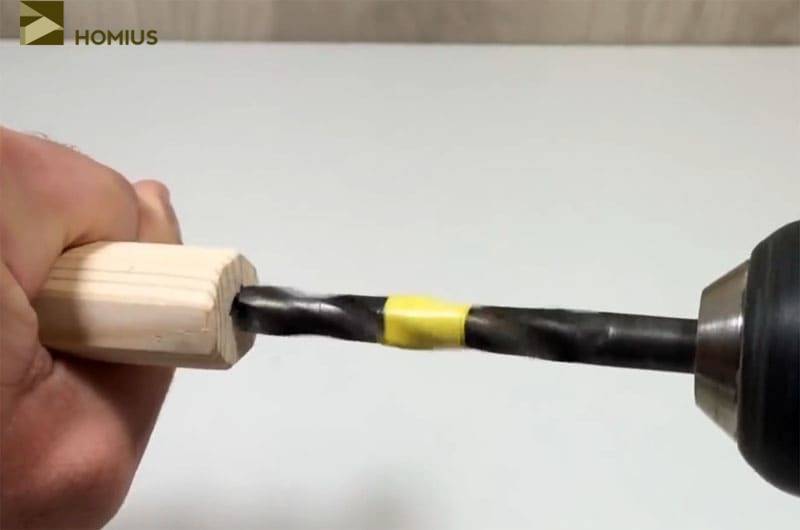
Därefter kom en borr med en tjock borr in i arbetet, på vilken jag med hjälp av elektrisk tejp markerade hålbegränsaren. Ett djup på 2-3 cm för en 12 V minilödkolv räckte. Ett hål gjort i mitten av handtaget från änden kommer att tjäna till att installera eluttaget och dra kablar till värmeelementet.
Ett identiskt hål borrades på baksidan, vilket kommer att tjäna till att installera lödkolvspetsen.
 Vi borrar samma hål på båda sidor av lödkolvshandtaget
Vi borrar samma hål på båda sidor av lödkolvshandtaget
Förberedelse av spår för matningsledningen
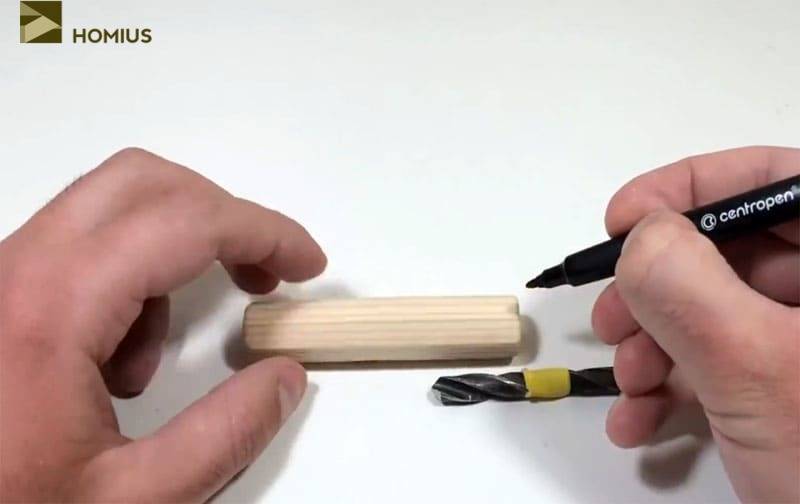
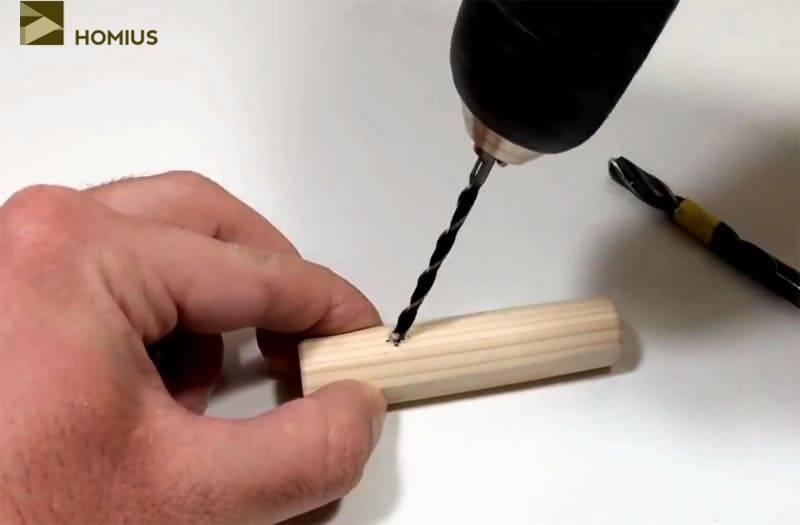
På ett avstånd av 2-3 cm från kanten där det är planerat att installera ett uttag för strömkontakten, gör vi markeringar för två hål (på motsatta sidor). För bekvämligheten med att mäta avståndet kan du använda samma borr med ett djup markerat med elektrisk tejp.Efter att ha bestämt platsen för hålen med en markör, tar vi upp borren igen, men med en redan tunnare borr.
 Vi markerar punkterna för att borra hål för ledningarna
Vi markerar punkterna för att borra hål för ledningarna
Borrning under trådarna bör göras i en liten vinkel - så det blir lättare att sträcka dem senare. Som ett resultat bör det visa sig så att tråden kommer in från änden och, under en lätt kink, läggs vidare, till den motsatta änden av handtaget, på vilken lödkolvsspetsen kommer att placeras.
 Borra tunnare hål i vinkel för enklare ledningsdragning
Borra tunnare hål i vinkel för enklare ledningsdragning
Nu måste du se till att ledningarna som sträcker sig från eluttaget längs handtaget inte stör när du arbetar med lödkolven. För att göra detta, från hålen till kanten där stinget kommer att ligga, skär jag spår. Detta är lätt att göra med en vanlig kontorskniv. Naturligtvis, om handtaget var gjord av furu, skulle det vara mycket lättare att skära igenom fibrerna, men sådant material "märktes" omedelbart. Anledningen till detta var att en ytterligare beläggning av handtaget inte var planerad, vilket innebär att det fanns en möjlighet att händerna kunde bli smutsiga i harts under arbetet.
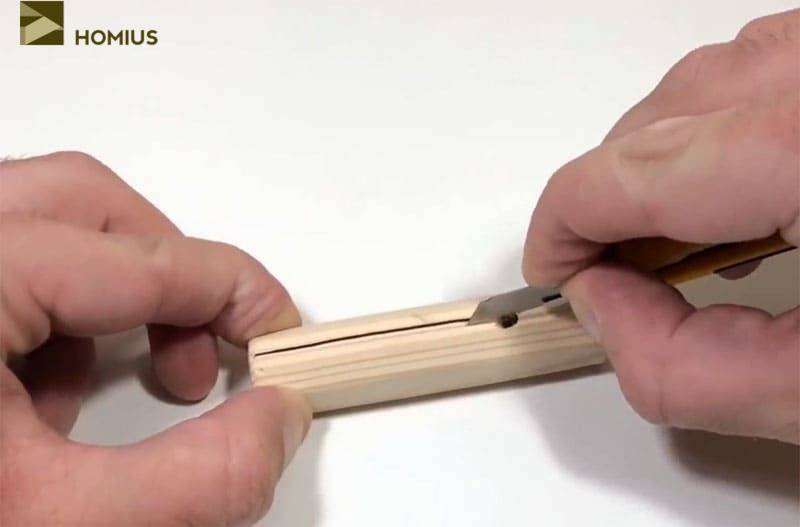 Vi skär spåren i vilka tråden sedan kommer att läggas
Vi skär spåren i vilka tråden sedan kommer att läggas
När spåren är skurna är det lämpligt att arbeta ut dem lite med en vanlig rund nålfil. Faktum är att trots hantverksproduktionen av en 12 V lödkolv, är de tänkta att fungera, vilket innebär att noggrannheten här inte kommer att vara överflödig alls. Som ett resultat fick vi ett handtag med hål på båda sidor och spår för tråden, som är redo för vidare arbete - montering av fyllningen av enheten för lödtrådar.









 Handtaget är klart, du kan börja montera
Handtaget är klart, du kan börja montera
Fluxval
Det handlar om att löda koppardelar.För järn och aluminium finns det speciella syrakompositioner, detta är ett ämne för ett separat material.
Faktum är att det är allas personliga preferenser. Du behöver bara prova olika kompositioner och bestämma det bästa för dig själv. Någon gillar lödfett (konsistens som fett), vissa gillar flytande flussmedel. Vi kommer att prata om traditionellt kolofonium.
Mer exakt - hur man löder ordentligt med det.
Detta furuhartsbaserade flussmedel har utmärkta rengöringsegenskaper. Den ger mekanisk och kemisk rengöring, dessutom skyddar den ytan väl från oxidation vid upphettning. Det finns bara en nackdel: i sin rena form är kolofonium fast. Detta innebär att den inte kan föranbringas på de delar som ska sammanfogas. Det är dock tekniken
- rör vid kolofoniumet med en lödkolvspets, plocka upp lod på den;
- vi sänker ned benen på delen eller tråden i flussmedlet med hjälp av ett lödkolv (det smälter), medan ytan är täckt med ett tunt lager av lod;
- applicera på samma sätt löd på platsen för lödning;
- vi dockar den förtennade delen (tråden) med lödningsplatsen;
- rör flussmedlet med en lödkolv, plocka sedan upp lod, doppa det i kolofonium igen;
- överför omedelbart sticket till lödområdet.
Delar har lödts på detta sätt i årtionden. Med en viss skicklighet, begränsningar genom val av material ingen förbindelse. Denna teknik är idealisk för träning. Om du behärskar det kommer resten av metoderna att verka ännu lättare.
Vad kan ersätta lödsyra?
Det finns inte många ämnen som kan övervägas som ett alternativ till denna syra. Vissa av dem är lätta att förbereda hemma, även om det inte alltid är möjligt att få de önskade egenskaperna.
Ett av de enklaste och mest prisvärda ämnena som kan användas istället för lödsyra är en vattenlösning av vanligt aspirin. För att få det behöver du bara ta en tablett, krossa den för snabbare upplösning, häll den i en behållare med vatten och blanda noggrant tills det inte finns en enda fast partikel kvar. Användningen av den resulterande lösningen liknar andra typer av flussmedel. Den otvivelaktiga fördelen med ett sådant ämne är dess absoluta ofarlighet och säkerhet.
Du kan också använda citron- eller ättiksyra, men de är inte lika effektiva som lödning. De säljs redan i utspädd form, så inga ytterligare manipulationer med dem krävs.
Ett annat alternativ är koncentrerad saltsyra. Det är en av huvudkomponenterna i det ursprungliga flussmedlet, men kan också användas för att göra lödsyra hemma. På grund av sin höga aggressivitet låter den dig kvalitativt bli av med en mängd olika typer av föroreningar och garanterar tillförlitligt skydd. Det är dock hälsofarligt och kan fräta på ömtåliga delar, så dessa aspekter bör beaktas vid lödning.
Aktivt lödfett har visat sig väl, vilket klarar föroreningar bra. Dessutom är dess otvivelaktiga fördel användarvänlighet och enkel placering på produktens yta. Men liksom lödsyra är det ett mycket aggressivt ämne som utgör en risk för människors hälsa och rekommenderas inte för användning med tunna metallprodukter.
Ett värdigt alternativ till lödsyra är fosforsyra.Den är lätt att använda, prisvärd, klarar bra av oxid, fett och andra filmer och avlagringar, men är samtidigt skonsam mot metaller.
I avsaknad av den ursprungliga lödsyran till hands kan du självständigt förbereda en ersättning för den hemma. Naturligtvis kommer hon inte att ha en så rik komposition, men hon kommer fortfarande perfekt att klara av de uppgifter som tilldelats henne.
Instruktioner för tätning av små hål
Denna metod är lämplig för tätning av små hål. diameter upp till 5-7 mmtill exempel i läckande disk. Först måste du noggrant rengöra området runt hålet. Gör detta med sandpapper, en fil eller riven tegelsten. Om du ska löda emaljerade produkter måste du först ta bort emaljen ca 5 mm runt hålet. För att göra detta, fäst hörnet av något metallföremål vid kanten av hålet och slå av emaljen genom att knacka lätt med en hammare.
Rengör ren metall noggrant. Ta finhackad kolofonium och fyll platsen för lödning med den. I närvaro av etsad saltsyra, belägg produkten med den. På insidan av produkten, lägg en bit plåt eller, ännu bättre, tretnik, på hålet. Därefter måste du värma produkten. Detta kan göras över en fotogen- eller spritlampa, en primus-spis, till och med en elektrisk spis duger. När det gäller emaljgods är en spritkamin den mest föredragna. Det kommer att ge uppvärmning av en liten del av produkten och kommer inte att skada resten av emaljen. Vänta tills formen har smält och ta bort disken från värmen. Smält tenn ger stark och pålitlig lödning.
Grundläggande driftprocedurer
 En teknisk karta eller ett diagram över "korrekt" lödning med en lödkolv föreslår följande procedur för att utföra operationer.
En teknisk karta eller ett diagram över "korrekt" lödning med en lödkolv föreslår följande procedur för att utföra operationer.
Före direktlödning rengörs ytorna på föremålen som ska lödas från kraftig smuts och korrosionsavlagringar, varefter de ska rengöras till en karakteristisk glans.
Därefter behandlas delarnas lödpunkter med ett tidigare förberett flussmedel, genom vilket det är möjligt att förbättra förutsättningarna för spridning av lodet över kontaktytan.
Sedan utsätts dynan eller lödområdet för skyddande förtenning, vars essens är att applicera lod smält till flytande tillstånd på dem. Samtidigt sprids det förbrukningsbara materialet jämnt över ytan av delarna som ska lödas och säkerställer bildandet av en pålitlig termisk anslutning.
Vid förberedelse av delar för förtenning ges företräde åt pastaformiga flussmedel, som är bekvämt applicerade och lätta att tvätta av. Före bearbetning och lödning är delarna föranslutna genom mekanisk vridning eller kompression med tång.
Efter fixering appliceras flussmedel igen på dem, och sedan värms kontaktpunkten upp med samtidig införande av en lödstav i den (dess sammansättning kan skilja sig från den för materialet som användes för förtenning).
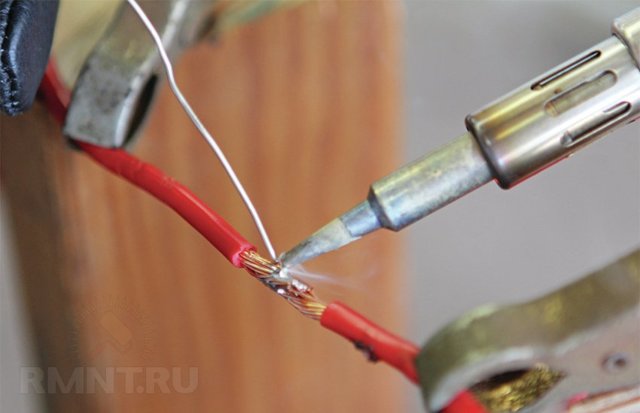
Det är omöjligt att lära sig att löda ordentligt med dina egna händer om du inte lär dig hur man förtennar en lödkolvspets. För förtenning, efter att lödkolven är helt uppvärmd, ska arbetsspetsen pressas hårt mot alla ytor täckta med folie och gnidas med den över det smälta kolofoniumet med lod.









Denna operation bör upprepas tills en karakteristisk film av lödning visas på kanterna av kopparspetsen, vilket ger god vidhäftning till alla metaller.
Frågan om hur man löder ordentligt kommer tillsammans med ett intresse för varför lödning behövs och vad som kan göras med det. Tidigare var det främst krukor och samovar som löddes, men idag går även högteknologiska saker att löda.
Funktioner av lödmetaller
För en kvalitetskoppling är det viktigt att följa vissa instruktioner, arbetet skiljer sig från att löda med vanligt lod. Lödsyra används i många fall, det är viktigt att följa stegen innan arbetet:
Lödsyra används i många fall, det är viktigt att följa stegen innan arbetet:
- Grov smuts, metalloxidation rengörs med sandpapper eller fil.
- Flussmedlet appliceras försiktigt med en borste eller en speciell dispenser, lösningen är i flytande tillstånd, så den sprider sig lätt över ytan.
- Förtenning sker med applicering av lod, produkterna fästs ihop.
Efter slutet av processen är det nödvändigt att ta bort den återstående lösningen. Du kan göra detta med vanligt tvålvatten eller en lösning av läsk.
Om du hittar ett fel, välj ett textstycke och tryck på Ctrl+Enter.
Möjliga funktionsfel
 Det vanligaste felet hos lödkolvar (oavsett typ och effekt) är utbränningen av värmarens lindning eller partiell interturn-krets.
Det vanligaste felet hos lödkolvar (oavsett typ och effekt) är utbränningen av värmarens lindning eller partiell interturn-krets.
Det visar sig i det faktum att lödkolven inte värms upp alls, det vill säga att den förlorar sin effektivitet.
Som regel leder stängningen av enskilda varv över tiden också till att hela spiralen bränns, när vanliga reparationer inte längre hjälper, och spiralen måste lindas helt tillbaka. Under de mest gynnsamma förhållandena kan bristen på uppvärmning av lödkolven bero på följande skäl:
- dålig kontakt vid korsningen av spänningsmatningsledningen och ändarna av lindningen (spiral);
- nätverkspluggfel;
- brott på en av kärnorna i själva sladden.
Alla dessa fel upptäcks genom visuell inspektion, eller med hjälp av en testare påslagen i läget "Kontinuitet", varefter reparationer görs.
En viktig detalj är lödkolvspetsen
Kvaliteten på lödningen och komforten vid användning är starkt beroende av spetsen som används i lödkolven. En sting gjord av en kopparstav leder värme bra och lod fäster perfekt vid det. Men när det värms upp är ett sådant stick ständigt täckt med oxider och förkolnat, vilket gör att det kräver konstant rengöring.
En annan typ av spets är en nickelpläterad metallstav. Det kännetecknas av frånvaron av obehaglig skalbildning och är bekvämt i smyckesarbete med små detaljer. Men det går inte att rengöra, eftersom. detta kan leda till att beläggningen avskalas och att lodets vidhäftningsegenskaper försvinner.
De flesta moderna lödkolvar har en skarp konisk spets. Det gör att du säkert kan röra den intilliggande ledningen för att komma nära benet på radiokomponenten och bearbeta den.
Lödkolvsatser kan också komma med platta spetsar. Denna form överför bättre värme till en massiv del och låter dig snabbt värma upp den och löda den eller omvänt löda den.
Lödningsförmåga
Det finns mer än tillräckligt med möjligheter att använda din förmåga att ordentligt löda metalldelar och produkter. På så sätt utförs många monterings- och reparationsoperationer. Här är några av de viktigaste:
- det är möjligt att löda kopparrör som är en del av de interna ledningarna av värmeväxlare och kylenheter;
- lödelement av olika elektroniska kretsar;
- utföra reparationer, löda smycken, glasögon;
- fixera hårdmetallskär på hållare för metallbearbetningsverktyg;
- i vardagen används lödning också ofta när det är nödvändigt att fästa platta koppardelar på metalliserade ytor av plåtämnen;
- förmågan att kvalitativt förtenna ytor kan vara användbar för att skydda metallstrukturer från korrosion.
Dessutom är det genom processen under övervägande möjligt att löda delar gjorda av metaller med olika struktur, samt täta olika typer av styva fogar.
Slutmontering av 12V lödkolven
För det sista steget av monteringen behövdes ytterligare 2 bitar av tunn värmebeständig cambric. De var klädda på "morrhår" av tunna koppartrådar, på vilka ett värmeelement fästes. Deras fria ändar var tvinnade med kablar som kom från eluttaget. Efter det tänkte jag att det skulle vara trevligt att installera en liten vippströmbrytare på handtaget, som gör att du kan stänga av spänningsförsörjningen till värmaren utan att dra ut strömförsörjningen från uttaget eller uttaget i lödkolvshandtaget. Men detta är speciellt. Om någon av läsarna kommer att samla en sådan enhet är det värt att tänka på denna möjlighet.









 Vi vrider ledningarna så hårt som möjligt - kontakten ska vara bra
Vi vrider ledningarna så hårt som möjligt - kontakten ska vara bra
Träning
arbetsplats
De löder alltid i normal allmänbelysning (inte sämre än 500 lux), om nödvändigt, skapa bekvämare förhållanden, använd en källa till lokal belysning.
God ventilation bör ses till.Huven ger det bästa resultatet, i sin frånvaro, löd intermittent för att ventilera rummet från kolofoniumångor (varje timme med intensivt arbete).
Att välja en lödkolv med kraft
Löd med lödkolvar av olika kapacitet. Det antas vanligtvis att:
- lödkolvar med låg effekt (20 - 50 W) är bekväma för att arbeta med elektronik, låter dig löda tunna ledningar;
- Med ett 100-watts verktyg löds kopparskikt med en tjocklek på högst 1 mm;
- 200 W eller mer gör att du kan löda sådana massiva delar som initialt kräver användning av kraftfulla lödkolvar.
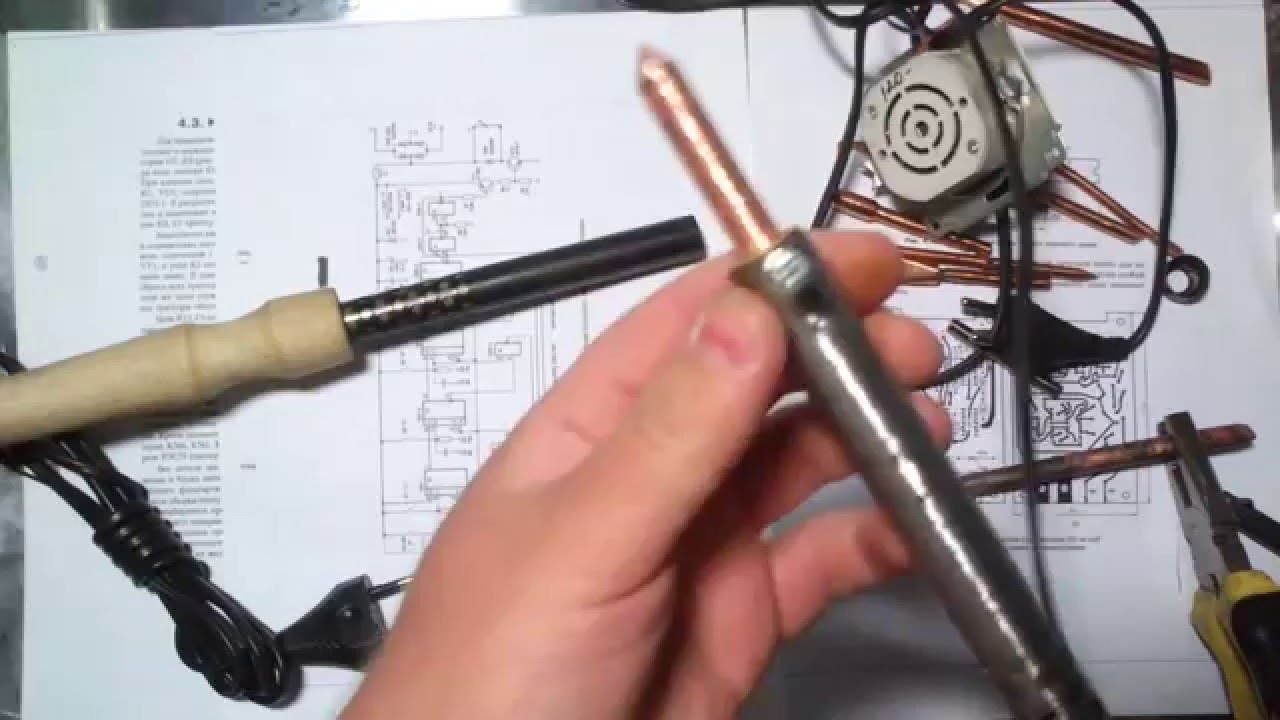
Det är lätt att bedöma enhetens kraft visuellt: en 50-watts lödkolv visar sig vara något större än en reservoarpenna, medan en 200-watts lödkolv har en total längd på cirka 35-40 cm.
Lödkolv för att fungera
Före första användningen Rester av fabriksfett måste avlägsnas från huset. Utbränning leder till uppkomsten av rök och en obehaglig lukt. Därför slås lödkolven på genom en förlängningssladd och exponerar den för gatan genom fönstret i en kvart.
Sedan smides lödkolvspetsen med en hammare: koppartätningen ökar livslängden. Spetsen på sticket är formad:
- i vinkel eller på ett snitt - för punktarbete (ett exempel visas i figur 5);
- knivformad - med en sådan sting löds flera kontakter samtidigt (typiskt för mikrokretsar);
- special - de löder vissa typer av radiokomponenter.
Figur 5. Ett exempel på en universell skärpning av en lödkolvsspets och korrekt förtenning av dess arbetsområde
Innan du börjar löda bör du rengöra spetsen från oxidfilmen. Denna procedur utförs med finkornigt sandpapper eller en sammetsfil, såväl som kemiskt: nedsänkning i kolofonium. Det rengjorda sticket förtennas med lod.
Vid behov kan du löda vid punkten med en kraftfull lödkolv.För att göra detta lindas en koppartråd med en diameter på 0,5 - 1 mm på spetsen, med hjälp av dess fria ände för att värma lodet.
Delar för lödning
Löd alltid i flera steg. Förbered först ytan på metallledaren:
- avlägsnande av oxidfilmen följt av avfettning;
- förtenning (avsättning av ett lager av tenn på ytorna i kontakt).
Sedan kan du koppla ihop delarna.
Se till att rengöra de kablar som användes.
Oxidfilmen avlägsnas med en fil, sandpapper, ett knivblad. När det gäller flexibla trådar bearbetas varje tråd.
Isoleringen av den emaljerade tråden avlägsnas genom att dra den över PVC-rörets yta, till vilken den pressas med en uppvärmd sting.
Ett tecken på beredskap är en jämnt blank yta utan oxidfilmrester.
De är alltid lödda med avfettning, d.v.s. torka av ytan med en luddfri trasa eller en trasa fuktad med aceton eller lacknafta.
Nya trådar har ingen oxidfilm. De servas direkt efter borttagning av isolering.
Det är nödvändigt att förtenna kopparledaren under ett flussmedel; efter uppvärmning bör lodet täcka metallytan med ett tunt lager. I närvaro av hängning rekommenderas inte lödning, tråden placeras vertikalt och passerar lödkolven från topp till botten. Överskottet av smält lod rinner sedan till stinget.
Om det är nödvändigt att löda aluminium, kombineras rengörings- och förtenningsprocedurerna. För att göra detta, placera tråden täckt med kolofonium i sandpapper, värm den med samtidig rotation.
Kvaliteten på flödet av vissa typer minskar under långtidslagring, såväl som under påverkan av atmosfärisk fukt. Därför löds sådana flussmedel med ytterligare kontroll av utgångsdatum.
Det här är intressant: Hur man svetsa vertikal svets för nybörjare: överväg från alla håll
Lödning av sur fosfor
Erfarna hantverkare - elektronikingenjörer och hemradioamatörer vet att för en kvalitetsanslutning behöver du inte bara en lödkolv utan också ytterligare tillbehör. För lödning används flussmedel och löd, den senare är gjord på basis av bly och tenn, ofta erbjuds i form av tråd. Egenskaper för förhållandet mellan tråd, flöde kan skilja sig i parametrar beroende på typ av produkt.









Flux fungerar som den andra komponenten, en vanlig form används i form av kolofonium. Det hjälper till att kvalitativt, snabbt löda delar av kopparkompositionen, ledningar och andra material. Lödsyra kan fungera med mässing, nickel, rostfritt stål etc. material.

Förberedande skede
 Innan du lär dig de korrekta teknikerna för att hantera lod och en lödkolv hemma bör du gå en specialkurs som går ut på att lära dig löda och allt som föregår denna procedur. Du kan lära dig på egen hand, men när du behärskar arbete med smycken, komplexa elektroniska kretsar, kan du inte klara dig utan en erfaren mentor.
Innan du lär dig de korrekta teknikerna för att hantera lod och en lödkolv hemma bör du gå en specialkurs som går ut på att lära dig löda och allt som föregår denna procedur. Du kan lära dig på egen hand, men när du behärskar arbete med smycken, komplexa elektroniska kretsar, kan du inte klara dig utan en erfaren mentor.
Ur synvinkeln för processens organisation är lödning av metaller med hjälp av speciella lödningar en uppsättning operationer som är ganska enkla i innehåll. Men trots den uppenbara lättheten kan inte alla löda korrekt första gången. Vid den första bekantskapen finns det vissa svårigheter förknippade med avsaknaden av en tydlig uppfattning om vad och i vilken ordning man ska göra.
Det rekommenderas att följa vissa regler för att förbereda sig för lödningsoperationer, vars kärna är följande:
- det är nödvändigt att välja rätt huvudarbetsverktyg som ska lödas;
- du bör oroa dig för att göra ett bekvämt och funktionellt stativ, förbered en plats där du måste löda för det mesta;
- eleven måste fylla på med lämpliga förbrukningsvaror, utan vilka ingen sådan procedur kan göras (löd, flytande eller pasta flussmedel).

Och slutligen måste en nybörjare behärska de grundläggande tekniska metoderna för lödning, som involverar en viss sekvens av riktade åtgärder.
Du kan löda med en elektrisk lödkolv, gas ficklampa eller lödkolv lampa. Brädor, mikrokretsar är vanligtvis lödda med speciella hårtorkar, termiska stationer som ger enhetlig uppvärmning. Valet av en eller annan typ av verktyg och ett stativ eller hållare för det bestäms av de temperaturförhållanden under vilka det är tänkt att utföra arbetsoperationer.
Nästa krav innebär förberedelse av obligatoriska komponenter som gör att du kan löda någon metallanslutning korrekt. Dessa inkluderar olika typer av lod, flussmedelstillsatser och speciella lödvätskor som är nödvändiga för att förbättra dess kvalitet (kolofonium- och alkoholkompositioner för förtenning).
Typer av lödningsoperationer
Mångfalden av lödningsmetoder förklaras av många olika faktorer som bestämmer lödningens kvalitet och effektivitet. Sådana faktorer inkluderar inte bara typen av lödanordning och typen av lödning som används i processen, utan också de tekniska egenskaperna för bildandet av sömmen. För att ytmontera delar på ett kort måste du lära dig hur du använder en lödmask korrekt.
I alla fall, för att löda korrekt, måste du veta smältpunkten för metallen du arbetar med. Det påverkar valet av lödverktyg, såväl som flussmedel och lödning. I enlighet med den angivna parametern är lödmaterial indelade i smältbara (upp till 450 grader) och eldfasta (mer än 450 grader).



